
基于PLC的冷却系统铝合金构件清洗设备设计*
2014-09-16 03:14章玉婷张正兵
电子机械工程 2014年5期
章玉婷,张正兵
(南京电子技术研究所, 江苏 南京 210039)
基于PLC的冷却系统铝合金构件清洗设备设计*
章玉婷,张正兵
(南京电子技术研究所, 江苏 南京 210039)
某冷却系统铝合金构件有大批量清洗的需求,需研制一套专用清洗设备。文中将FX2N系列PLC作为主控制器,用触摸屏实现人机交互,采用管路并联的方式达到了一次装夹即可完成多道工艺的目的。文中介绍了该冷却系统铝合金构件清洗设备的原理及系统组成,详细阐述了清洗设备控制系统的设计原理及控制流程,给出了系统的软件实现方法及主要工作界面。现场运行表明,该系统工作稳定可靠,满足设计要求,大大提高了该产品的清洗自动化水平及清洗效率。
清洗;FX2N;人机界面
引 言
冷却系统铝合金构件清洗数量大,且有多道清洗工艺,以往的手动清洗设备需要每次装夹后,单步完成该道工艺,而后拆装,再进行下一道工艺的装夹。严重制约大批量铝合金构件清洗的效率及工作进度。针对这一现状设计了冷却系统铝合金构件清洗设备,该设备大大提高了该产品的清洗自动化水平及清洗效率。
1 工艺要求及结构总体设计
1.1 工艺要求
清洗设备的工艺参数直接影响铝合金构件清洗的效果和效率。铝合金冷板清洗的主要参数是每一个步骤的温度、时间, 清洗工艺要求如下:
1)1#清洗剂循环清洗(设定温度、时间);
2)气吹(设定时间),将工件内清洗剂吹净;
3)蒸馏水冲洗(设定温度、时间);
4)2#清洗剂循环清洗(设定温度、时间);
5)气吹(设定时间),将工件内清洗剂吹净;
6)蒸馏水冲洗(设定温度、时间)。
另外为保证设备使用的安全性,设备还需要考虑应对下面2种特殊情况:
1)未接气源。设备自带的气压检测开关将向PLC发出信号予以提示。
2)水箱水位不足。设备安装的液位计会发送低水位信号给PLC。
当发生紧急情况(如水管破裂、水箱漏水等)时,操作人员按下急停按钮,此时弹出急停提示对话框,程序立即停止,设备运行状态归零[1]。
1.2 设备结构总体设计
1.2.1 设备结构原理
清洗设备主要由循环清洗系统、气体清洁系统和控制系统组成。循环清洗系统由不锈钢水箱、水泵、电磁阀、单向阀、加热器及过滤器等组成。电磁阀采用气控阀,能够安全有效地打开及闭合;单向阀防止各个工序之间相互干扰;加热器采用功率较大的即热式加热器,可缩短加热时间。气体清洁系统由电磁阀、三联件及单向阀等组成。电磁阀用于控制气体通入与否,三联件用于过滤外来气体,单向阀防止气体干扰外部管道。图1为清洗设备的结构原理图[2]。
1.2.2 加热器选型计算
生产要求最大限度地缩短前期加热时间,因而加热方案采用管道加热,加热器选型计算公式为
每小时的加热热量:
Q= 2.4CM(T1-T2)
(1)
式中:C为液体比热,kJ/(kg·℃);M为液体质量,kg;T1表示液体的最终温度,℃;T2表示液体的初始温度,℃。
加热功率:
P= (Qh/864)/2.4
(2)
式中,Qh为工作加热热量,kJ。
