基于镀膜法改善YT15车刀片性能及试切分析
2014-10-24 07:13徐敏
江苏建筑职业技术学院学报 2014年3期
徐敏
(徐州工业职业技术学院 机电工程技术学院,江苏 徐州221140)
基于镀膜法改善YT15车刀片性能及试切分析
徐敏
(徐州工业职业技术学院 机电工程技术学院,江苏 徐州221140)
为了有效地提高刀具切削使用寿命,使刀具获得优良的综合机械性能,大幅度地提高机械加工效率,通过对YT15刀具表面进行溅射镀膜,并分析镀膜前后刀具表面硬度及切削效果,结果表明:表面处理后的YT15刀具的切削性能及寿命成倍地提高,该技术的推广能有效地提高生产效率并降低生产成本.
YT15刀具;硬度;镀膜;切削;效率
近几十年来,随着刀具涂层技术迅速发展,涂层刀具得到了广泛应用.1969年德国克虏伯(Krupp)公司和瑞典山特维克(Sandvik)公司研发成功了化学气相沉积(CVD)涂层技术,并向市场推出了CVDTiC涂层硬质合金刀片产品.20世纪70年代初,美国本夏(R.Runshan)和拉格胡南(A.Raghuran)研发了物理气相沉积(PVD)工艺,并于1981年将PVDTiN高速钢刀具产品推向市场.当时CVD涂层工艺温度约1 000℃,主要用于硬质合金刀具(刀片)的表面涂层.PVD涂层工艺温度为500℃及以下,主要用于高速钢刀具的表面涂层[1].本文研究的主要内容是采用溅射镀膜法在YT15车刀片上镀一层均匀的氧化铝膜,通过显微硬度仪检测镀膜前后车刀表面的硬度变化情况,以实际车削方式检验镀膜前后YT15车刀片性能.
1 溅射镀膜法
溅射镀膜法也称之为溅射离子镀,就是同荷能粒子轰击靶材,使其表面原子逸出,而溅射下来靶材原子在工件表面沉积成膜的过程.溅射下来的靶材原子具有10~35 ev的动能,所以溅射膜的附着力比真空蒸发镀膜的好,而且溅射镀层均匀致密,一般无气孔,工件温度低.因此,在其他方法的离子镀出现之前也用于刀具镀膜,但效果不是很明显.但在20世纪70年代末,空心阴极离子镀技术的问世,使切削刀具的性能发生了较大的变革.在20世纪80年代中期,多弧离子镀和热阴极离子镀的出现,使离子镀技术更加完善,由于空心阴极离子镀、弧离子镀和热阴极离子镀在刀具上的应用性能大大优于真空蒸发和溅射离子镀方法,所以在刀具上应用的PVD涂层技术主要是用空心阴极离子镀、多弧离子镀和热阴极离子镀技术[2].与CVD涂层技术相比较,PVD涂层技术有一个最大的优势,就是其工艺处理温度可控制在500℃以下,因此其应用范围就更加广泛,发展潜力巨大.
2 刀具的选择
2.1 YT15硬质合金
YT15硬质合金刀具有硬度高、耐磨、强度和韧性好、耐热、耐腐蚀等优良性能,特别是它的高硬度和耐磨性,在500℃的温度下也基本保持不变,即使在1 000℃时仍有很高的硬度[3].YT15是钨钴钛类硬质合金,适合于半精车、精车加工.
2.2 镀膜材料的选择
氧化铝又称三氧化二铝,分子量102,通常称为“铝氧”,是一种白色无定形粉状物[4].是难溶于水的白色固体,无臭无味,质极硬.易吸潮而不潮解.两性氧化物,能溶于无机酸和碱性溶液中,几乎不溶于水及非极性有机溶剂.熔点约为2 000℃.
氧化铝是将铝矾土原料经过化学处理,除去硅、铁、钛等氧化物而制得,是纯度很高的氧化铝原料,Al2O3含量一般在99%以上.矿相是由40%~76%的γ-Al2O3和24%~60%的α-Al2O3组成.γ-Al2O3于950~1 200℃可转变为α-Al2O3(刚玉),同时发生显著的体积收缩[5].
2.3 镀膜实验的条件及厚度
实验参数:气压30 Pa,极间距15 mm,源极电压为650 V,其电流为0.5 A,工件极电压为450 V,其电流为0.5 A,溅射时间为2 h,等离子氧化时间为2 h,表面镀膜厚度为7~8μm.
3 镀膜前后车刀硬度检测结果与分析
3.1 显微硬度仪
显微硬度仪的主要技术性能指标如下:
型号:HXD- 1000TMC
切换:With Motorized Turret
试验力:9.807,4.903,2.942,1.961,0.9807,0.4903,0.2452,0.0981 N(1000,500,300,200,100,50,25,10gf)
保荷时间:5~60 sec selectable
测量范围:5~3 000 HV
最小单位:0.025μm
图1为HXD- 1000 TMC显微硬度计的实体照片,根据实际设备的使用来得出检测结果.

