
汽车离合器盘毂法兰盘成形工艺分析
2014-09-25 12:30赵军,王猛
锻压装备与制造技术 2014年4期
赵 军,王 猛
(厦门理工学院 材料科学与工程学院,福建 厦门 361024)
1 引言
汽车离合器盘毂是一种典型的宽法兰薄片状轴类零件,其轴杆部分较小,而法兰盘部分直径大、厚度薄,成形加工难度大。传统的加工方法主要有开式锻造、闭塞精密模锻和摆辗成形[1-3]。这些加工方法,不但原材料消耗大,而且加工耗时长,生产效率十分低下。为此,国内许多汽车离合器制造厂家都迫切需要一种节约原材料、减少刀具消耗、减少加工工序、降低制造成本、提高生产效率的制造工艺,以替代传统的生产方法。
根据汽车离合器盘毂的形状特点,设计轴杆部分与法兰盘分开加工,其中法兰盘部分采用精密冲裁一次成形,轴杆部分使用机加工,再将其连接的加工方法。图1为离合器盘毂的法兰盘,材料45号钢,厚度3mm,尺寸精度IT7级以上。

图1 离合器盘毂的法兰盘
2 精冲有限元模拟
2.1 建模及参数设定
根据精密冲裁设计方法,建立凸模、凹模、齿圈压板、顶件器、坯料的三维模型,其中凹模圆角选0.1mm,齿圈压板采用单面V形齿圈,齿圈外形与刃口形状一致。采用Deform-3D对其成形过程进行分析,采用1/8模型进行有限元分析,如图2所示,将坯料设为塑性体,其他工具设为刚性体,忽略模具变形[4-6]。模拟基本参数如下:

图2 有限元分析模型
(1)材料45钢,在模拟过程中,采用四面单元,不考虑温度变化对材料成形的影响。
(2)材料损伤模型Cockroft&Latham,其损伤值C:

σ*——最大应力。当最大主应力σ1≥0时,σ*=σ1;当 σ1<0 时,σ*=0;
εf——材料发生断裂时的应变;
(3)摩擦边界条件:摩擦模型采用剪切模型,即:

式中:m——剪切摩擦因子,取m=0.12;
k——屈服极限;
(4)成形速度 v=10mm/s。
2.2 不同凸凹模间隙对精冲件质量的影响
合理的冲裁间隙不仅能够保证冲裁件的质量,而且可以提高模具寿命,降低生产成本。图3为模具间隙分别取0mm、0.03mm、0.15mm的成形结果。可以看出,随着模具间隙的增大,成形工件的塌角高度不断增大,光亮带高度不断减小,如表1所示。因此,适当减小模具间隙,在一定程度上有利于提高冲裁件质量[7]。通过z=0与z=0.03的成形结果对比还可以看出,无间隙冲裁与模具间隙为0.03mm时的塌角与光亮带长度相差无几,但无间隙冲裁可能会导致冲裁面的垂直度下降或使得冲裁面上有撕裂,并且精冲过程中产生的热效应及摩擦力造成模具剧烈磨损,可能导致冲模过早损坏,从而影响模具寿命。综上所述,对于法兰盘的冲裁采用0.03mm的双面间隙较为合理。

图3 模具间隙对冲裁的影响
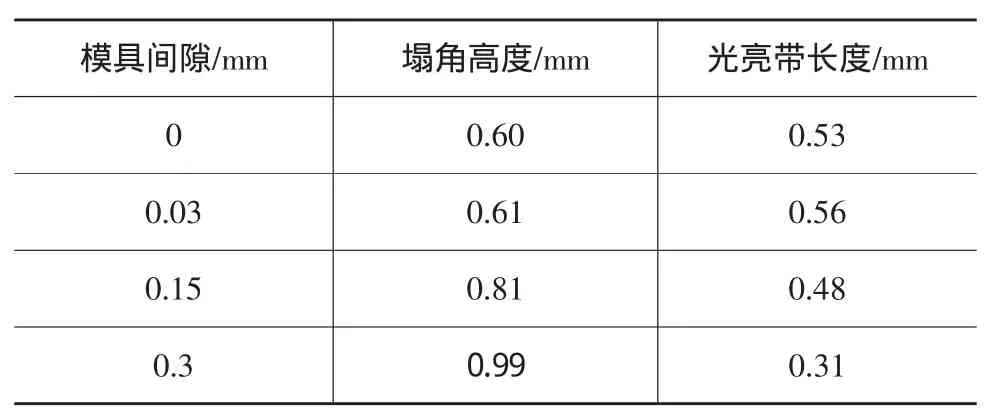
表1 不同模具间隙成形结果对比
2.3 不同压边力和反压力对冲裁件质量的影响

图4 不同压边力和反压力成形情况
要获得较好的冲裁面质量,适当增大压边力和反压力可获得较好的冲裁质量,但是,过大的压边力会使冲裁力增加,影响模具寿命,压边力太小会使冲裁件塌角变大,光亮带减小[8]。图4与表2为模具双面间隙取0.03mm时,对不同压边力F1和反压力F2对冲裁件质量的影响的模拟结果。可以看出,压边力相同时,随着反压力的增加,塌角逐渐减小,光亮带逐渐增加;反压边力相同时,随着压边力的增加,塌角同样逐渐减小,光亮带逐渐增加。根据模拟结果,压边力F1=800kN,反压力F2=400kN比较合理。
3 结论
根据汽车离合器盘毂的结构特点,设计其轴杆部分与法兰盘分开加工的工艺,重点探讨了厚度为3mm的离合器盘毂法兰盘采用精密冲裁的可能性。厚度为3mm的离合器盘毂法兰盘可采用精密冲裁加工;模具间隙0.03mm,压边力为800kN和反压力为400kN时零件质量较好。

表2 不同压边力和反压力成形结果对比
[1]郑光文,刘 威,白凤梅.离合器盘毂闭塞精密成形工艺研究[J].精密成形工程,2012,4(6):22-24.
[2]伍太宾.汽车离合器盘毂的精密成形技术[J].汽车工艺与材料,2005,2:10-13.
[3]胡亚民,姚万贵,冯文成.我国摆动辗压技术现状及展望(二).锻压装备与制造技术,2011,46(2):11-16.
[4]黄荣学,曹建国,范洪远,等.厚板精密冲裁工艺过程的有限元模拟[J].模具制造,2005,(3):8-10.
[5]黄珍媛,阮 锋,周 驰,等.薄板精密冲裁的变形过程和机理研究[J].锻压装备与制造技术,2009,44(1):46-48.
[6]郑 勇,蔡秋生.精密冲裁有限元模拟[J].科技创新导报,2008,(11):221-222.
[7]杨 帆,龚小涛.模具间隙对精冲工艺影响规律研究[J].金属加工,2012,(5):65-66.
[8]黄少东,赵志翔,符 韵,等.高强度钢厚板冲裁研究[J].锻压技术,2010,35(3):34-37.
猜你喜欢
汽车实用技术(2021年16期)2021-09-09
模具制造(2019年7期)2019-09-25
山东工业技术(2018年3期)2018-11-30
制造技术与机床(2018年8期)2018-10-09
宇航材料工艺(2017年5期)2017-11-02
锻造与冲压(2017年14期)2017-08-01
锻压装备与制造技术(2016年3期)2016-06-05
中原工学院学报(2014年3期)2014-04-01
中原工学院学报(2013年1期)2013-12-20
制造技术与机床(2013年2期)2013-10-24
