
不同电流密度对直流电镀填盲孔的影响研究
2014-05-31 06:11张剑如
印制电路信息 2014年4期
张剑如
(汕头超声印制板公司,广东 汕头 515041)
1 前言
电子产品的微小化使高密度布线增加,同时功能和可靠性很大程度上依赖于盲孔的填孔技术。电镀填盲孔已成为高密度HDI制作的一个关键流程。一般情况下,在高铜低酸的电镀液中,在有机添加剂的作用下,盲孔底部的沉积速率远大于表面的沉积速率,最终将盲孔填平,此为电镀填盲孔。
电镀液中有机添加剂一般可分为光亮剂、整平剂和运载剂三种。光亮剂也称为加速剂,其分子中含有极性较小的双S键,如聚二硫二丙烷磺酸钠SPS等,在电镀中主要作用是帮助铜离子加速在阴极还原,使铜层结构变得更细致,其容易吸附在盲孔孔底等低电流区域,加速铜的沉积速率。整平剂一般为含氮官能团的有机化合物,极性很强,带强烈正电性,吸附在孔角等高电流区域,抑制铜的沉积速率,在氯离子等协同作用下将盲孔填平。运载剂也称为抑制剂,通常为聚乙烯二醇PEG等聚醇类化合物,表面浓度高,孔底浓度低,形成浓度差,以抑制表面铜的沉积。在有机添加剂的作用下,盲孔底部的沉积速率大于表面的沉积速率,使盲孔实现远超过100%的深镀能力,最终实现盲孔填平。当然,电镀过程中,盲孔底部的沉积速率和表面的沉积速率之比是在不断变化的。随着盲孔孔径的缩小,盲孔孔内光亮剂的浓度增加,盲孔孔内铜的沉积速率会大大提高,盲孔底部和表面铜的沉积速率之比会迅速提高,加速盲孔填平,此为爆发期。如图1所示:

图1
电镀填盲孔效果评价一般可用凹陷度(Dimple)和填孔率两种来判断盲孔是否填平,本文采用填孔率来评估电镀填盲孔效果。填孔率计算公式为填孔率=B/A×100%。如下示意图:

图2
当然在满足填孔率良好的情况下,需确保孔内无镀层空洞、裂缝等不良品质出现。
另外随着线路越来越细,为确保线路制作良率,需使板件表面铜厚降低,这要求在确保电镀填盲孔效果的同时尽量降低表面镀层铜厚或者通过增加减铜的方法来降低表面铜厚。
2 影响盲孔深镀能力的因素分析
业界研究已经表明电镀填盲孔存在爆发期。电镀填孔过程本身受各种药水成分、药水交换条件、有机添加剂吸附、盲孔大小和电流密度等因素影响。本文通过固定其他因素如采用统一的电镀液、试验镀槽和槽片等,在哈林槽试验不同电流密度情况下的电镀填盲孔过程,并尝试通过改变电流组合使即能满足电镀填孔效果有能使镀铜量降低。
2.1 单张106B片,3mil盲孔的填孔行为
将同一拼板按哈林槽所需尺寸,锣成几块小板。每块小板测试一个电镀条件,每测试一个条件均更换新鲜电镀槽液。测试样板采用单张106B片,实测介质层厚度约45 μm,盲孔孔径为0.075 mm。电镀条件如表1。
测试板件在哈林槽分别按上述条件电镀,电镀后取同一位置进行切片分析,计算其填孔率,结果如图3。
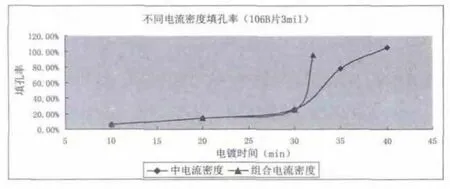
图3
从结果看,电镀前20 min处于平缓状态,20 min后开始爆发,尤其是在30 min后,填孔率迅速提升,且在爆发期采用高电流密度可明显缩短爆发期时间,提高填孔效果。
2.2 单张106B片,0.1 mm盲孔的填孔行为
将同一拼板按哈林槽所需尺寸,锣成几块小板。每块小板测试一个电镀条件,每测试一个条件均更换新鲜电镀槽液。测试样板采用单张106B片,实测介质层厚度约45 μm,盲孔孔径为0.1 mm。电镀条件如表2。
测试板件在哈林槽分别按上述条件电镀,电镀后取同一位置进行切片分析,计算其填孔率,结果如图4。

