
国产乙烯裂解炉管抽样检测状况
2014-09-14 10:20陈学东吕运容艾志斌范志超
压力容器 2014年3期
陈 涛,陈学东,吕运容,艾志斌,范志超
(合肥通用机械研究院国家压力容器与管道安全工程技术研究中心,安徽合肥 230031)
0 引言
离心铸造高Ni高Cr耐热合金广泛用作乙烯裂解炉炉管材料,其设计温度高达1150℃[1-4],乙烯裂解炉炉管的两种典型材质分别为25Cr35NiNb和35Cr45NiNb。对于25Cr35NiNb炉管,典型化学成分见表1;对于35Cr45NiNb炉管,典型化学成分见表2。
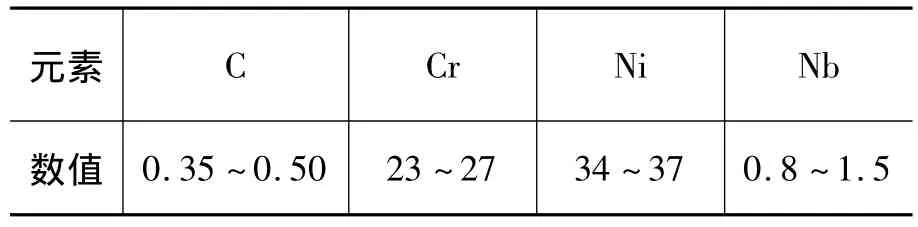
表1 25Cr35NiNb炉管化学成分 %
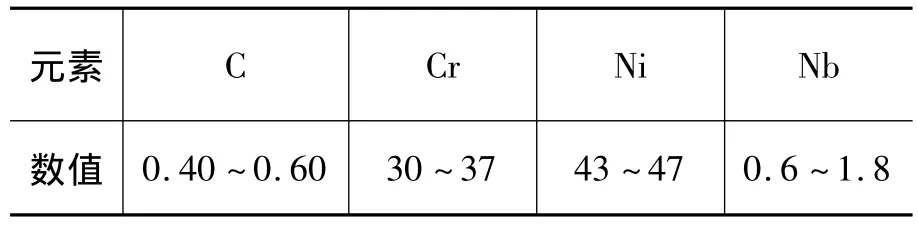
表2 35Cr45NiNb炉管化学成分 %
目前,乙烯裂解炉管和管件制造、检验等依据HG/T 2601—2011《高温承压用离心铸造合金炉管》[5]、HG/T 3673—2011《静态铸造高温承压炉用附件》[6]以及 ASTM A608《Standard specification for centrifugally cast iron-chromium-nickel high-alloy tubing for pressure application at high temperatures》[7]等标准。此外,目前对于离心铸造炉管,各装置设计方均有专利技术,并且在某些指标上明显高于HG/T 2601—2011,对于有害元素的要求:S≤0.03%,P≤0.03%,Pb≤100 ppm,As≤100 ppm,Sn≤100 ppm;对于高温持久性能,要求25Cr35NiNb炉管材料在1100℃,17 MPa条件下持久寿命≥120 h,35Cr45NiNb炉管材料在1100℃,16 MPa条件下持久寿命≥120 h。
按照API 530要求,加热炉炉管设计寿命应为105h(约11.4年),然而我国乙烯裂解炉管寿命仅为3~5 年,早期失效更是屡见不鲜[8-9],与国外乙烯裂解炉管寿命平均8年左右有很大差距。为了应对国产乙烯裂解炉管使用寿命短的现状,为炼化装置长周期安全运行提供保障,中国石化在合肥通用机械研究院成立了“中国石化炉管质量检测检验与评估中心”(以下简称中国石化炉管中心),旨在对新制造炉管和在役炉管开展检测检验与评估工作。两年多来,中国石化炉管中心依据复检办法对新制造炉管的抽样检测主要开展了常量元素化学成分分析、痕量元素化学成分分析、室温拉伸试验、高温持久寿命试验以及金相低倍酸蚀等试验,工作中发现了诸多问题。该统计涵盖了目前国内炉管制造厂生产的25Cr35NiNb材质的64根离心铸造炉管、15根焊接件和16根管件和35Cr45NiNb材质的77根离心铸造炉管、9根焊接件和11根管件。据此期望得到当前国内炉管质量水平的统计规律,为标准的修订提供重要依据,进一步提高行业内对炉管质量的重视,切实提高乙烯裂解炉管使用寿命,减少非计划停车,从而达到乙烯裂解装置的长周期安全运行。
1 离心铸造炉管
1.1 25Cr35NiNb 炉管
1.1.1 P,S 成分分析
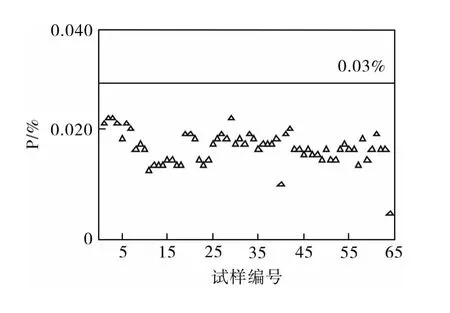
图1 25Cr35NiNb炉管P元素含量
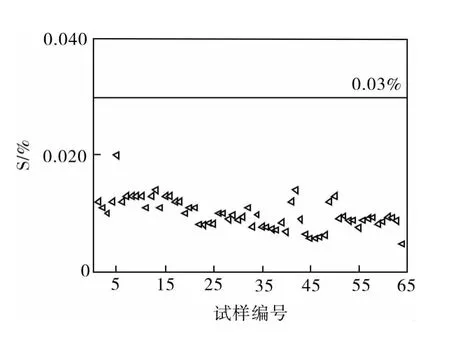
图2 25Cr35NiNb炉管S元素含量