图1 HXD- 1000TMC显微硬度计Fig.1 HXD-1000TMC microhardness
3.2 硬度仪设置
主要测量项目为测量宏观硬度和显微硬度,观察和拍摄材料的显微组织[6].选择菜单项工具/设置试验参数,打开“设置试验参数”对话框,如图2所示.
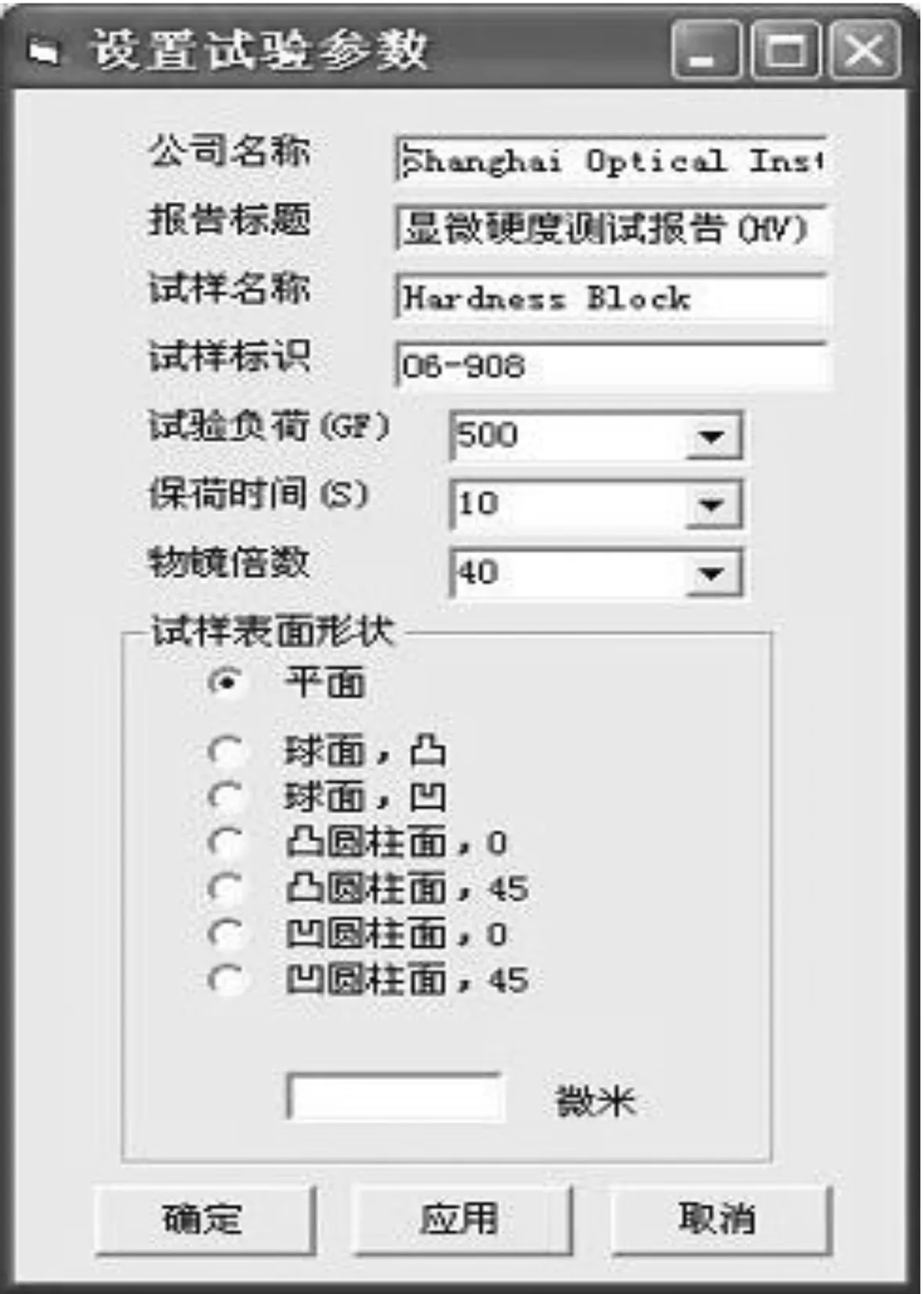
图2 设置试验参数Fig.2 Setting experimental parameters
设置的试验参数,如试验力,保荷时间,物镜放大倍数和试样表面形状等都显示在屏幕的右上部分.可以输入或改变试验力,保荷时间,物镜放大倍数等试验参数.默认的试样表面形状是平面的.如果试样表面形状是曲面的,可以选中试样表面的类型(球面的或圆柱面的,凸的或凹的),然后输入球面或圆柱面的直径.这样,硬度值就会自动得到修正[7].
