亚麻/聚丙烯复合材料的制备及拉伸、顶破性能
2014-06-01 10:01焦亚男祁小芬
天津工业大学学报 2014年5期
焦亚男,祁小芬,吴 宁,崔 萍
(1.天津工业大学先进纺织复合材料教育部重点实验室,天津 300387;2.兰州理工大学 机电工程学院,兰州730050)
亚麻/聚丙烯复合材料的制备及拉伸、顶破性能
焦亚男1,祁小芬1,吴 宁1,崔 萍2
(1.天津工业大学先进纺织复合材料教育部重点实验室,天津 300387;2.兰州理工大学 机电工程学院,兰州730050)
以亚麻纤维作为增强纤维,以聚丙烯纤维作为树脂基体,通过模压成型工艺方法,制备了绿色环保型亚麻/聚丙烯复合材料,主要研究了纤维长度、模压温度及保温时间对复合材料拉伸性能及顶破性能的影响.结果表明:模压温度对复合材料性能的影响最显著;当纤维长度为5 mm、模压温度为180℃、保温时间为40 min时,复合材料的拉伸性能最优;在纤维长度为5 mm、模压温度为170℃、保温时间为40 min时,复合材料的耐顶破性能最优.
亚麻;聚丙烯;复合材料;模压成型;拉伸性能;顶破性能
随着工业化进程加快,生态环境危机及能源危机问题日益严重,因此寻找环境亲和力好、可循环利用、价格低廉、重量轻的材料已迫在眉睫.聚丙烯纤维相对密度低、熔点低、价格低廉、原料来源广、电绝缘性好、屈服和拉伸强度高、弹性模量高、耐应力龟裂、耐化学药品、无毒无味、光泽和透明度好,其制品可重复加工利用,是典型的绿色材料[1].亚麻纤维与玻璃纤维、碳纤维等人造纤维相比,具有密度低、价格低廉、韧性高、可再生、可生物降解、比强度高的特点[2-3],而如今很多的植物纤维被用于燃料方面,有些甚至直接烧掉,不仅没有合理开发利用,而且对大量的植物资源造成浪费,使环境受到污染.因此,开发利用天然植物纤维新的应用领域,充分利用它的资源优势,以达到保护环境、节约能源的目的[4].如今,天然纤维复合材料已广泛应用于建筑材料、汽车内饰材料以及各种新兴产业,如复合门窗框、扶梯、手柄、车内试件、吸噪音板、浴缸和办公用品、高速公路路牌等.用天然纤维复合材料作地板,不胀缩、防水、表面美观,比用中密度木质纤维板要优越得多[5].亚麻纤维增强塑料具有很好的抗疲劳性和抗蠕变性能,而且无污染、质量轻、成本低,是近年来研究的热点之一[6].众多专家学者对亚麻/聚丙烯复合材料的拉伸性能有不同的研究,但主要集中于对亚麻/聚丙烯针织物、机织物复合材料的性能研究[7-9],对亚麻/聚丙烯短纤维复合材料的研究局限于轴向拉伸性能,对面内其他方向的拉伸性能研究较少.亚麻/聚丙烯短纤维复合材料具有柔性复合材料的一些特性,它与热固性或热塑性树脂基复合材料相比有较大的变形范围,在实际应用中不可避免地涉及顶破加载的情况,因此研究亚麻/聚丙烯复合材料的顶破行为对其应用价值具有十分重要的意义.本文以亚麻纤维作为增强体,以热塑性聚丙烯作为基体,运用三因素三水平正交实验设计方法设计了不同参数的亚麻/聚丙烯复合材料板材,将预制件经模压成型复合成板材,讨论了亚麻/聚丙烯复合材料板材在面内0°、45°、90°方向的拉伸性能,并且研究了复合材料的顶破性能,讨论了纤维长度、模压温度、模压保温时间对于复合材料拉伸及顶破性能的影响.
1 实验部分
1.1 主要原料及设备
原料:亚麻纤维,脱胶后的亚麻工艺纤维,兰州三毛股份有限公司提供;聚丙烯纤维,拉伸强度为3.2 cN/dtex,密度为0.91 g/cm3,甘肃纺织研究所提供.