国内炉管制造厂均采用直读光谱仪进行炉前分析,在有恰当标准样品的情况下,可以对炉管的主元素,如 C,Si,Mn,Cr,Ni,Nb 等进行控制,因此,本节中没有给出上述元素的统计值,而是主要对材料抗蠕变性能起劣化作用的P和S杂质元素进行统计。图1,2示出了25Cr35NiNb炉管的P,S的化学成分情况。可以看出,91%的国产25Cr35NiNb炉管P含量小于0.020%,83%的炉管S含量小于0.012%。
1.1.2 痕量元素化学成分分析
针对25Cr35NiNb炉管,主要测试了砷(As)、锡(Sn)、铅(Pb)、铋(Bi)等痕量元素化学成分。图3 ~6 示出了25Cr35NiNb炉管 As,Sn,Pb,Bi元素的化学成分。

图3 25Cr35NiNb炉管As元素含量
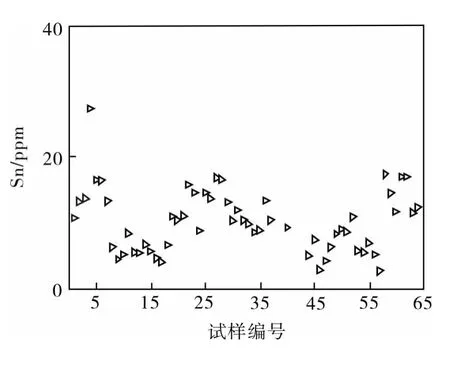
图4 25Cr35NiNb炉管Sn元素含量
可以看出,痕量元素含量范围为:As:2.9~41.2 ppm;Sn:2.7 ~ 27.3 ppm;Pb:1.2 ~ 40.1 ppm;Bi:0.001 ~1.2 ppm。

图5 25Cr35NiNb炉管Pb元素含量

图6 25Cr35NiNb炉管Bi元素含量
1.1.3 室温拉伸试验
25Cr35NiNb炉管材料的室温拉伸试验记录了屈服强度、抗拉强度和断后伸长率3个指标,如图7,8所示。
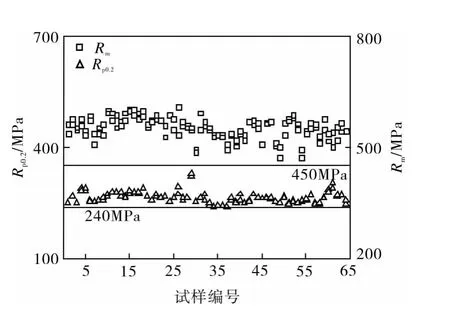
图7 25Cr35NiNb炉管屈服强度和抗拉强度
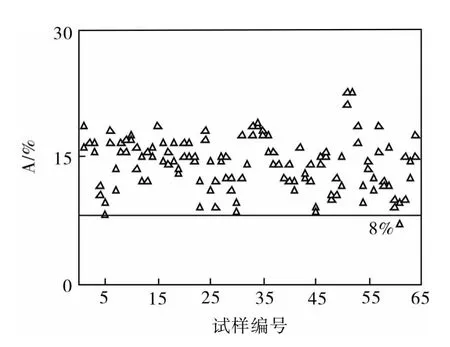
图8 25Cr35NiNb炉管断后伸长率A
可以看出,25Cr35NiNb材料屈服强度实测范围为240~330 MPa,相对240 MPa标准值的合格率为100%;抗拉强度实测范围为473~610 MPa,相对450 MPa标准值的合格率为100%;断后伸长率实测范围为7% ~22.5%,相对8%标准值的合格率为98.4%。国产炉管的室温拉伸性能基本能够满足要求。
1.1.4 高温持久试验
依据技术协议要求,对抽样的25Cr35NiNb炉管材料开展了1100℃,17 MPa条件下的高温持久性能试验,记录其高温持久寿命,试验结果如图9所示,其中标识三角形的数据是到达120 h后未断裂。可以看出,25Cr35NiNb炉管材料高温持久寿命差异较大,持久寿命最小值为8 h,最大值427.4 h,相对120 h标准值的合格率仅为90.6%,离合格尚存在差距。
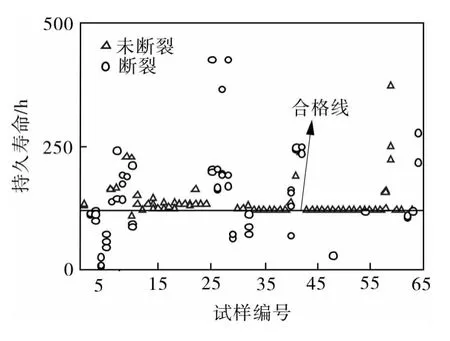
图9 25Cr35NiNb炉管高温持久寿命
1.1.5 低倍组织酸蚀试验
乙烯裂解炉管采用离心铸造工艺,金属凝固首先从最外层金属模壁开始,逐渐向内表面形成方向性的结晶。一般炉管最外层是一层细等轴晶,中间是粗大的柱状晶,内壁是较粗大的等轴晶;但是炉管的宏观晶型有时全是柱状晶,有时是二层柱状晶中间夹着一层等轴晶(双向结晶)。目前,对柱状晶比例的要求并不统一,通常情况下,乙烯裂解炉辐射段管技术协议中低倍组织酸蚀试验要求柱状晶比例大于70%以上。在25Cr35NiNb炉管材料横截面选取金相环进行低倍组织酸蚀试验,观察柱状晶与等轴晶的比例,统计结果见表3。可以看出,25Cr35NiNb炉管材料横截面柱状晶比例大于70%以上的占到87%。

表3 25Cr35NiNb炉管低倍组织酸蚀结果 %
1.2 35Cr45NiNb 炉管
1.2.1 P 和 S成分分析
图10,11示出了35Cr45NiNb炉管的 P,S的化学成分情况。可以看出,国产35Cr45NiNb炉管,83%的炉管P含量低于0.020%,96%炉管的S含量低于0.010%。