1)在圆柱形情况时,45表示压痕对角线和圆柱轴线形成45°角;而0表示压痕对角线和圆柱轴线(母线)平行,即成0°角.
2)在对话框中设置或修正试验参数后,单击“应用”,本次设置或修改生效.该设置将被记忆,直到再次设置或修改.
3)单击“确定”将关闭对话窗口,单击“应用”将不关闭对话窗口.
3.3 硬度值检测
通过对比YT15刀具镀膜前后表面硬度测量图(如图3和图4所示),不难发现镀膜后YT15刀具的表面质地更加紧密,从而大大提高了刀具表面的硬度值.
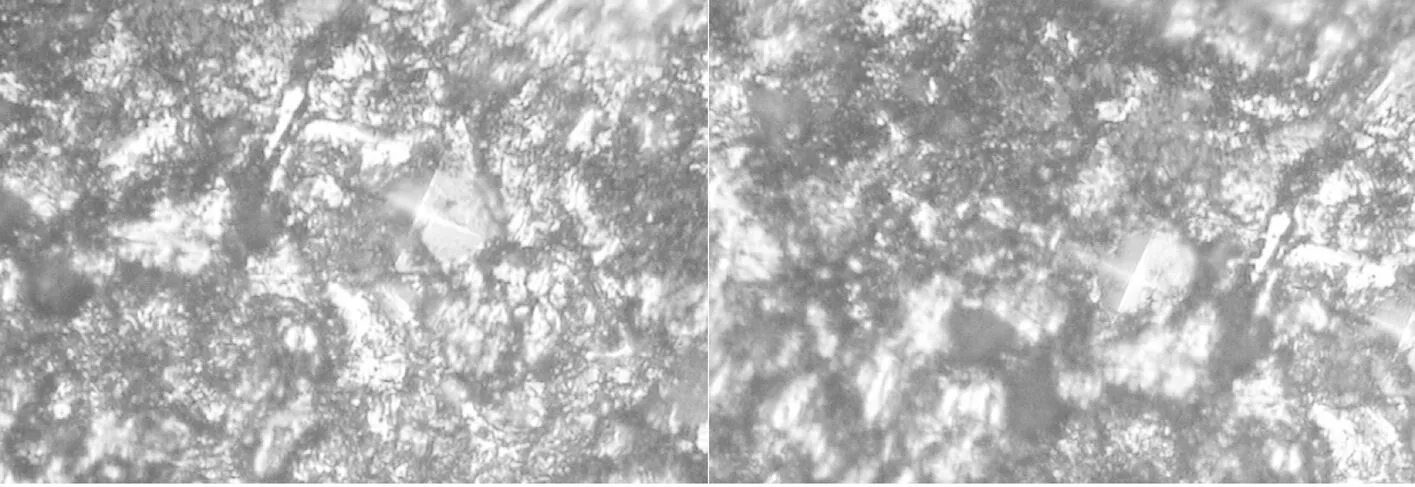
图3 镀膜前硬度测量Fig.3 Hardness measurement before coating

图4 镀膜后硬度测量Fig.4 Hardness measurement after coating
YT15车刀在没有镀膜前,通过HXD-1000TMC显微硬度计对刀具表面采样5个随机点进行硬度检查,数据见表1,YT15车刀在没有镀膜前,表面硬度约为250 HV;而同样的YT15车刀采用溅射镀膜法镀膜后,表面硬度提升至2 850 HV左右,可见镀膜后YT15车刀表面的硬度约是镀膜前的10倍,由此得出镀膜后YT15车刀片硬度明显高于镀膜前的硬度,从而有效的提高刀具切削使用寿命,使刀具获得优良的综合机械性能,大幅度地提高机械加工效率并降低生产成本.
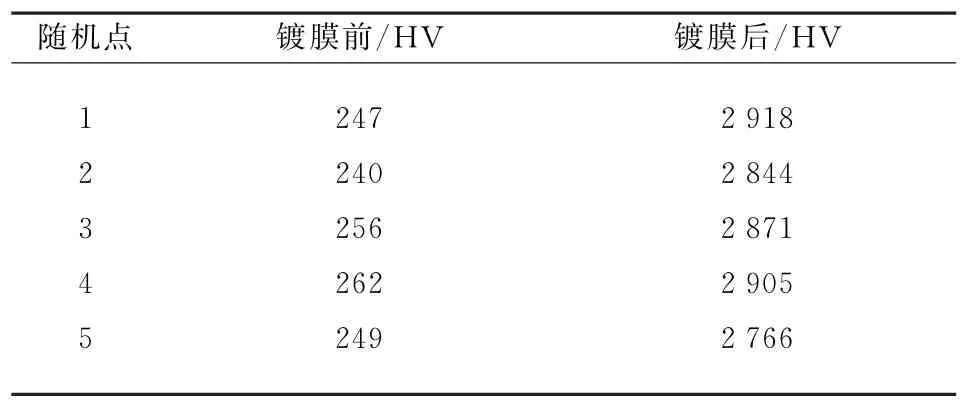
表1 镀膜前后硬度表Tab.1 Hardness before and after coating
4 数控加工
1)本次采用有镀膜的YT15车刀和没有经过镀膜的YT15车刀加工零件毛坯为Φ20 mm的圆钢,长度为100 mm.现要求加工成直径为Φ10 mm,长度为90 mm的光轴.本次试切实验以FANUC系统的CAK6140数控车床为加工设备.
