
基于激光测量的汽车零件间隙面差计算方法
2014-04-19 09:18冯国卫张一丁王浩田
激光与红外 2014年4期
冯国卫,张一丁,孔 飞,李 澍,王浩田
(1.上海交通大学塑性成形技术与装备研究院,上海 200030; 2.江苏申模数字化制造技术有限公司,江苏镇江 212143)
基于激光测量的汽车零件间隙面差计算方法
冯国卫1,张一丁2,孔 飞2,李 澍1,王浩田2
(1.上海交通大学塑性成形技术与装备研究院,上海 200030; 2.江苏申模数字化制造技术有限公司,江苏镇江 212143)
提出了激光测量汽车零件间隙处的数据前处理方法和步骤。根据汽车零件间隙面差的定义,分析其几何结构,提炼了间隙面差计算的数学模型,并通过用基准块和实际工程零件的检测,验证了其计算精度。可为自主研发汽车检具激光检测系统做准备。
激光测量;汽车零件;数学模型;间隙面差
1 引 言
汽车零件的几何准确度是保证汽车装配合格、外形美观的重要条件[1]。在检具设计过程中,对某些汽车覆盖件(如车门、行李箱盖板等)需要进行装配间隙和面差的检测。传统的人工检测方法,如利用塞尺和面差尺进行测量,具有主观性强、耗时长等限制。虽然国外已有相应的激光检测系统发明[2],但具体的测量及数据处理方法仍不得而知,国内相关的检测系统也很难见到。本文将对激光测量的数据进行处理,并提炼间隙面差的数学模型,以此为研发自主产权的激光检测系统做好准备。
2 激光测量数据的前处理
激光测量检具和零件采集数据原理如图 1所示。由于激光传感器本身误差和环境干扰,获得的数据一般比较杂乱,激光测量线条两端可能出现零点,超过量程或者在间隙内会存在无效数据,如图2所示。因此,需要将数据进行一定的处理。
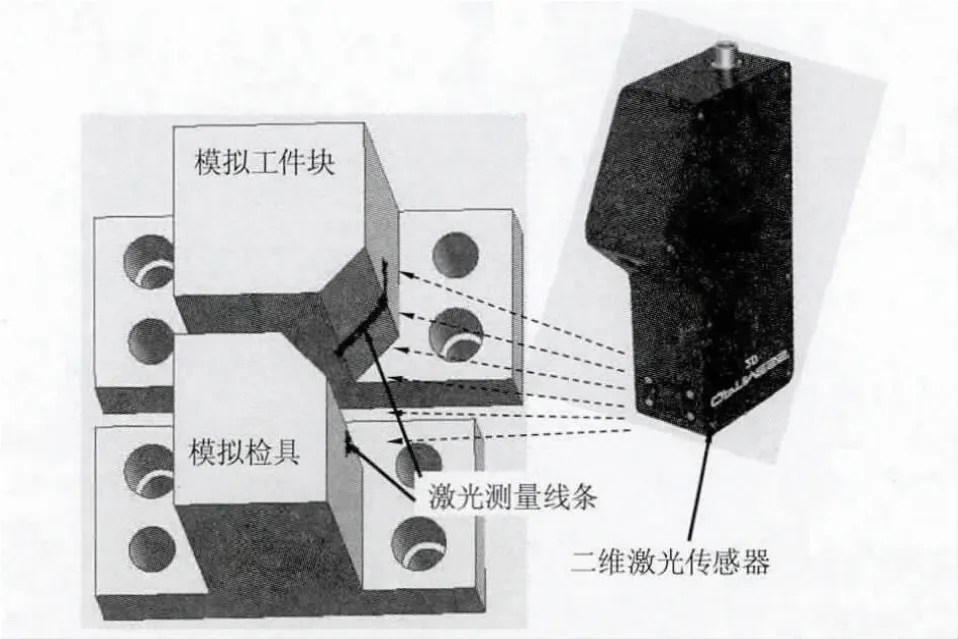
图1 数据采集原理示意图Fig.1 Data acquisition principle
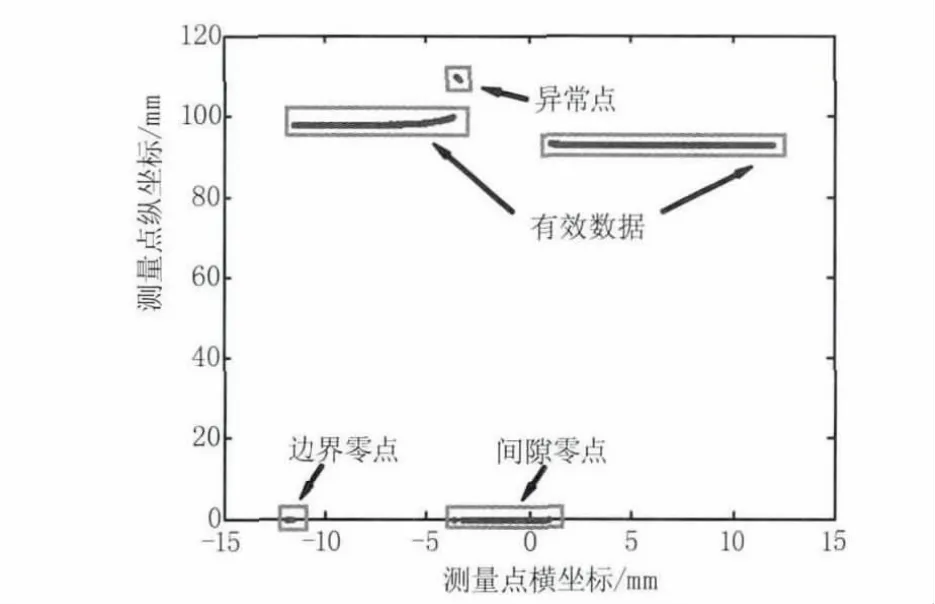
图2 激光测量数据分布Fig.2 Measurement data distribution by laser
(1)筛选有效数据。