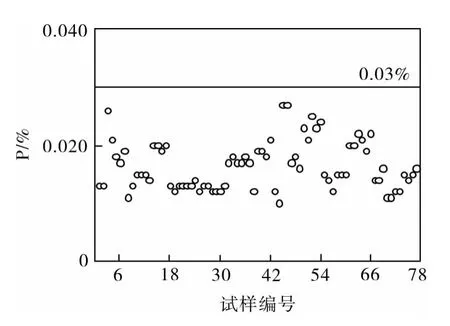
图10 35Cr45NiNb炉管P元素含量

图11 35Cr45NiNb炉管S元素含量
1.2.2 痕量元素化学成分分析
对于35Cr45NiNb炉管痕量元素,主要测试了As,Sn,Pb,Bi等痕量元素化学成分。图 12 ~15示出了 35Cr45NiNb 炉管 As,Sn,Pb,Bi元素的化学成分。
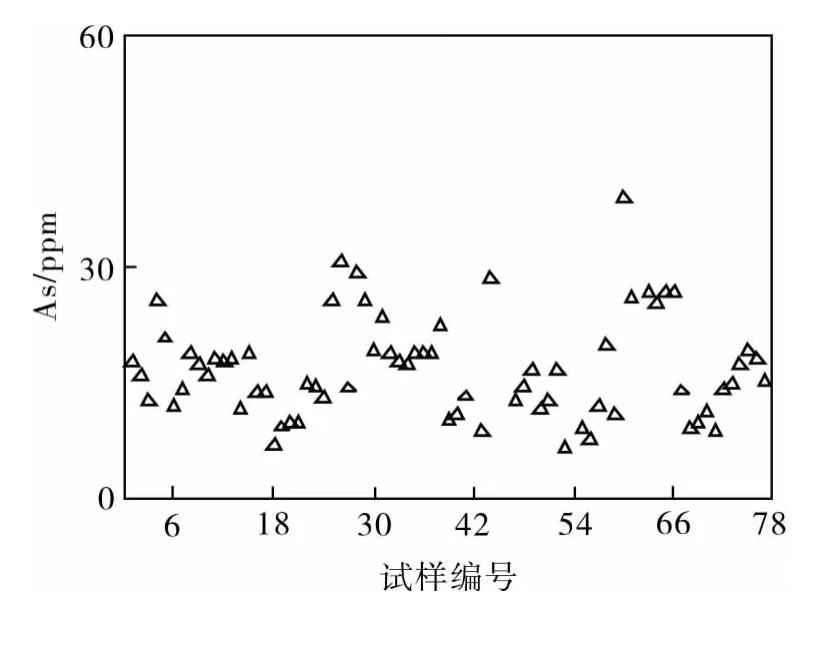
图12 35Cr45NiNb炉管As元素含量
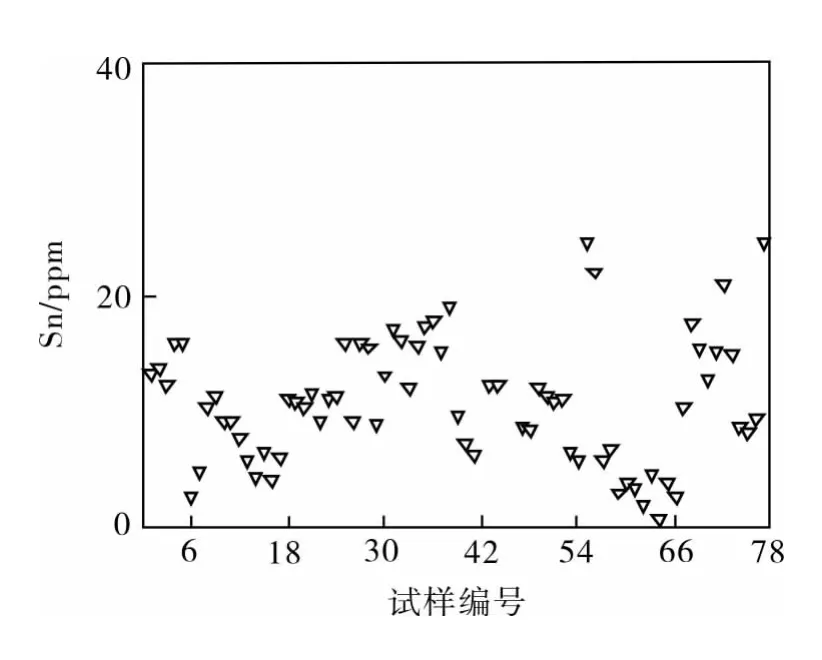
图13 35Cr45NiNb炉管Sn元素含量
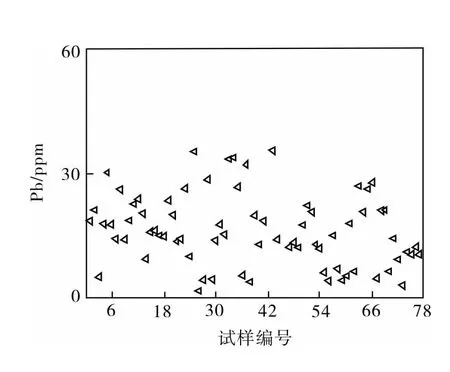
图14 35Cr45NiNb炉管Pb元素含量
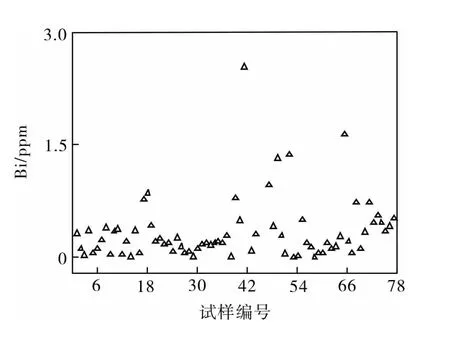
图15 35Cr45NiNb炉管Bi元素含量
可以看出,各痕量元素含量范围为:As:4.9~39.0 ppm;Sn:0.6 ~ 24.4 ppm;Pb:1.6 ~ 35.4 ppm;Bi:0.001 ~2.5 ppm。
1.2.3 室温拉伸试验
35Cr45NiNb炉管材料的室温拉伸试验记录了屈服强度、抗拉强度和断后伸长率3个指标,如图16,17所示。可以看出,35Cr45NiNb材料屈服强度实测范围为270~387 MPa,相对235 MPa标准值的合格率为100%;抗拉强度实测范围为505~680 MPa,相对440 MPa标准值的合格率为100%;断后伸长率实测范围为4.0% ~18.5%,相对5%标准值的合格率为93.5%。当前国产炉管的室温拉伸性能基本能够满足技术协议要求。然而,尽管35Cr45NiNb炉管材料的断后伸长率指标为5%,较25Cr35NiNb炉管材料的8%低,但是35Cr45NiNb炉管材料室温拉伸性能不合格的5根炉管中,全部是由于断后伸长率不足引起的。
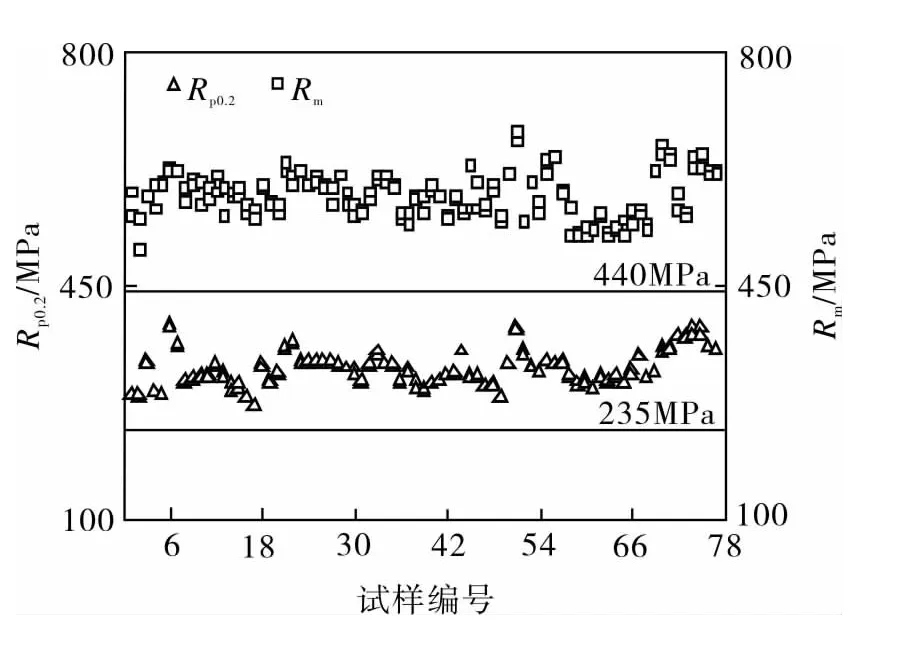
图16 35Cr45NiNb炉管屈服强度和抗拉强度
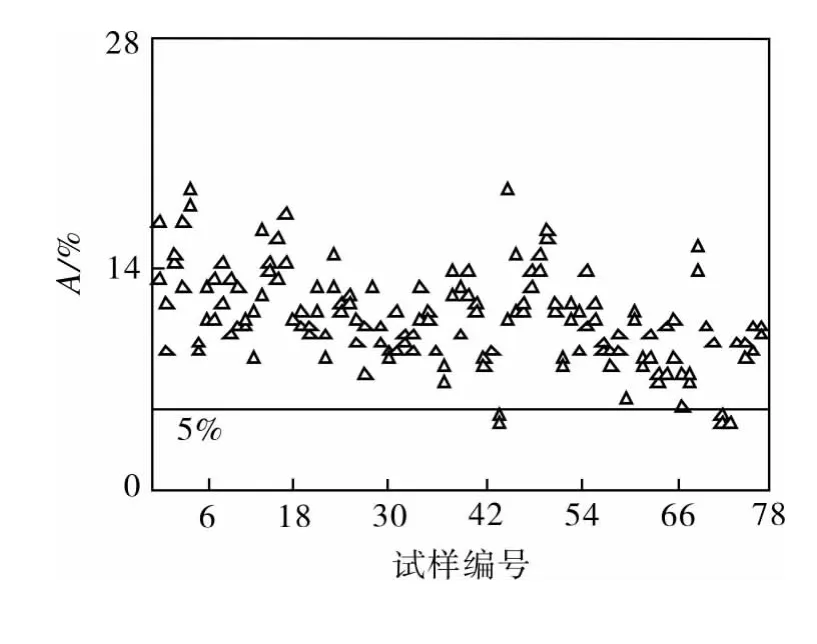
图17 35Cr45NiNb炉管断后伸长率A
1.2.4 高温持久试验
依据技术协议要求,对35Cr45NiNb炉管材料进行了1100℃,16 MPa条件下的高温持久性能,记录其高温持久寿命。试验结果见图18,其中三角形的数据是到达120 h后未断裂的。可以看出,35Cr45NiNb炉管材料高温持久寿命实测最小值10.21 h,最大值 280.4 h,相对 120 h 标准值的合格率仅为82.7%,离合格尚存在较大差距。相对比25Cr35NiNb炉管材料的高温持久寿命来看,35Cr45NiNb炉管材料的高温持久寿命合格率更低,而且稳定性较差。
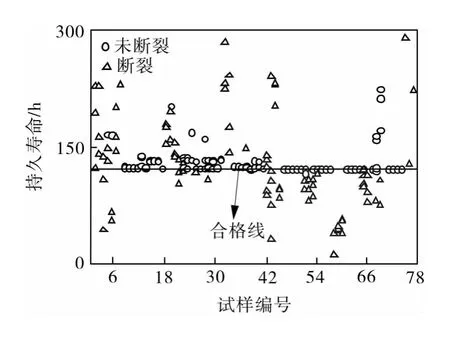
图18 35Cr45NiNb炉管高温持久寿命
1.2.5 低倍组织酸蚀试验
在35Cr45NiNb炉管材料横截面选取金相环进行低倍组织酸蚀试验,观察柱状晶与等轴晶的比例,统计结果如表 4所示。可以看出,35Cr45NiNb炉管材料横截面柱状晶比例大于70%以上的占91%。
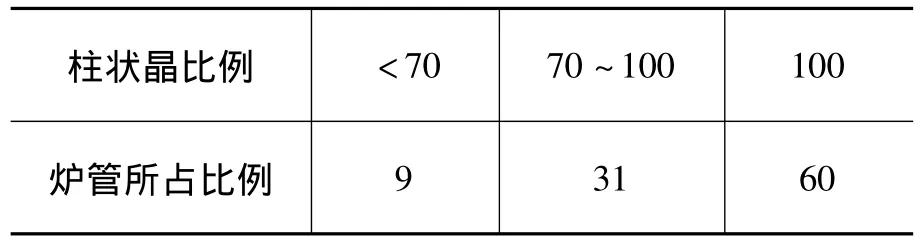
表4 35Cr45NiNb炉管低倍组织酸蚀结果 %
2 离心铸造炉管焊接件