设备:QLB-T350×350×2型平板硫化机,青岛光越橡胶机械制造有限公司产品;电子天平,福州皓丰仪器仪表有限公司产品;YG026D-500型电子织物强力仪,常州纺织电子仪器厂有限公司产品.
1.2 实验方案
先分别将亚麻纤维与聚丙烯纤维截成长度为5 mm、10 mm、15 mm的短纤维,亚麻/聚丙烯混合比为50/50(崔萍等[10-12]用实验证明了亚麻纤维与聚丙烯纤维的混合比例为50/50时,复合材料板材性能最优).在小型梳毛机上均匀混合,梳理成为纤维网.分别将梳理好的不同纤维长度的纤维网按照模具规格:250 mm×200 mm的进行裁剪,裁剪时宽度方向平行于纤维梳理方向,因为梳理好的纤维网比较薄,要进行多层平铺,直到纤维网重量达55 g.将称量好的3种长度的纤维网分别准备9块,共27块,在平板硫化机上压制复合材料板材.按照三因素三水平设计正交实验方案,如表1所示.
聚丙烯纤维的熔融温度约为170℃,本实验设计温度保证聚丙烯纤维能热熔并能完全流动.压制时间太短,板材粘结不好,易分层,强度低;压制时间太长,板材分解变色,板材变硬,性能下降.
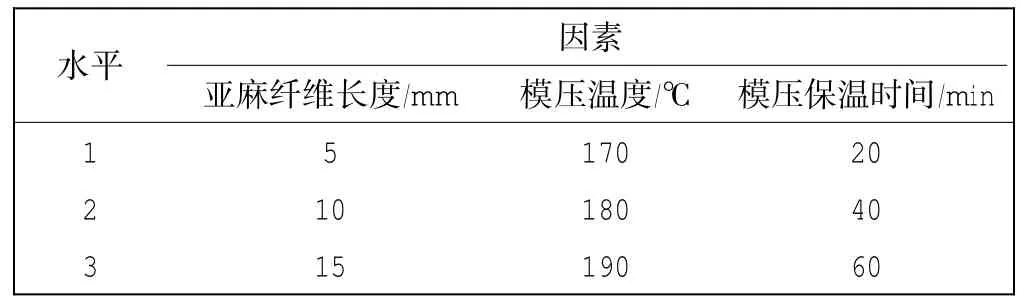
表1 三因素三水平正交表Tab.1 Three factors and three levels orthogonal table
1.3 复合材料板材制作
将不同纤维长度的纤维网按照表1控制成型条件,在平板硫化机上分别压制9种板材,这9种板材每种做相同的3块,以便3种方向力学性能的测量.
本实验选用模压成型工艺,温度、时间由机器自动控制,压力不能调节.首先把温度调到预定温度,等接近预定温度时取下模具,在阴模和阳模两面分别均匀地涂刷脱模剂,将称好的纤维网放入模具中,然后放入平板硫化机内,按照工艺设计控制成型条件,达到保温时间后取下模具,常温下冷却1 h,可制得复合材料板材.压制得到的板材厚度约为2 mm,重量略少于55 g.
2 拉伸性能测试
2.1 拉伸试样制作
本实验共设计9组对比试验,把板材的长度方向定为0°方向,宽度方向定位90°方向,斜向为45°方向,其中宽度方向为纤维梳理成网方向.分别将每组试验的3块板材按照0°、45°、90°方向裁剪.在拉伸性能测试中为了防止夹头在夹持位置夹断纤维,保障试样尽可能在中部断裂,试样如图1所示,试样规格参数如表2所示.

图1 复合材料拉伸试样Fig.1 Composite tensile specimen

表2 复合材料试样参数Tab.2 Parameters of test samples
2.2 测试步骤
(1)实验拉伸标准为GB/T-1446-2005《纤维增强塑料性能试验方法总则》和GB1040-92《塑料拉伸性能试验方法》.拉伸实验在YG026D-500型电子织物强力仪上进行,因为一般的复合材料力学性能测试设备量程较大,而亚麻/聚丙烯复合材料拉伸断裂强度低,YG026D-500型电子织物强力仪量程小,精度高,测得数据结果相对精确.
(2)先将试样夹持到机器上,夹持不能过紧,防止试样拉伸前破坏,也不能过松,防止试样拉伸时滑脱.设定机器参数:拉伸速率为5 mm/min,钳距为120 mm.