2)数控车床编程.主要程序如下:
O5000
N10 T0101 M03 S500 F0.2
N20 G00 X22 Z5
N30 G71 U1 R2
N40 G71 P50 Q100 U0.5 W0 F0.1
N50 G00 X8
N60 G01 Z0
N70 X10 Z-1
N80 Z-90
N90 G00 X22
N100 Z5
N110 S1000 M03
N120 G70 P50 Q100 U0.5 W0 F0.1
N130 G00 X150 Z150
N140 M5
N150 M30
5 试切检测
通过对比图5和图6可知(图中下边光轴均为镀膜后YT15刀片切屑),在相同的切削参数和工艺情况下,铁棒分别使用有镀膜的YT15刀片和没有镀膜的YT15刀片切削加工,在经过长时间不间断加工45号钢材料的检验中,可以看出,加工初期镀膜前和镀膜后产品加工无明显不同,证明镀膜不影响加工质量.而在大量产品加工后,镀膜后刀具加工的产品表面质量明显好于未镀膜YT15刀片加工的产品,说明镀膜后的YT15车刀片更耐磨,延长了刀具切削使用寿命,使刀具获得优良的综合机械性能,大幅度地提高了机械加工效率.

图5 第十根铝棒表面Fig.5 Surface of 10th aluminum bar

图6 第四十根铝棒表面Fig.6 Surface of 40th aluminum bar
6 结论
从镀膜前后的试切加工效果可以看出,YT15车刀镀氧化铝膜后刀具表面硬度大大提高了,硬度的提升改善了YT15刀具切削使用寿命,使刀具获得优良的综合机械性能,大幅度地提高机械加工效率.该方法的应用推广能有效地提高生产效率并降低生产成本,具有良好的市场前景.
[1] 李洪林,李波,胡恒宁,等.刀具涂层技术的最新发展状况[J].工具技术,2010(4):3- 5.
[2] 王增福.实用镀膜技术[M].北京:电子工业出版社,2008:101- 120.
[3] 席洪波,蔡安江.基于模糊综合评判的数控刀具材料优选[J].制造技术与机床,2008(09):112- 114.
[4] 顾淑华,耿谦,王晓清.新型数控刀具材料的创新设计对提高企业效益的影响[J].商场现代化,2009(10):99-100.
[5] 周秦源,高宏旺,卢端敏,等.适应高速切削的数控刀具材料[J].新技术新工艺,2009(6):116- 117.
[6] 王栋,韩变枝.数控机床刀具技术现状及展望[J].机械科学与技术,2003(S2):180- 182.
[7] 王建勋,周青云.数控机床刀具和刀具材料的发展动向[J].机械设计与制造,2005(4):117- 119.
On improving performance of YT15 turning insert based on coating method and cutting analysis
XU Min
(School of Mechatronic Engineering Technology,Xuzhou College of Industrial Technology,Xuzhou,Jiangsu 221140,China)
In order to improve the service life of the cutting tool effectively,give cutting tool excellent comprehensive mechanical behavior and improve machining efficiency substantially,this paper analyzes the surface hardness and cutting performance of cutting tools before and after coating through sputter coating on YT15 turning insert.Results show that cutting performance and service life of YT15 turning insert after surface treatment improve exponentially and extension of this technology can improve productive efficiency and reduce cost of production effectively.
YT15 tool;hardness;coating;cutting;efficiency
TG 712
A
2095- 3550(2014)03- 0031- 04
2014-03-29
徐敏,男,江西九江人.助理讲师.
E- mail:375926248@qq.com
(责任编辑:梁赛平)
猜你喜欢
建材发展导向(2021年18期)2021-11-05
重型机械(2020年3期)2020-08-24
影像视觉(2020年5期)2020-06-30
上海建材(2018年4期)2018-11-13
制造技术与机床(2018年10期)2018-10-13
赢未来(2018年9期)2018-09-25
上海建材(2017年4期)2017-10-16
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
工业设计(2016年4期)2016-05-04