由于离心铸造炉管受制造工艺所限,每根炉管最长4~5 m,因此辐射盘管是由多根炉管焊接而成的。乙烯裂解炉管技术协议中一般规定每根辐射盘管的最多焊缝数量,而且要求化学成分、均与母材相当。因此,本节中也统计了焊缝材料的化学成分、室温拉伸性能和高温持久寿命的试验结果。
图19,20示出25Cr35NiNb和35Cr45NiNb炉管的焊缝金属的P和S成分分析结果。

图19 25Cr35NiNb和35Cr45NiNb炉管P含量
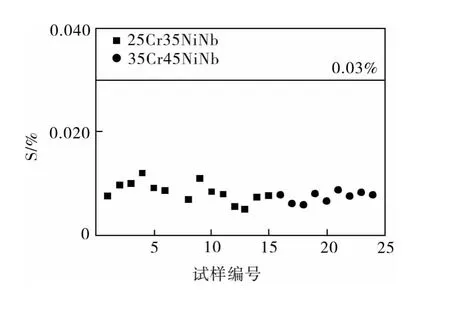
图20 25Cr35NiNb和35Cr45NiNb炉管S含量
可以看出,国产25Cr35NiNb和35Cr45NiNb炉管焊接件96%的P含量小于0.020%,92%的S含量小于0.010%。由此可见,25Cr35NiNb和35Cr45NiNb炉管焊缝材料的P和S含量水平与母材相当。
图21示出了25Cr35NiNb和35Cr45NiNb炉管材料焊接件的室温拉伸性能统计。可以看出,25Cr35NiNb屈服强度实测范围为280~330 MPa,相对240 MPa标准值的合格率为100%;抗拉强度实测范围为485~615 MPa,相对450 MPa标准值的合格率为100%;断后伸长率实测范围为6% ~16%,相对8%的标准值的合格率为66.7%。35Cr45NiNb屈服强度实测范围为310~399 MPa,相对235 MPa标准值的合格率为100%;抗拉强度实测范围为560~660 MPa,相对440 MPa标准值的合格率为100%;断后伸长率实测范围为3.5% ~17.5%,相对5%的标准值的合格率为88.9%。由此可见,25Cr35NiNb和35Cr45NiNb焊接件的室温拉伸性能尚存在较大不足。
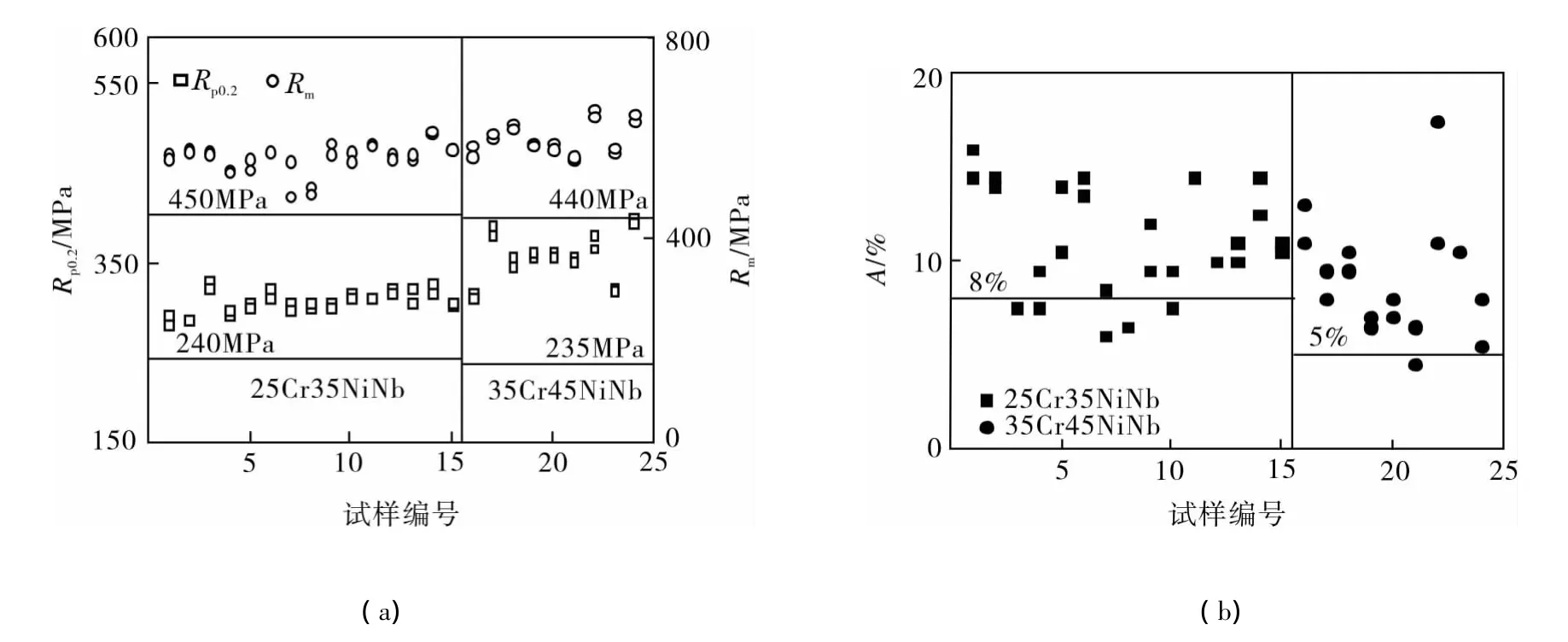
图21 25Cr35NiNb和35Cr45NiNb炉管焊接件室温拉伸性能
图22示出了25Cr35NiNb和35Cr45NiNb炉管焊接件的高温持久寿命。可以看出,持久寿命实测范围为0~120 h,68%的检测数据在0~60 h以内,19%的检测数据在60~80 h以内,13%的检测数据在80~120 h以内。由此可见,25Cr35NiNb和35Cr45NiNb炉管焊接件的高温持久寿命与母材相差较大。
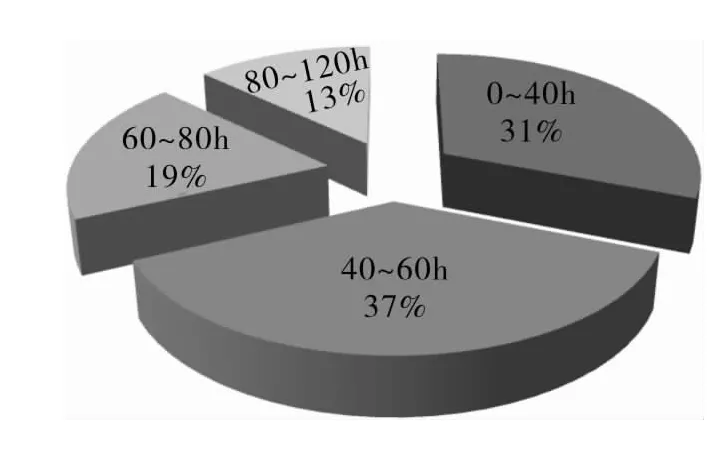
图22 25Cr35NiNb和35Cr45NiNb炉管焊接件高温持久寿命
3 静态铸造管件
图23,24示出了25Cr35NiNb和35Cr45NiNb静态铸造管件的P和S成分分析结果。可以看出,国产25Cr35NiNb和35Cr45NiNb静态铸造管件88.9%的 P含量小于0.020%,92.6%的 S含量小于0.010%。
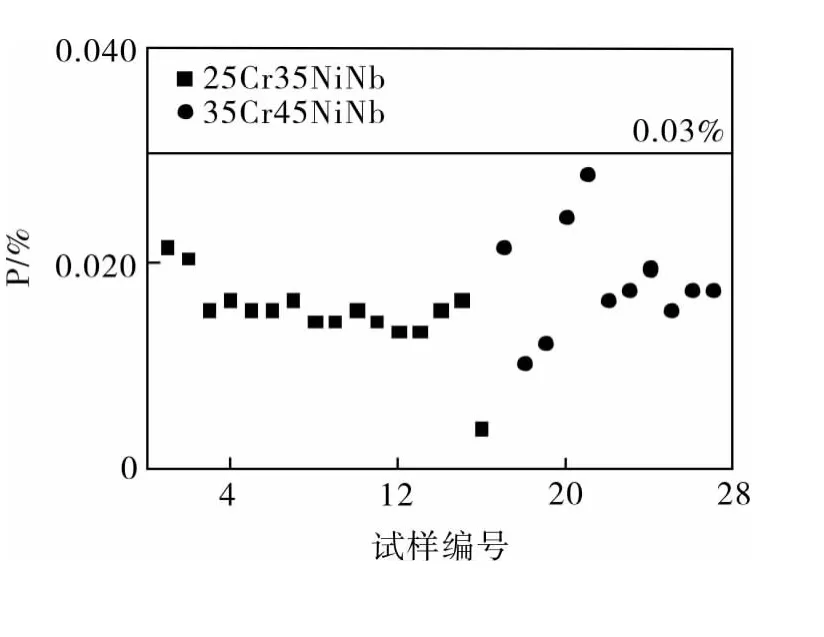
图23 25Cr35NiNb和35Cr45NiNb管件P含量
图25示出了25Cr35NiNb和35Cr45NiNb管件的室温拉伸性能统计。
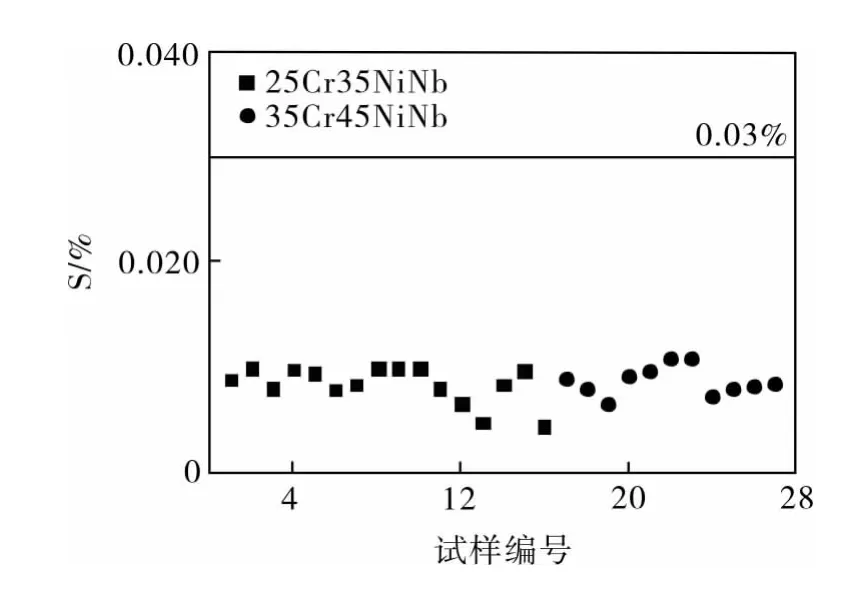
图24 25Cr35NiNb和35Cr45NiNb管件S含量
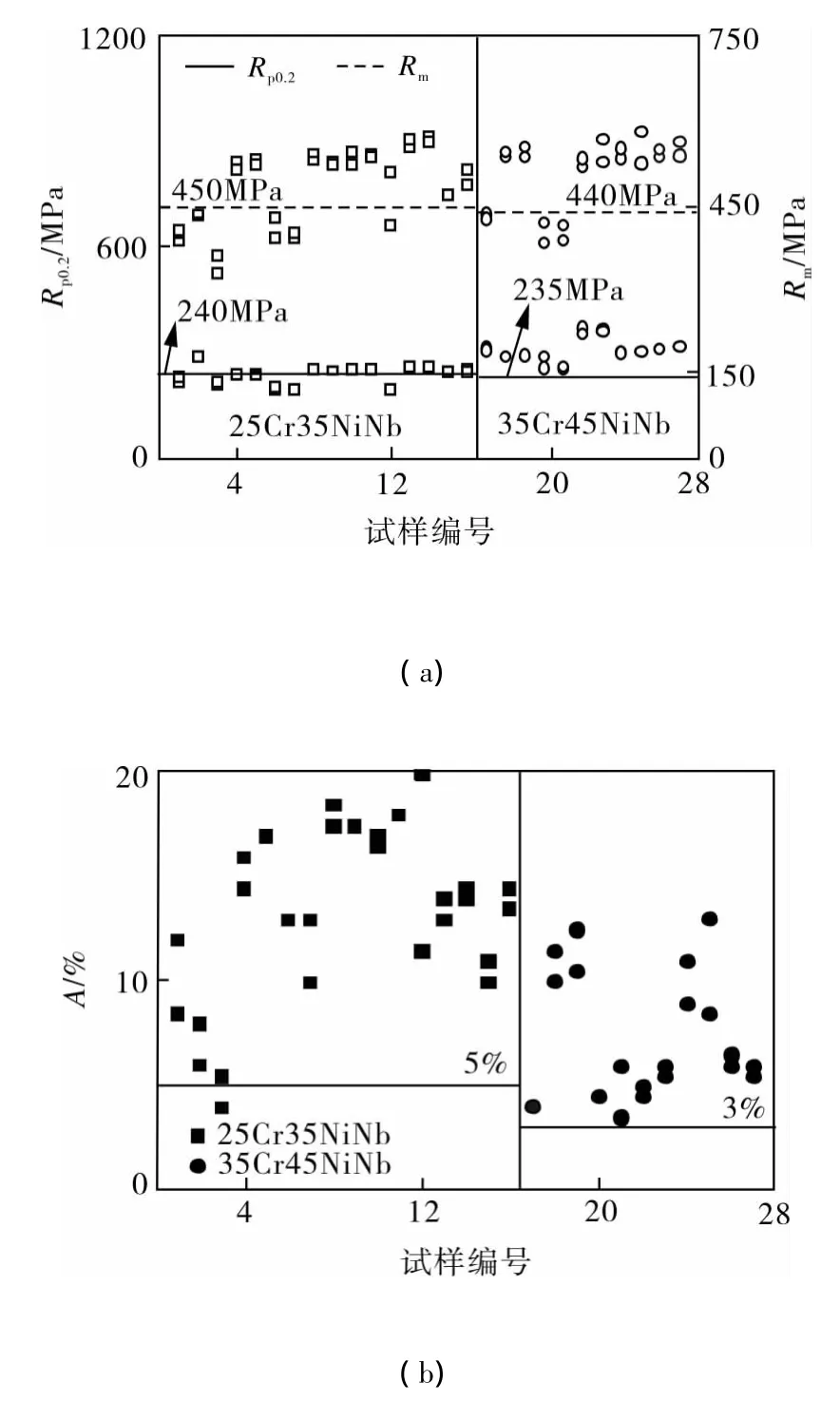
图25 25Cr35NiNb和35Cr45NiNb管件室温拉伸性能