筛选有效数据的目的是剔除零点和其他异常点,仅对激光打在工件或者检具表面上的数据进行处理。由于有效数据一般不会出现在零点,因此可以将零点直接去除,此外,异常点会偏离有效数据的集中区域,可以利用平均值法将异常点去掉。
(2)数据的滤波。
由于激光检测数据存在一定波动,会干扰进行后期曲率的计算,因此需要将数据进行滤波去噪处理。因为激光测量区域既有平面又有弧面(如圆角部分),所以滤波的方法尽量使用非线性方法,如双边滤波[3]等,以减少几何因素对结果的影响,防止失真。使用双边滤波算法时,应注意其时域高通非均匀性校正[4]以及自适应性[5]。
(3)特征点计算与分段。
首先应计算每个点的近似曲率,常用的方法为三点法或者改进的三点法[6]。设滤波后数据的坐标为(xi,yi)i=1,2…n,则该点的曲率可表示为:
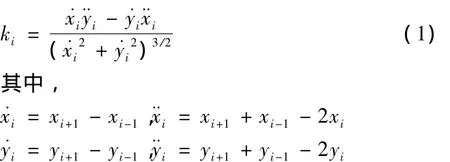
此外,由于相邻三个点横向间隔比较小(支撑区间比较小),因此受噪声影响比较大。因此可以考虑将支撑区间扩大,选间隔更远的点进行计算。直线的曲率为零,圆弧的曲率为非零常数,其临界点则为特征点,即激光测量平面与圆角的分界点。
3 间隙面差数学模型的提炼
3.1 间隙的数学模型
间隙为工件与另一工件或者工件与检具之间的缝隙。在激光测量中,筛选有效数据后相邻两点之间最大的水平距离即为间隙。即:

其中,xi表示点i的横坐标。
然而,由于激光扫描所获得的点为离散的点,对于边界问题,往往会出现不精确的情况,间隙边缘往往出现在离散点中间部位(如图3所示),这样计算得到的实际值偏大,最终的误差最大为:

其中,dr为实际间隙距离;a为检测点之间的距离; dc为采用工件上间隙旁边点之间的距离。因此,需要将最大间隙减去激光测量点之间距离a,可使误差减小一半。
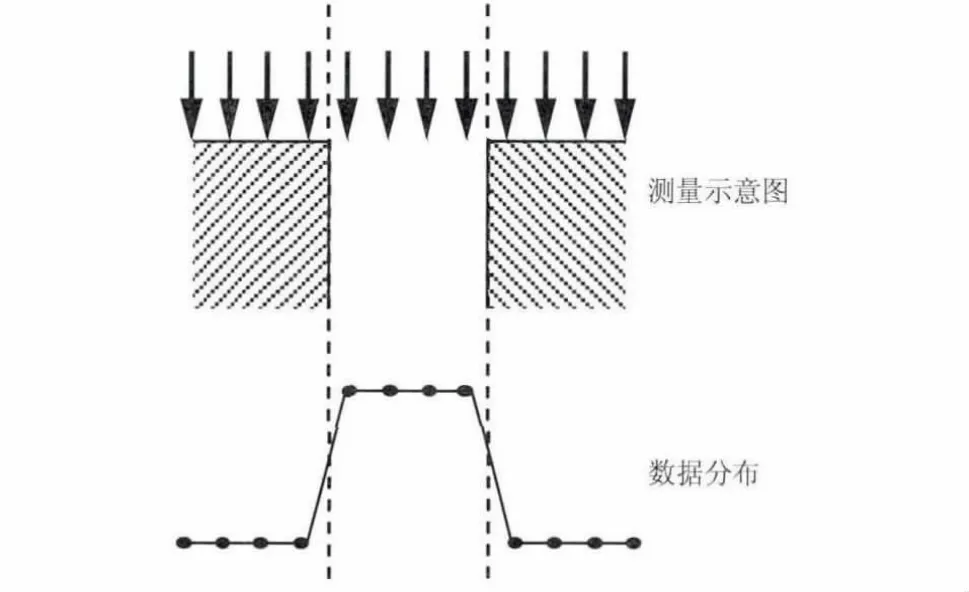
图3 激光测量边界问题示意图Fig.3 Boundary problem caused by lasermeasurement
如果激光倾斜测量,则测量距离比实际间隙偏小,需将计算得到的结果除以倾斜角的余弦值(如图4所示)。倾斜角度可由直线部分的斜率计算得到。