(3)拉伸试验结束后记录数据,每组实验每个方向测5组,取5组平均值.
2.3 测试结果
板材面内3个方向的拉伸强度测试结果如表3所示.

表3 拉伸性能测试结果Tab.3 Test results of tensile properties
根据表3中的试验号1~9中3个方向的拉伸断裂强度值,可以看出2号试验方案即在纤维长度为5mm、模压温度为180℃、保温时间为40 min时,0°、45°、90°方向的整体拉伸断裂强度值最大.7号试验方案即在纤维长度为15 mm、模压温度为170℃、保温时间为60 min时,0°、45°、90°方向的整体拉伸断裂强度值最小.2号与7号试验数据结果的差异表现出三因素对复合材料拉伸性能的影响较大.
表4所示为根据表3做出的优化方案分析.
表4中:K1这一行的3个数,分别是因素A、B、C的第一水平所对应的测试指标之和,K2、K3对应因素A、B、C的第二、第三水平所对应的测试指标之和;k1、k2、k3分别为K1、K2、K3的平均数;极差为k1、k2、k3中最大值减最小值[10,12-13].根据极差可以得到模压温度对3个方向拉伸性能的影响最大,因为聚丙烯纤维的熔点约为160~175℃,温度过低,聚丙烯纤维不能完全熔融,对亚麻纤维的粘结作用不好;温度过高则导致聚丙烯纤维熔融分解,使基体相对减少,对亚麻纤维的粘结力下降.保温时间与纤维长度对复合材料板材性能也有一定影响,保温时间太短,基体微熔融,没有充分流动,造成复合材料板材面内力学性能差异,保温时间过长,则板材变硬变脆.

表4 复合材料3个方向拉伸性能的极差、优化方案分析Tab.4 Range analysis and optimization program of composite’s tensile properties in three directions
2.4 拉伸性能结果分析
三因素对复合材料3个方向拉伸性能的影响如图2所示.
由图2(a)可以得出,随着纤维长度的增加,复合材料板材0°与90°方向的力学性能降低.在纤维长度为5 mm时,90°方向力学性能最大,而在纤维长度增加为10 mm及15 mm时,45°方向拉伸性能最好.当纤维长度为5 mm时,板材的整体拉伸性能较优.这是因为当纤维长度较短时,聚丙烯与亚麻纤维相对能充分混合均匀,有效减少了当聚丙烯纤维熔融时,未混合均匀的地方因缺少增强体而出现的弱点;当纤维长度较长时,有些纤维被抽拔出来,因而降低了拉伸断裂强力.

图2 三因素对复合材料3个方向拉伸性能的影响Fig.2 Influence of three factors on tensile properties of composite materials in three directions
由图2(b)可以看出,模压温度对复合材料的拉伸性能的影响较大,随着模压温度的升高,板材3个方向的拉伸性能均呈现先增大后减小的趋势.在180℃时最优,这是因为聚丙烯纤维熔融充分,粘接力越强,材料变硬,因此材料拉伸断裂强力高.而在模压温度为170℃时,板材的拉伸性能明显低于180℃时,这是因为此时聚丙烯纤维未完全熔融,造成基体少,亚麻增强体未被完全粘结.模压温度超过180℃,聚丙烯纤维完全熔融,部分分解,板材变脆,造成性能反而下降.
由图2(c)可以得出,在模压保温时间为40 min时,亚麻/聚丙烯复合材料的性能较优.当保温时间较短时,90°方向性能最好,因为聚丙烯纤维熔融后未充分流动、未充分浸润亚麻纤维,造成亚麻纤维与聚丙烯的界面结合较差,而亚麻纤维主要沿90°方向即纤维梳理成网方向排列,纤维成为主要受力部分,因此板材拉伸性能从90°到0°依次降低;同理,当模压保温时间过长时,聚丙烯部分分解,板材发黄发脆,亚麻纤维与聚丙烯界面结合变差,造成板材性能下降.
3 复合材料板材顶破性能研究
对复合材料顶破性能已有研究,如徐英等[14]分析了2种不同顶破条件下(圆头顶破和尖头顶破)经编双轴向柔性复合材料的力学特性和破坏形式.本实验采用了圆头顶伸杆,所用仪器为YG026D-500型电子织物强力仪,试样裁取成直径为60 mm的圆形,将试样固定在规定的夹具内,顶头以50 mm/min的速度垂直地顶向试样,直至试样破裂.与此同时,记录装置记录顶破性能测试结果如表5、表6所示.