可以看出,25Cr35NiNb管件的屈服强度实测范围为200~300 MPa,相对240 MPa标准值的合格率为68.8%;抗拉强度实测范围为335~577 MPa,相对450 MPa标准值的合格率为62.5%;断后伸长率实测范围为4% ~20%,合格率为93.8%。35Cr45NiNb管件的屈服强度实测范围为260~379 MPa,相对235 MPa标准值的合格率为100%;抗拉强度实测范围为388~587 MPa,相对440 MPa标准值的合格率为72.3%;断后伸长率实测范围为3.5% ~13%,合格率为100%。由此可见,25Cr35NiNb和35Cr45NiNb管件的室温拉伸性能尚存在较大不足。
图26示出了25Cr35NiNb和35Cr45NiNb管件的高温持久寿命。可以看出,持久寿命实测范围为0~120 h,72%的检测数据在40~60 h范围内,相对120 h的合格率仅为7%。与焊接件的试验结果相似,与母材相比,其高温持久寿命存在较大差距。
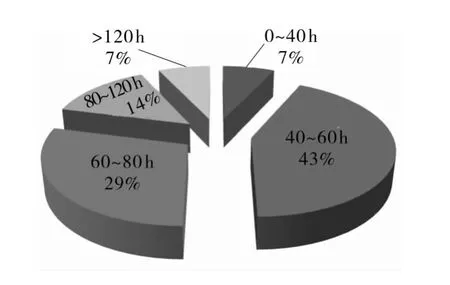
图26 25Cr35NiNb和35Cr45NiNb管件高温持久性能
4 讨论
4.1 杂质元素
众多学者开展了杂质元素对纯铁、钢铁、纯镍以及镍基合金等材料高温性能的影响研究工作,其中有代表性的材料分别是以Cr-Mo-V为主要元素的低合金耐热钢,通常用于电站设备,如锅炉管、蒸汽轮机转子和涡轮叶片等,典型服役温度为540℃[10-13];另一种有代表性的材料为镍基合金,比如 MAR - M002,IN100,IN939,IN718 以及Nimoinc105等,主要用作工业燃气轮机透平涡轮动叶片和导叶等,典型服役温度为850℃[14-17]。但是针对典型服役温度900~1100℃的高铬高镍耐热合金材料,S,Pb,Bi等元素对乙烯裂解炉炉管材料的研究却鲜有报道。中国石化炉管中心针对国内乙烯裂解炉管杂质元素偏聚导致炉管材料蠕变持久性能劣化的机理开展了初步研究,如Pb和S元素对25Cr35NiNb材料蠕变断裂性能的影响规律等[18-19]。
对于离心铸造高温耐热合金炉管而言,无论是国内外的标准还是各专利商的技术条件中,对P,S,Pb,Bi,As等要求都比较宽松,仅模糊提及所有乙烯裂解炉管均需采用纯新原料。在杂质元素对乙烯裂解炉管抗高温蠕变性能的影响机制尚未明晰,不能准确地给出杂质元素门槛值之前,中国石化炉管中心通过开展的国产乙烯裂解炉管抽样检测分析,得出了国产 25Cr35NiNb和35Cr45NiNb炉管材料的杂质水平如下:P≤0.020%,S≤0.012%,As≤40 ppm,Sn≤30 ppm,Pb≤25 ppm,Bi≤1 ppm。值得一提的是,随着中国石化炉管中心乙烯裂解炉管抽样工作的开展,各制造厂加强了杂质元素的控制,杂质含量显著降低。如某企业HB106裂解炉改造项目抽检的5根炉管中:P≤0.016%,S≤0.010%,As≤19 ppm,Sn≤24 ppm,Pb≤13 ppm,Bi≤0.5 ppm,从而也获得了较高的持久寿命。
4.2 炉管焊接件失效
文献报导的乙烯裂解炉管焊缝开裂问题很多[20-23],中国石化炉管中心对10家乙烯企业炉管使用情况调研发现,焊接件失效的案例也时有发生[8]。如某企业HB-106号裂解炉为SL-IIM型,2008年6月投产,分别在2010年10月和2012年7月、10月、12月出现4次焊缝开裂,4次开裂焊缝实物图见图27。
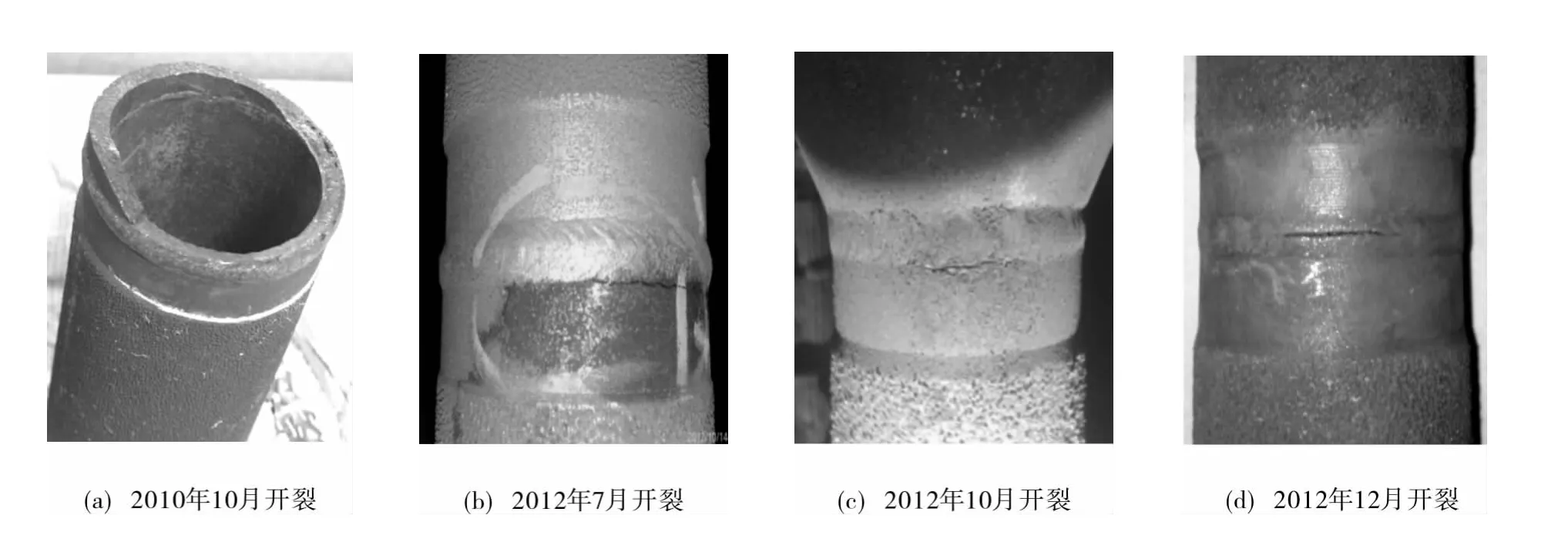
图27 HB-106裂解炉(SL-IIM型)4次炉管焊缝开裂情况