图4

表1

表2
从结果看,电镀前20 min处于平缓状态,20 min后开始爆发,尤其是在30 min后,填孔率迅速提升,且在爆发期采用高电流密度可明显缩短爆发期时间,提高填孔效果。此点结论和0.075 mm盲孔基本一致,但总体填孔率相对0.075 mm盲孔较低,表明在同等镀铜量的情况下,盲孔容量越大,填孔效果越差。
2.3 单张1080HB片,0.075 mm盲孔的填孔行为
将同一拼板按哈林槽所需尺寸,铣成几块小板。每块小板测试一个电镀条件,每测试一个条件均更换新鲜电镀槽液。测试样板采用单张1080HB片,实测介质层厚度约80 μm,盲孔孔径为0.075 mm。电镀条件采用低、中、高及中高组合电流密度四种条件进行试验,如表3。
测试板件在哈林槽分别按上述条件电镀,电镀后取同一位置进行切片分析,计算其填孔率,结果如图5。
从结果看,电镀前20 min,低、中、高三组电流密度的填孔率大致一样,20 min后开始爆发,电镀填孔率迅速提升,其中,高电流密度提升最为明显,其次为中电流密度,低电流密度提升最为缓慢,这和镀铜量有一定关系。试验中,笔者尝试在电镀填孔爆发前即电镀前20 min采用中电流密度,爆发期采用高电流密度方式的组合电流方式进行测试,从测试结果看,其电镀填孔率提升曲线和直接采用高电流密度的填孔率曲线一致,表明可通过组合电流方式降低整体镀铜量,进而降低面铜厚度。

图5
从图中可知,随着时间的推移,0.075 mm盲孔孔径在逐步缩小,盲孔底部呈超等角沉积,在进入电镀填孔爆发期后,底部沉积速率迅猛提升至盲孔填平,且盲孔孔内无出现空洞、裂纹等不良品质。
2.4 单张1080HB片,0.1 mm盲孔的填孔行为
将同一拼板按哈林槽所需尺寸,锣成几块小板。每块小板测试一个电镀条件,每测试一个条件均更换新鲜电镀槽液。测试样板采用单张1080HB片,实测介质层厚度约80 μm,盲孔孔径为0.1 mm。电镀条件如表4。
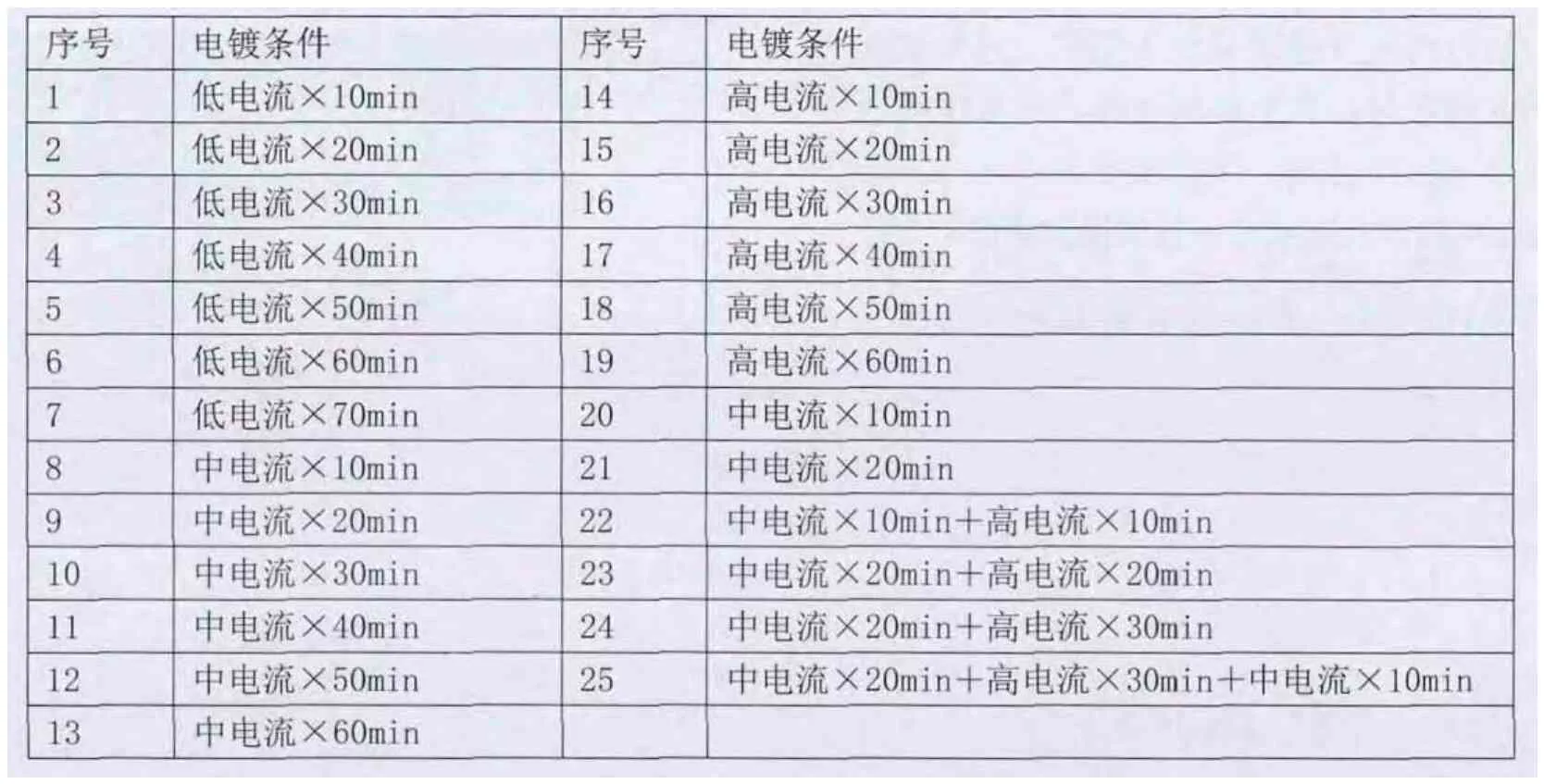
表3