初始条件:管路系统流量为240 L/h,管径为15 mm,介质为水,电加热器串联在管路中,要把管路溶液从15 ℃加热至50 ℃。则Q= 2.4CM(T1-T2)= 2.4 × 1 × 240 × (50-15) = 20 160 kJ;P= (Qh/ 864)/2.4 =(1.2Q/864)/2.4=(24 192 / 864)/2.4=11.67 kW。
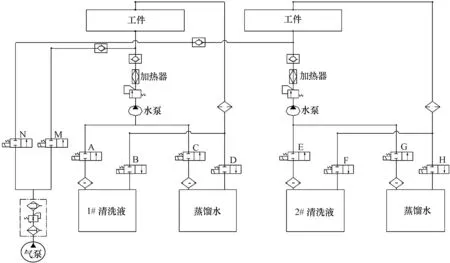
图1 设备结构原理图
选取型号:哈博即热式电加热器AF38-12 kW。
2 控制系统设计
生产现场生产节奏较快,这就对设备自动化水平提出了一定要求。既要保证方便快捷地实现操作,又能够让操作人员根据实际需求对每一步工艺进行参数调整,故考虑以主流的PLC产品作为主控制器,同时通过触摸屏的人机界面进行参数修改,以保证设备连续高效地运行。
系统的主要控制器件选用三菱系列化产品,PLC为FX2N-48MR,触摸屏选用步科MT4400T,接触器、热继电器、按钮及其它器件选用施耐德产品。铝合金构件清洗设备的电气控制系统组成如图2所示。

图2 控制系统组成图
PLC输入模块采集1个急停按钮信号、1个自动运行按钮信号、1个手动运行按钮信号和1个气源检测开关量信号。
PLC输出控制包括2个泵电机接触器、2个加热器控制接触器、10组电磁阀控制线圈、1个自动运行状态指示灯和1个故障报警灯。同时,PLC扩展1个8A/D模块,该模拟量输入模块用于采集现场各溶液箱温度、管路压力、液位计等模拟信号并将其转换为与之成比例的数字值。在PLC内部将各测量值与设定值进行比较,通过相应的控制算法经输出控制实时调整气路通断及加热器工作。
气源检测开关量信号用于检测设备有无正确接入气源,如无气源低于设定值,则设备提示气源压力不足,禁止设备运行;当液位计信号转换的数字值低于系统设置的液位值,则界面提示溶液不足,禁止设备运行。当这2种情况中有1种情况出现时,选择并按下手动/自动模式按钮,设备均不能工作,从而对设备起到良好的保护作用。
3 系统软件实现
系统软件实现包括2个方面:主控制器的程序编写和触摸屏界面及参数设计。这两者之间通过通用寄存器传递数据,实现数据写入/写出、数据实时采集、工艺流程监控等。
3.1 系统程序设计
采用三菱编程软件GX WORKS2对PLC进行编程、调试。根据现场使用条件,对设备进行工艺更改或调试时,需要通过界面调整参数,允许手动开启/关闭单步动作;正常工作时,一次性设定工作参数,发出“运行”指令后设备连续工作,直至设定的步骤完成。故设置手动/自动2套程序,以适应不同的工作需求。同时,为防止操作失误给设备带来损伤,手动/自动模式互锁,即在手动运行某一个单步未结束的情况下,无法运行自动程序,反之亦然。控制系统流程图如图3所示。

图3 控制系统流程图
在PLC程序中预先设定好手动/自动运行程序。在工作中,如进入手动页面可以任意选择单步动作,人工控制单步工作时间。在连续工作的情况下,进入自动运行页面,通过PLC与HMI的通讯,接收人机界面输入的各步骤运行时间,设置完毕后按下对应的自动运行按钮,设备即按照设定程序按步骤运行。
图4为PLC控制自动程序,M8002给PLC程序运行一个初始指令,S0为程序初始状态,M0、M1分别为自动运行工位1、工位2的界面控件。如图6所示,2个工位自动运行步骤下方的“确认保存时间”控件被按下后,M0、M1置“1”,此时按下自动按钮X1,则可以按S21~S25或S31~S37运行自动程序。