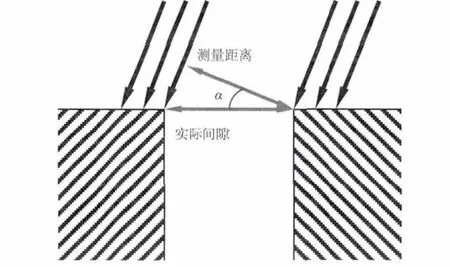
图4 激光倾斜测量示意图Fig.4 Inclined measurement by laser
最终,可将间隙的模型改进为:

其中,k为直线部分的斜率。
3.2 面差的数学模型
进行滤波处理后,选取特征点。特征点将工件和检具上的测量点分别分为两部分,即直线部分和曲线部分。将检具上直线部分的点线性回归为直线。面差即为工件上的特征点到该回归直线的距离(如图5所示)。
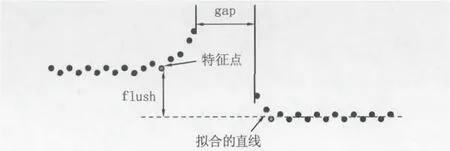
图5 间隙面差测量点示意图Fig.5 Measured point for gap and flush
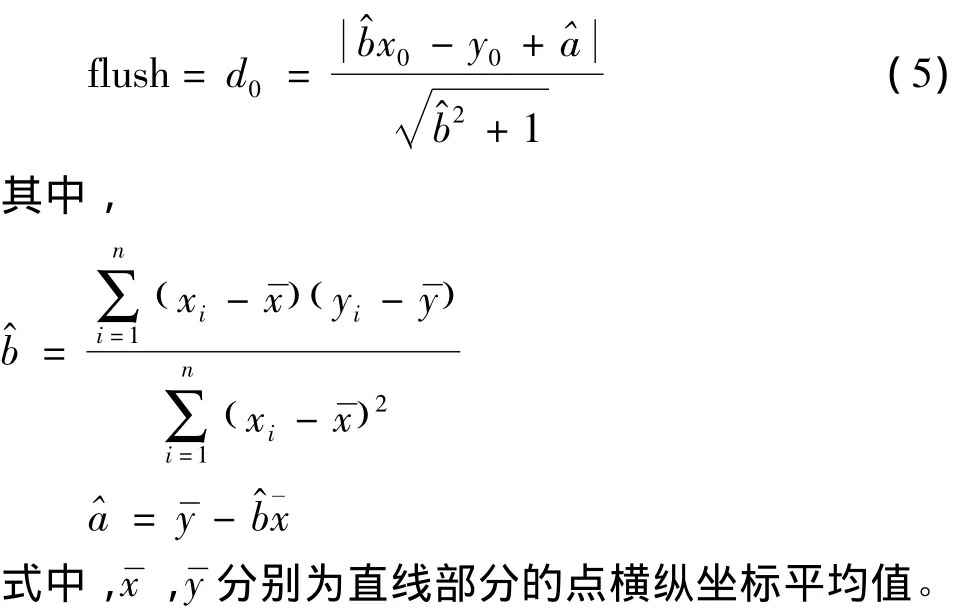
面差的数学模型为:
4 算例与分析
4.1 基准块倾斜测量
采用三坐标用基准块进行激光测量实验,如图6所示。基准块内孔直径为10 mm。分别在不同角度对基准块进行测量,得到的数据分布如图7所示。
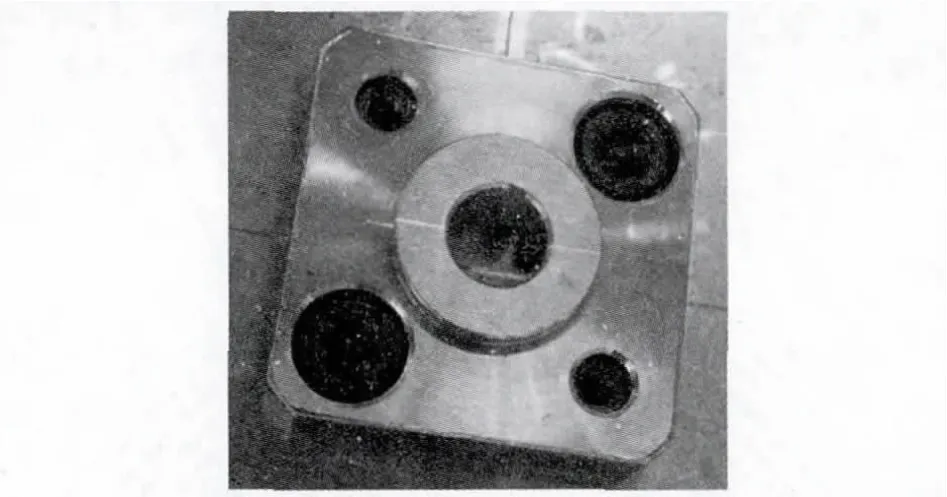
图6 基准块测量实验Fig.6 Measurement for reference block
测量结果如表1所示。
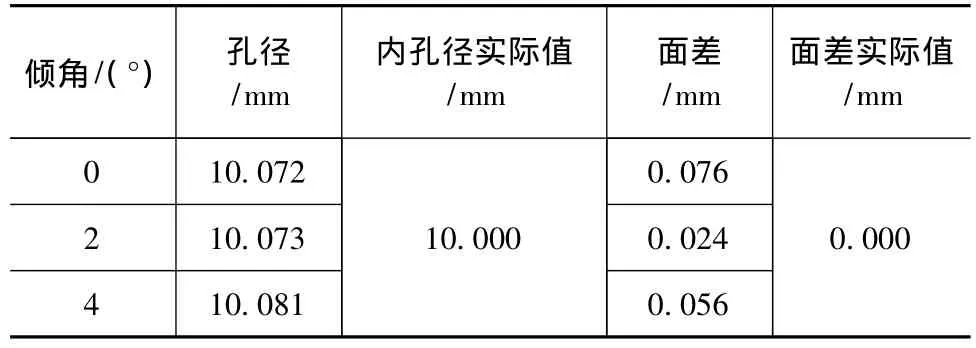
表1 基准块测量结果Tab.1 Measurement result of reference block
本激光测量器测量点之间间距为0.1 mm,因此,在测量孔径时可能会出现±0.1 mm的误差,本次测量稍微偏大,但误差可以接受。面差测量存在小于0.1 mm的误差。
4.2 检具与工件测量
对实际工程中装配的工件与检具间隙处进行激光测量(如图8所示),数据分布如图9所示。计算获得的结果与采用传统手工测量方法(塞尺和面差尺测量)测量结果对照,结果如表2所示。
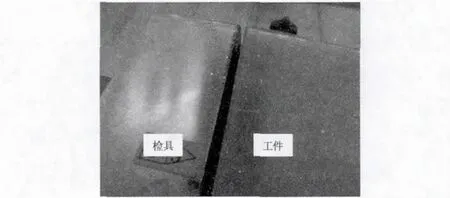
图8 检具与工件测量实验Fig.8 Measurement for testing fixture and part