表5 复合材料顶破性能测试结果Tab.5 Test results of composite bursting performance

表6 顶破性能的极差、优化方案分析Tab.6 Range analysis and optimization program of composite′s bursting performance
从表5中试验号1~9的实验数据可以得到1号试验方案即纤维长度为5 mm、模压温度为170℃、保温时间为20 min时,复合材料的顶破强度及扩张度最大.3号与9号试验方案中的顶破强度与扩张度均较小,这是因为温度太高板材变脆,使得材料顶破强度及扩张度下降.
通过极差分析得到,三因素中温度因素对顶破强度及扩张度的影响最大.三因素对复合材料顶坡性能的影响如图3所示.
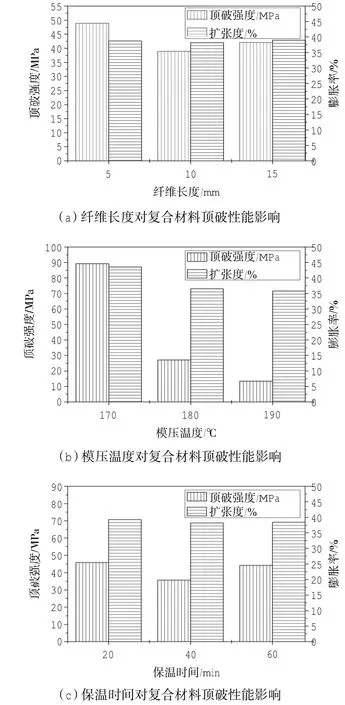
图3 三因素对复合材料顶破性能的影响Fig.3 Influence of three factors on bursting performance of composite materials
从图3可以得出,随着纤维长度、模压温度、保温时间的不同,复合材料顶破强度差异较大,扩张度差异较小.
由图3(a)可知,纤维长度对于复合材料扩张度的影响不明显,在纤维长度为5 mm时,复合材料的顶破强度最大,这是因为当纤维长度较短时,聚丙烯纤维与亚麻纤维相对能充分混合均匀,亚麻纤维与聚丙烯粘结较好,耐顶破性能加强.
由图3(b)可知,当模压温度为170℃时,顶破强度及扩张度最大,因为温度较低时,板材中聚丙烯纤维部分熔融,未充分粘结亚麻纤维,形成的板材较软,耐顶破性能好;温度过高,聚丙烯纤维充分熔融粘结亚麻纤维,形成的板材发硬发脆,对外力的缓冲作用减弱,板材变形较小,耐顶破性能变差.
由图3(c)可知,顶破强度随着保温时间的延长先减小后增大,因为保温时间较短,聚丙烯未完全流动,板材较软,对外力的缓冲作用强,顶破强度高;保温时间较长,部分聚丙烯分解,造成亚麻纤维多聚丙烯少,亚麻纤维间的粘结较弱,对外力的缓冲作用较强,顶破强度增加.
4 结论
本文主要研究了亚麻/聚丙烯复合材料的拉伸性能及顶破性能,通过对实验数据及相关曲线的分析得出了以下结论:
(1)通过三因素对力学性能影响的分析,得出模压温度对拉伸性能影响最大,在模压温度为180℃时板材中的聚丙烯纤维熔融充分,板材性能最优.温度较低时,聚丙烯纤维未完全熔融,亚麻纤维与聚丙烯界面结合较差,形成的复合材料板材过软;模压温度过高时,聚丙烯部分分解,复合材料板材过硬,脆性增加.
(2)通过对0°、45°、90°这3个方向拉伸性能的对比分析,得出随着纤维长度的增加,复合材料板材的力学性能降低,当纤维长度为5 mm、模压温度为180℃时,复合材料板材的拉伸断裂强度最大.在保温时间为40 min时,3个方向的拉伸性能较优.
(3)通过对复合材料顶破性能分析,并根据实验数据及极差分析得出,在纤维长度为5 mm、模压温度为170℃、保温时间为40 min时,板材较柔软,对外力的缓冲作用强,耐顶破性能好.