某企业焊缝内凹腐蚀导致3台KTI-GKV型和1台SL-Ⅰ型裂解炉,出现焊缝200余处失效。某企业1998年10月投产的BA113炉为SRT-Ⅳ型裂解炉,由于焊缝开裂,在2003年3月更换炉管2根,8月更换炉管4根,9月更换炉管1根。由此可见,乙烯裂解炉管焊接件开裂现象屡有发生。导致失效的原因有多种:裂解原料问题、焊接工艺问题、焊材问题、蠕变开裂、渗碳等。试验数据统计可知,在1100℃,16/17 MPa条件下炉管焊接件的高温持久寿命约为40~120 h,不满足当前技术条件要求,而离心铸造炉管寿命120~280 h,相当于焊接件的2~4倍,同样服役条件下,焊接件与炉管母材的高温持久强度不匹配,是导致大量炉管焊接件早期失效的原因之一。因此,需要针对失效的焊接件开展分析工作,找出影响焊接件高温持久寿命低的问题,从而有效提高其高温持久强度。
4.3 静态铸造管件失效
为了提高乙烯收率和裂解炉的热效率,乙烯裂解炉的炉型结构决定了需要大量使用静态铸造管件,如三通、五通、Y 型管等[24]。为了强化传热,我国推广扭曲片管的应用,静态铸造管件在裂解炉中装配的情况见图28。该扭曲片管属于静态铸造管件,在辐射段盘管中强迫裂解炉内的柱塞流改变成旋转流,对炉管管壁产生强烈的横向冲刷作用,从而减薄边界滞留层,减缓管壁的结焦趋势,达到强化传热、延长裂解炉运行周期的目的,实践证明确实起到了延长清焦周期、节约能耗的目的[25]。然而,从中国石化炉管中心对10家乙烯企业炉管使用情况调研发现,静态铸造管件失效的案例时有发生。某企业 BA-1104炉,2004年10月更换所有辐射段炉管重新投产后,2006年4月出现扭曲片管鼓包开裂;BA-113炉在2006年3月更换所有辐射段炉管重新投产后,因扭曲片管鼓包开裂,2009年3月更换扭曲片1件,2009年6月更换扭曲片10件,2010年2月更换扭曲片20件;BA-115炉在2003年投用后,由于鼓包开裂,分别在2007年3月和5月更换五通管件3件。由上述可见,管件失效通常发生在投产3~4年以后,且失效模式为鼓包开裂,显然与高温强度有关。试验数据统计也表明,管件材料的室温拉伸性能还存在大量不合格,而且在1100℃,16/17 MPa条件下离心铸造炉管寿命120~280 h,而管件的高温持久寿命约40~80 h,同样服役环境下的高温强度不匹配。由此可见,静态铸造管件的力学性能,尤其是高温强度值得重点关注。
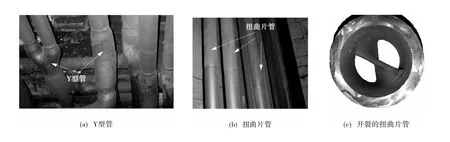
图28 裂解炉中的静态铸造管件
5 结论
通过对国产乙烯裂解炉141根离心铸造炉管、24根炉管焊接件以及27根静态铸造管件开展了化学成分、室温拉伸性能、高温持久试验以及低倍组织酸蚀试验,得出如下结论:
(1)国产乙烯裂解炉管25Cr35NiNb和35Cr45NiNb两种材料的杂质水平如下:P≤0.020%,S≤0.012%,As≤40 ppm,Sn≤30 ppm,Pb≤25 ppm,Bi≤1 ppm。
(2)25Cr35NiNb和35Cr45NiNb炉管的室温拉伸性能基本满足技术条件要求,但是高温持久寿命合格率为82.7% ~90.6%,与技术条件尚有距离。
(3)25Cr35NiNb和35Cr45NiNb炉管焊接件以及静态铸造管件的高温持久寿命基本不合格,这与同种材质的离心铸造炉管材料的高温持久寿命合格率80%~90%有很大差距,在同一服役环境下,高温持久寿命低的耐热合金部件将阻碍乙烯裂解炉长周期安全运行。
[1]BRANZAA T,DESCHAUX - BEAUMEB F,SIERRAB G,et al.Study and Prevention of Cracking during Weld- repair of Heat- resistant Cast Steels[J].Journal of Materials Processing Technology,2009,209(1):536 -547.