表4
测试板件在哈林槽分别按上述条件电镀,电镀后取同一位置进行切片分析,计算其填孔率,结果如图6。

图6
从结果看,电镀前20 min,低、中、高三组电流密度的填孔率大致一样,20 min后开始爆发,电镀填孔率迅速提升,其中,高电流密度提升最为明显,其次为中电流密度,低电流密度提升最为缓慢,这和镀铜量有一定关系。试验中,本文尝试在电镀填孔爆发前即电镀前20 min采用中电流密度,爆发期采用高电流密度方式的组合电流方式进行测试,从测试结果看,其电镀填孔率提升曲线和直接采用高电流密度的填孔率曲线一致,表明可通过组合电流方式降低整体镀铜量,进而降低面铜厚度。
随着时间的推移,0.1 mm盲孔孔径在逐步缩小,盲孔底部呈超等角沉积,在进入电镀填孔爆发期后,底部沉积速率迅猛提升至盲孔填平,且盲孔孔内无出现空洞、裂纹等不良品质。受电镀填孔镀铜量影响,切片显示采用高电流及组合电流的电镀填孔效果比采用中电流的要好。
采用0.1 mm盲孔的填孔率曲线和0.075 mm的填孔率曲线非常一致,多次哈林槽试验表明,直流电镀填盲孔存在爆发期,且爆发期在20 min以后。在爆发期前,采用低、中、高电流密度的填孔率都是差不多的,但爆发期后,电流密度越高,填孔率提升效果越明显。
3 总结
本文将电镀理论和实践相结合,在哈林槽采用不同电流密度进行重复验证,通过多种介质层厚度、多种盲孔孔径的重复验证,得出如下结论:
(1)直流电镀填孔存在爆发期,且爆发期在20分钟以后;
(2)在爆发期前,采用低、中、高电流密度的填孔率基本一致;
(3)在填孔爆发期期间,电流密度越高,填孔率提升效果越明显,可通过在爆发期采用高电流密度方式缩短电镀周期,提升电镀填孔产能。
(4)通过采用爆发期前配合中电流密度,爆发期时配合高电流密度的组合电流方式可获得直接采用高电流密度填孔的一致填孔率曲线,可适当降低电镀填孔整体镀铜量,进而降低面铜厚度;
本次实验均在哈林槽中完成。后续将需继续在生产线验证采用组合电流密度降低面铜厚度的可行性。
猜你喜欢
装备制造技术(2020年4期)2020-12-25
时代农机(2019年8期)2019-12-27
测井技术(2019年4期)2019-12-25
读者·校园版(2018年22期)2018-11-01
大自然探索(2018年7期)2018-09-01
印制电路信息(2015年6期)2015-12-30
时代人物(2015年4期)2015-03-15
印制电路信息(2015年3期)2015-02-05
中国水土保持(2013年8期)2013-09-08