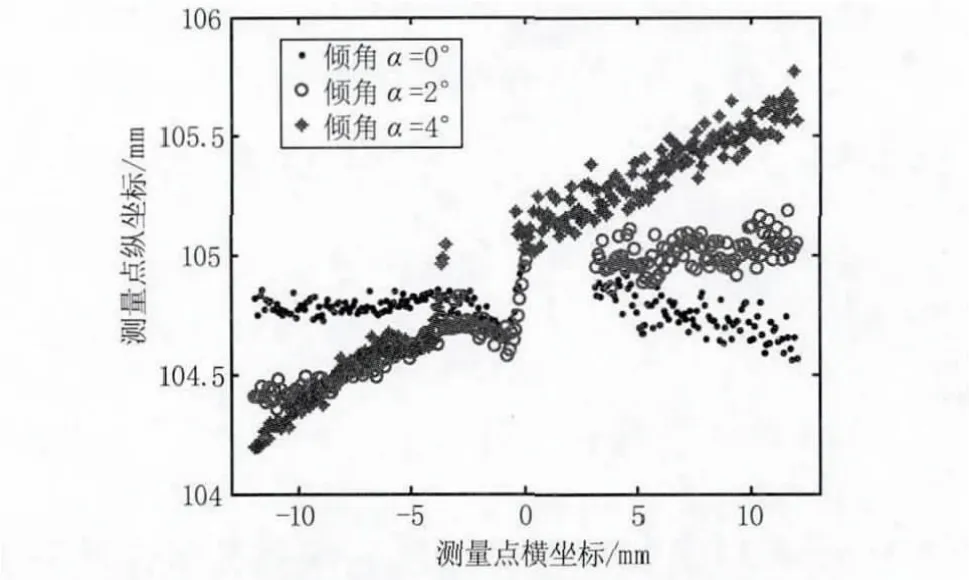
图9 检具与工件测量数据分布Fig.9 Data distribution of testing fixture and part
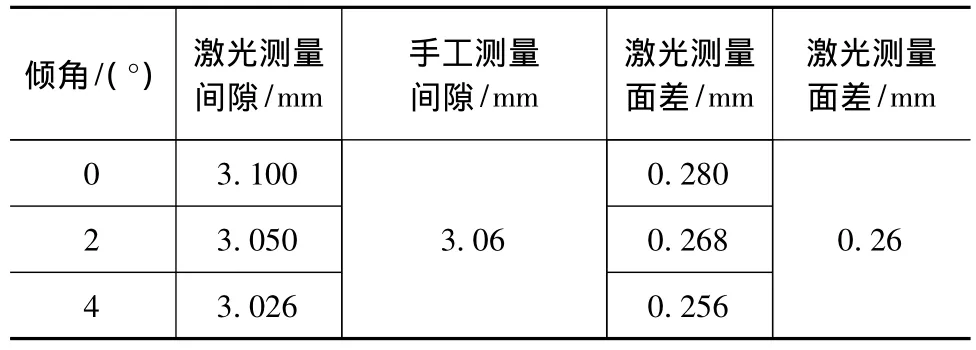
表2 检具与工件测量结果Tab.2 Measurement result of testing fixture and part
由此可见,激光测量可获得比较精确的数值,误差很小。
5 总结
根据激光对间隙面差测量的数据分布,提出了该类型数据前处理方法和步骤。通过汽车主机厂对间隙面差的定义,分析了其几何机构,提炼出了间隙面差计算的数学模型,并通过基准块和与手工测量的对比,验证了该计算方法可以达到较好的精度。
由于环境等因素干扰,激光测量间隙面差仍存在不可避免的误差,后续可通过多次测量求平均值的方法获得更好的精度。
[1]LIWenli,et al.Design of interior trim character benchmark for light car based on benchmark[J].Journal of Hubei Automotive Industries Institute,2010,3:15-17,35.(in Chinese)
李文丽,等.基于Benchmark的轻型客车内饰品质基准设计[J].湖北汽车工业学院学报,2010,3:15-17,35.
[2]Kidd JH,et al.Method for assessing fitand aligenmentof amanufactured part[P].U.S.A:US 7,024,032 B2.2006.4.04.
[3]Fleishman S,et al.Bilateral mesh denoising[J].Acm Transactions on Graphics,2003,22(3):950-953.