[2]SWAMINATHAN J,GUGULOTH K,GUNJAN M K,et al.Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater Tubes[J].Engineering Failure Analysis,2008,15(4):311 -331.
[3]连晓明,陈学东,吕运容,等.高温时效对25Cr35Ni-Nb合金碳化物的影响[J].压力容器,2011,28(8):1-5.
[4]陈涛,陈学东,艾志斌,等.长期服役后乙烯裂解炉管KHR45A高温氧化现象研究[J].压力容器,2010,27(1):1 -4.
[5]HG/T 2601—2011,高温承压用离心铸造合金炉管[S].
[6]HG/T 3673—2011,高温承压用静态铸造合金管件[S].
[7]ASTM A608,Standard Specification for Centrifugally Cast Iron-chromium-nickel High-alloy Tubing for Pressure Application at High Temperatures[S].
[8]郑显伟.我国乙烯裂解炉辐射炉管的使用状况[J].压力容器,2013,30(5):45 -52.
[9]CHEN T,CHEN X D,LU Y R,et al.Influence of Grain Shape on Rupture Life of Centrifugal Casting 25Cr35Ni- Nb Alloy Tubes[C]//Proceeding of ICPVT -13,20-23,May,2012,London,UK.
[10]TIPLER H R,HOPKINS B E.The Creep Cavitation of Commercial and High-purity Cr-Mo-V Steels[J].Metals Science,1976,10(2):47 -56.
[11]CHEN S H,TAKASUGI T,POPER D P.The Effects of Trace Impurities on the Ductility of a Cr-Mo-V Steel at Elevated Temperatures[J].Metallurgical Transactions.A,1983,14(3):571 -580.
[12]TAKASUGI T,POPER D P.Effect of Sulfur and Phosphorus on the Creep Ductility of a Cr-Mo-V Steel[J].Materials Science and Engineering,1983,57(1):15-20.
[13]TAKASUGI T,POPER D P.Compositional Effects on the High Temperature Ductility of 1Cr-1.25Mo-0.25V Steel[J].Metallurgical and Materials Transactions A,1982,14(8):1471 -1481.
[14]HOLT R T,WALLACE W.Impurities and Trace Elements in Nickel- base Superalloys[J].International Metals Reviews,1976,21(1):1 -24.