以图4中S21、S22步为例来说明系统如何通过程序实现电磁阀通断和泵的启停。S21步对应图5中“1#清洗液加热循环”。通过100 ms通用定时器T0来计时,控制加热器1的接触器线圈触点Y0,水泵接触器控制辅助继电器M2。由于水泵接触器线圈同时接受手动程序控制,故不直接使用输出继电器Y控制,而采用辅助继电器M2间接控制。S22步对应图5中“通压缩空气”,用定时器T2控制工位1压缩空气电磁阀M4通断。
3.2 监控系统设计
监控系统根据触摸屏选型,采用步科EV5000组态编辑软件,为MT400/5000系列HMI专用人机界面组态编辑软件,提供了强大的集成开发环境。其使用步骤如图6所示。
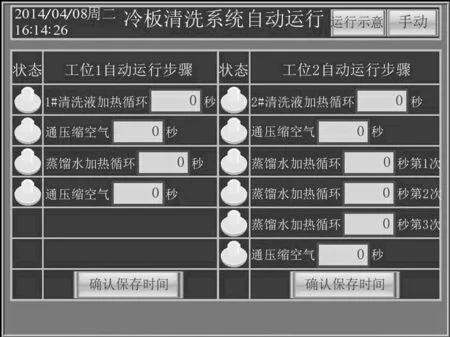
图5 自动运行界面
图5和图7分别为自动、手动运行界面。界面上方区域用于时间显示、窗口切换。2个界面之间切换通过右上角“手动/自动”控件实现窗口调用。界面中间部分为操作区域。

图6 监控系统设计步骤
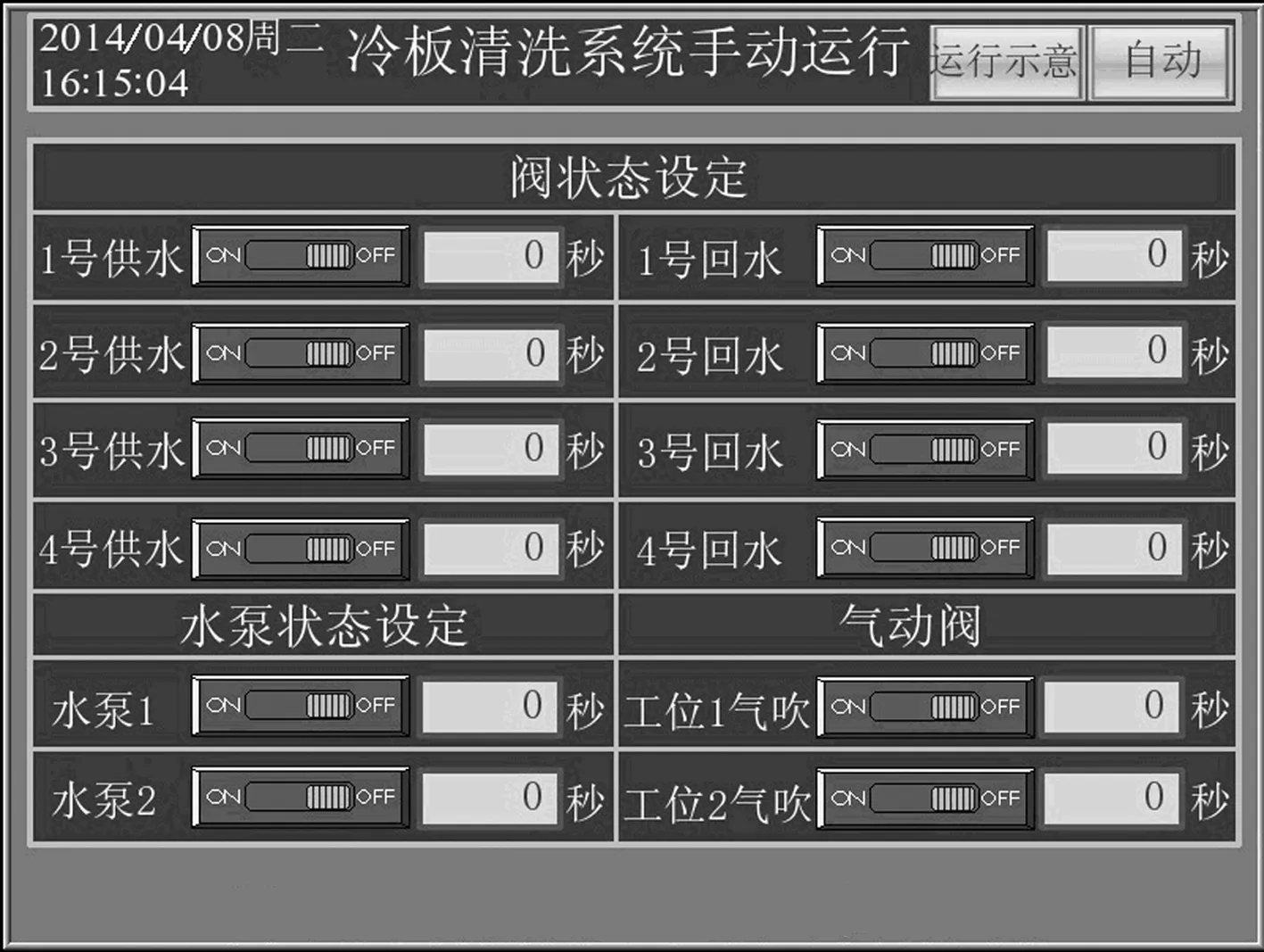
图7 手动运行界面
自动运行界面分为“工位1”和“工位2”2个自动运行步骤。点击每个步骤的矩形小框,则弹出数值输入对话框,操作人员根据工艺要求手动设置“1#清洗液加热循环”、“通压缩空气”等工艺步骤的运行时间。
设置完毕点击“确认保存时间”按钮,图4中M0/M1即为“1”状态,同时每个工艺步骤时间参数通过通用数据寄存器D来存储,并写入PLC对应程序段,完成HMI与PLC的数据交互。此时按下自动运行按钮X1,启动自动运行。在自动运行过程中,时间设定控件触控无效,即无法在自动运行过程中更改参数。这是为了保证自动运行的安全与可靠性。
在手动运行界面中,点击阀或水泵按钮,按钮右边对应的数值显示框中可以实时显示此次动作已运行时间。该控件通过数据寄存器D读取并显示此次动作区间特殊辅助寄存器M8013所产生的1 s时钟脉冲个数,来完成时间显示,供操作人员参考。点击按钮停止该动作,再次运行会对上一次的数据清零,重新计数。
4 结束语
基于FX2N-48MR的铝合金构件清洗设备控制系统具有实时性好、人机界面友好、易于扩充和调整灵活等优点,克服了原有清洗设备多次装夹、使用效率低的问题。它现场运行稳定,安全可靠,大大提高了铝合金构件清洗的自动化水平、控制灵活性以及清洗效率。同时其界面清晰,操作方便,可以推广到其它产品的清洗系统中。如果进一步增加设备的自动排液和自动充液功能,则该设备将会实现全自动化。
[1] 郁汉琪. 电气控制与可编程控制器应用技术[M]. 南京:东南大学出版社,2003.
[2] 张利平. 现代液压技术应用220例[M]. 北京:化学工业出版社,2009.
[3] Mitsubishi Electric Corporation. FX2N系列微型可编程控制器使用手册[S]. Japan:Mitsubishi Electric Corporation,2010.
章玉婷 (1982 -),女,工程师,主要从事工艺装备设计研究工作。
张正兵 (1983 -),男,工程师,主要从事工艺装备设计研究工作。
Design of Cleaning Equipment for the Aluminum Alloy Structure in Cooling System Based on PLC
ZHANG Yu-ting,ZHANG Zhen-bing
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
To meet the large quantities of cleaning requirement of the aluminum alloy structure in the cooling system, it is necessary to develop a new type of special cleaning device. In the device, the FX2N is integrated as CPU and HMI is used for human-machine interaction. Lines are arranged in parallel. Therefore, the device can complete several processes after only one clamping. The principle and composition of the cleaning equipment are introduced. The design principle and control process of the control system are described in detail. The software realization method and the major work interface of the system are given. Practice shows that the system can work with reliability and stability and fulfill the design specification. This device has greatly improved the automation level of the product and cleaning efficiency.
cleaning; FX2N; HMI
2014-04-17
TK414.2
A
1008-5300(2014)05-0048-04
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
石油沥青(2021年3期)2021-08-05
装备制造技术(2020年2期)2020-12-14
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
节能技术(2018年6期)2019-01-03
汽车电器(2018年1期)2018-06-05
小学生导刊(2017年17期)2017-05-17
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