[1]房晓萌.三维正交竺麻机织物增强聚丙烯复合材料的制备与性能研究[D].上海:东华大学,2010.
[2]王鑫鑫.黄麻纤维的复合处理及其聚丙烯基复合材料研究[D].南京:南京航空航天大学,2011.
[3]REN Baosheng,MIZUE Taro,GODA Koichi,et al.Effects of fluctuation of fibre orientation on tensile properties of flaxsliver-reinforced green composites[J].Composite Structures,2012(94):3457-3464.
[4]彭丹.麻纤维增强聚丙烯的制备及其性能研究[D].武汉:湖北工业大学,2011.
[5]王立多.聚丙烯/亚麻纤维复合材料结构与性能的研究[D].天津:天津科技大学,2009.
[6]许惠虹,蒋金华,陈南梁,等.不同预型件工艺对亚麻聚丙烯热塑性复合材料力学性能的影响 [J].纤维复合材料,2009(4):53-56.
[7]张璐,黄故.亚麻增强聚丙烯复合材料薄板的制备及其弯曲性能测试[J].天津工业大学学报,2009,28(3):6-9.
[8]BOS H L,VAN DEN Oever M J A,PETERS J J.Tensile and compressive properties of flax fibers for naturalfiber reinforced composites[J].Journal of Materials Science,2002(37):1683-1692.
[9]MODNIKS J,ANDERSONS J.Modeling the non-linear deformation of a short-flax-fiber-reinforced polymer composite by orientation averaging[J].Composites:Part B,2013(54):188-193.
[10]崔萍,楚晓,艾宏玲,等.亚麻/聚丙烯复合材料的成型工艺和拉伸性能研究[J].玻璃钢/复合材料,2010(2):41-43.
[11]崔萍,楚晓,艾宏玲,等.聚丙烯/亚麻纤维复合材料的成型工艺及力学性能研究[J].工程塑料应用,2010,38(4):43-46.
[12]崔萍,戴黎春,楚晓,等.亚麻/聚丙烯纤维复合材料的制备及力学性能研究[J].西安工程大学学报,2009,23(3):155-158.
[13]汪荣鑫.数理统计 [M].西安:西安交通大学出版社,1986:150-160.
[14]徐英,胡红.经编双轴向柔性复合材料的顶破性能[J].东华大学学报:自然科学版,2007,33(1):475-477.
Preparation,tensile and bursting performance of flax/polypropylene composites
JIAO Ya-nan1,QI Xiao-fen1,WU Ning1,CUI Ping2
(1.Key Laboratory of Advanced Textile Composite Materials of Ministry of Education,Tianjin Polytechnic University,Tianjin 300387,China;2.School of Mechanical and Electronical Engineering,Lanzhou University of Technology,Lanzhou 730050,China)
Eco-environment flax/polypropylene thermoplastic composite are prepared by compression molding process,in which the flax fibers as reinforcement and the matrix phases are come from polypropylene(PP)fibers.The effects of fiber length,molded temperature and holding time on the tensile and bursting performance of the composites are investigated.The results show that the molding temperature was the main factor to influence composite properties. The optimal tensile property of the flax/polypropylene composite is obtained in the parameters of fiber length 5 mm,molding temperature 180℃and holding time 40 min.The bursting performance of the polypropylene/flax composites is come to the peak value when mentioned above parameters are 5 mm,170℃and 40 min.
flax;polypropylene;composites;molding process;tensile properties;bursting properties
TB332;TS102.65
B
1671-024X(2014)05-0008-06
2014-05-08
国家自然基金青年基金项目(11102133)
焦亚男(1971—),女,研究员,硕士生导师.E-mail:jiaoyn@tjpu.edu.cn
猜你喜欢
中国造纸(2022年3期)2022-07-21
合成材料老化与应用(2021年5期)2021-10-28
玻璃(2021年8期)2021-08-25
内燃机与配件(2020年4期)2020-09-10
合成材料老化与应用(2020年1期)2020-03-16
中国麻业科学(2018年6期)2018-04-09
中国纤检(2017年12期)2018-02-07
散文诗世界(2017年3期)2017-11-13
棉花科学(2016年3期)2016-06-14
纺织服装流行趋势展望(2016年6期)2016-05-04