[15]THOMAS G B,GIBBONS T B.Creep and Fracture of Cast Ni-Cr-base Alloy Containing Trace Elements[J].Materials Science Engineering,1984,67(1):13-23.
[16]OSGERBY S,GIBBONS T B.The Effect of Trace Elements on the Creep Behavior of an Ni-Cr-base Alloy[J].Materials Science Engineering A,1992,157(1):63-71.
[17]WHITE C L,SCHNEIBEL J H,PADGETT R A.High Temperature Embrittlement of Ni and Ni-Cr Alloys by Trace Elements[J].Metallurgical Transactions A,1983,14(3):595 -610.
[18]CHEN T,CHEN X D,LU Y R,et al.Creep and Fracture Behavior of Centrifugal Cast HP40Nb Alloy Containing Lead[C]//ASME PVP 2012 Conference,July 15 - 19,2012,Toronto,Ontario,CANADA:301 -307.
[19]CHEN T,CHEN X D,YE J,et al.Sulfur Effects on High-Temperature Creep and Fracture Behavior of 25Cr35Ni- Nb Alloys[C]//ASME PVP 2013 Conference,July 14 -18,2013,Paris,FRANCE.
[20]董德彬,赵菊霞.XTM35-45炉管焊缝腐蚀原因分析[J].化工进展,2004,23(增刊):114 -117.
[21]刘长军,董雷云,蒋晓东.HP40炉管高Ni焊缝腐蚀穿透失效分析[J].压力容器,2004,21(11):52-54.
[22]GUAN K S,WANG Q Q.Analysis of Failed Electron Beam Welds in Ethylene Cracking Tubes[J].Engineering Failure Analysis,2011,18(5):1366 -1374.
[23]刘文智,刘丽双,贡学钢,等.裂解炉炉管焊缝泄漏失效分析[J].材料研究与应用,2009,3(4):284 -286.
[24]何细藕.国外大型裂解炉的发展[J].乙烯工业,1999,11(3):1 -8.
[25]马程华.扭曲片管强化传热技术在SRT-IV型裂解炉上的应用试验[J].中外能源,2010,15(10):83-87.
猜你喜欢
设备管理与维修(2022年15期)2022-08-28
设备管理与维修(2022年14期)2022-08-24
包装工程(2022年15期)2022-08-23
石油和化工设备(2022年3期)2022-07-13
世界有色金属(2021年13期)2021-11-03
石油炼制与化工(2021年9期)2021-01-12
中国特种设备安全(2020年11期)2020-06-09
中国新技术新产品(2020年4期)2020-05-05
石油石化绿色低碳(2019年6期)2019-01-14
弹性体(2015年5期)2015-06-09
