带槽的环形锻件工艺设计
2014-07-27 06:19李书旭庄庆福轩少华刘亚旭
创新科技 2014年22期
李书旭 庄庆福 轩少华 孟 献 刘亚旭
(南阳二机石油装备(集团)有限公司,河南 南阳 473000)
带槽的环形锻件工艺设计
李书旭 庄庆福 轩少华 孟 献 刘亚旭
(南阳二机石油装备(集团)有限公司,河南 南阳 473000)
分析了带槽的环形锻件的结构特点,通过辗环锻件工艺设计,生产质量较好、节约材料的环形锻件。
环形锻件;辗环;径向轧制;辗扩比
带槽的环形锻件是石油行业常用的锻焊滑轮组件,锻焊滑轮有三部分组成,轮缘、轮毂、辐板组焊而成。轮缘为锻件,带有绳槽,自由锻加工余量大,生产效率低。本文通过工艺设计及模具设计生产出带槽的环形锻件。
1 零件的结构特点
该零件质量42KG,最大外圆915mm,高70 mm,内孔785 mm属于典型的薄壁环形锻件。
2 工艺分析
辗环工艺是径向轧制切向延伸的锻造过程,是专门轧制环类锻件的一种特种成型方法。此类锻件外圆大,内孔大,厚度薄(相对外圆),带绳槽,属于典型异形环件。由于环件在厚度方向有一定斜度,适合采用立式径向辗环。该产品采用立式辗环工艺流程为:下料-加热-镦粗-冲孔-加热-辗环-加热-辗槽。该工艺过程采用自由锻设备制坯。在预制坯过程中环件带有绳槽需要先辗成矩形截面圆环,然后更换模具辗出绳槽,这样制坯时间较长,有需要更换模具,此种工艺需要加热3-4次。经过分析锻件高度,可以在设备上装两组模具,一组辗矩形截面圆环,另一组辗绳槽成形,一次辗出绳槽。改进后工艺流程为下料-加热-镦粗(750KG空气锤)-冲孔-加热-辗环(1200立式辗环机)。这种辗环方法生产效率高,劳动条件好,加热成本低,质量稳定。通过实际生产应用,这种生产方式是可行的。
3 工艺编制
根据此锻件的材质、壁厚、形状复杂性、余量及公差做出锻件图,见图1。
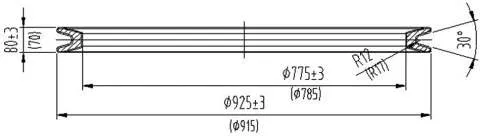
图1
从锻件图可以看出,制坯是关键,制坯毛坯体积决定了体积的初始分配,辗环的变形程度和辗环过程中金属的流动规律,影响到产品合格率。预制毛坯的依据是锻件图和金属流动规律。根据体积不变定律和径向轧制金属流动体积分配,确定预制坯的形状尺寸及变形程度。
3.1 高度确定。此类环类锻件外形复杂,外形带斜度,断面带凹槽。采用半封闭孔形径向辗压成形完全可以满足产品精度及质量要求。径向轧制辗环采用小压下量,连续成形,锻件总高度基本不发生变化。又因为轧制绳槽时,绳槽在半封闭孔中被模具挤压成形,高度增加,外圆扩大,内孔扩大,因此制坯时毛坯高度取环件最低尺寸。
3.2 内孔直径的确定。确定内孔直径之前先确定辗扩比K,辗扩比K是设计辗压预制坯尺寸首先要确定的参数。由于辗压变形的轴向宽展量比周向延伸量小得多,所以在工艺计算中往往忽略周向宽展。辗扩比一般情况下取1.5~5.确定了辗扩比之后就可以按K=dn/dm(dn锻件内孔,dm毛坯内孔)和体积不变定律确定辗压预制坯的内外径尺寸。根据分析,K分别取最小值1.5,最大值5,中间值3.25,如果K取1.5,则dm=516.7mm;如果K取3.25,则dm=238.5mm;如果取最大值5,则dm=155mm。
3.3 选择辗扩比。辗扩比的影响因素[1]有锻件的截面形状、制坯方式、锻件质量、生产率、辗环温度、芯轴的刚度和疲劳温度、制坯设备的能力等因素。经过综合分析,选取最大辗扩比比较合适,便于制坯和冲孔。因为是自由锻制坯,内径取dm=160mm。
3.4 外径的确定。在确定预制坯毛坯的高度和内孔后,按照锻件变形前后体积不变定律,可以计算出预制毛坯的外径,设计出预制毛坯的设计图。
4 辗环模具设计
环件采用半封闭辗压方式,且安装两套模具,主动轮模具尺寸大,设计成整体式不方便维修更换,且磨损后不能再利用。这里把主动轮模具设计成分体式,从动轮模具设计成整体式。绳槽模具和环件成形模具。分体式模具大幅度降低了模具成本,方便了模具更换,有一定的通用性,提高了模具使用价值。辗压完成时,主动辗压轮与被动辗压轮不能接触,所以型腔深度尺寸再加上收缩率后要减去5mm。锻造过程要点:由于锻件毛坯尺寸较大,所以要对锻件毛坯质量严格控制。锻件在加热时要保证加热均匀性,尤其是辗环时,建议在允许的最高始锻温度下开始辗环,这样有利于辗环成形。辗制间隙期,应注意模具和设备的降温冷却,一般直接用水喷冷,或者盐水喷冷,保持辗压轮模具的强度。
综上所述,通过辗环锻造,生产出了批量产品,质量稳定,生产效率大幅提高,辗环锻件表面质量较好,比原来节约了60%材料。毛坯成本大量降低,降了50%以上。通过批量生产,我们逐渐减少绳槽加工余量,部分斜面不再加工,取得了很好地效果。在批量生产薄壁带绳槽此类锻件时应该注意以下几点:一是合理的工艺设计可以减少前期试验次数,加快复杂环型锻件设计开发。二是预制毛坯的设计很关键。三是制坯模和辗压绳槽模具,采用合理的分体式模具设计,不仅减少加热成本,更提高了生产效率。
[1]中国机械工程学会锻压学会.锻压手册第一卷:锻造[M].北京:机械工业出版社,1993.
TG4
A
1671-0037(2014)11-77-1
李书旭(1985-),男,助理工程师,研究方向:锻压设备及工艺研发。
猜你喜欢
金属热处理(2022年7期)2022-11-16
一重技术(2022年3期)2022-07-07
一重技术(2021年5期)2022-01-18
一重技术(2021年5期)2022-01-18
农业装备技术(2021年3期)2021-06-23
兵工学报(2021年12期)2021-03-05
信息技术时代·下旬刊(2020年5期)2020-09-10
大型铸锻件(2020年3期)2020-05-18
大经贸(2018年12期)2018-02-20
智富时代(2018年10期)2018-01-30