[4]LEIXiaojie,et al.Improved temporal high-pass filter nonuniformity correction based on bilateral filter[J].Laser&Infrared,2012,42(07):831-836.(in Chinese)
雷晓杰,等.红外双边滤波时域高通非均匀性校正[J].激光与红外,2012,42(07):831-836.
[5]KANG Changqing,et al.Adaptive bilateral filtering algorithm based on contrast invariant features[J].Laser&Infrared,2013,43(05):550-553.(in Chinses)
康长青,等.基于亮度不变特征的自适应双边滤波算法[J].激光与红外,2013,43(05):550-553.
[6]WANG Yinghui,et al.Segmentation and recognition techniques for planar contour[J].Journal of Computer-Aided Design&Computer Graphics,2002,(12):1142-1145,1151.(in Chinses)
王英惠,等.平面轮廓的分段与识别技术[J].计算机辅助设计与图形学学报,2002,(12):1142-1145,1151.
Method for calculating gap and flush of automobile parts based on laser measurement
FENG Guo-wei1,ZHANG Yi-ding2,KONG Fei2,LIShu1,WANG Hao-tian2
(1.Institute of plastic forming technology and equipment,Shanghai Jiao Tong University,Shanghai200030,China; 2.Jiangsu Shenmo digitized manufacturing technology Co.,Ltd.,Zhenjiang 212143,China)
Pretreatmentmethods and steps for the gap testing of automobile parts by laser are proposed.Based on the concept of gap and flush,the geometry structures are analyzed and themathematicalmodel of gap and flush is established.In addition,the calculation accuracy is verified through experiments of reference block and engineering parts. Themethod can be used to research and develop lasermeasurement system for automobile parts testing and fixing.
lasermeasurement;automobile parts;mathematicalmodel;gap and flush
TN249
A
10.3969/j.issn.1001-5078.2014.04.00 4
1001-5078(2014)04-0370-04
冯国卫(1989-),男,硕士生,主要研究方向为计算机软件开发及模具设计。
2013-08-09;
2013-08-21
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
体育科技文献通报(2022年3期)2022-05-23
新高考·高二数学(2022年3期)2022-04-29
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
中学数学杂志(初中版)(2016年5期)2016-11-01
公民与法治(2016年19期)2016-05-17
读者·校园版(2015年7期)2015-05-14
河南科技(2014年15期)2014-02-27
