
TA15钛合金超塑成形/扩散连接的可行性研究
2014-10-31 05:53苏智星
钛工业进展 2014年4期
许 平,王 奡,苏智星
(中航工业沈阳飞机设计研究所,辽宁 沈阳 110035)
0 引言
TA15钛合金名义成分为Ti-6.5Al-2Zr-1Mo-1V,综合性能优异,其主要强化机制是α稳定元素Al的固溶强化,加入中性元素Zr和β稳定元素Mo及V后,工艺性能也能够得到改善。该合金既具有α型钛合金良好的热强性和可焊性,又具有接近于α+β型钛合金的工艺塑性[1]。据相关报道,TA15钛合金的塑性仅次于TC4钛合金,同样可以采用超塑成形/扩散连接工艺制造飞机结构件,而由于其强度极限略高于TC4钛合金,使得TA15钛合金超塑成形/扩散连接在有强度要求的部件上发挥了独特的优势。
某TA15钛合金飞机壁板结构外形复杂(见图1),承载较大,对重量等指标要求苛刻。为了满足载荷、重量等多约束的设计要求,拟采用超塑成形/扩散连接方法制造两层结构的TA15钛合金壁板,并对其拉伸、疲劳、剪切等力学性能进行检测,探讨超塑成形/扩散连接方法制造TA15钛合金壁板的可行性。
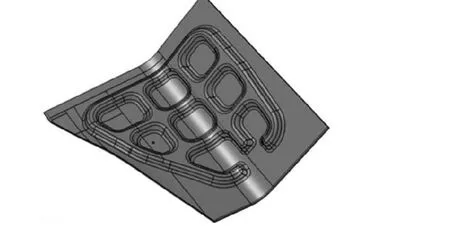
图1 TA15钛合金飞机壁板示意图Fig.1 Sketch of TA15 titanium alloy aircraft panel
1 实验
采用厚度分别为2、4 mm的TA15钛合金板材,经两步热循环制造工艺,即先扩散连接后超塑成形,制备TA15钛合金壁板。超塑成形/扩散连接的设备为超塑成形机FSP-750,扩散连接主要工艺参数为:扩散温度920~950℃,单位压力1.5 MPa,保压时间1 h。超塑成形主要工艺参数为:超塑成形温度920~950℃,应变速率5×10-3s-1。对TA15钛合金壁板进行化学铣切、宏观及显微镜观察以及超声波无损检测。
为了考核TA15钛合金超塑成形/扩散连接壁板的力学性能,规划了与上述壁板的材质、厚度、成形工艺及成形过程完全一致的力学性能试验件,测试TA15钛合金超塑成形/扩散连接两层结构的拉伸性能、疲劳性能以及剪切性能。其中,拉伸试样2个,试样尺寸及实验过程按照GB/T 228.1—2012执行;疲劳试验采用成组法进行,试样共25个,分为5组,每组5个,5组试验的最大载荷分别为0.35Pb、0.40Pb、0.45Pb、0.50Pb、0.55Pb(Pb取上述2个拉伸试样破坏载荷的平均值),试验按等幅谱加载,应力比R为0.06,加载频率为5~15 Hz;剪切试样3个,其尺寸及试验过程按照HB 6736—93执行。
实验在空军装备研究院飞机寿命研究实验室进行,设备为美国MTS公司的50 t MTS810液压伺服疲劳试验机,加载精度如下:静载误差范围在±0.5%,动载误差范围在±1%;液压促动器位移量程为100 mm,精度为±1%(满量程);应变引伸计量程为50 mm,精度为±0.5%(满量程)。实验设备均经过检验且在有效期内,精度等指标满足实验要求。
2 结果与讨论
2.1 壁板质量
经过超塑成形/扩散连接工艺成形后,对TA15钛合金壁板局部应力较低的部位进行了化学铣切,铣切的界面已达到或超过了扩散连接的界面,说明TA15钛合金壁板的扩散连接的焊合率非常好。经宏观及显微镜观察、无损检测发现,TA15钛合金壁板表面没有裂纹、针眼、压褶、金属夹杂等缺陷,其氧化色低于300℃的标准氧化色,扩散连接区的缺陷在每300 mm×220 mm范围内不多于1处,缺陷小于φ4 mm的圆面积。说明采用超塑成形/扩散连接工艺制造的TA15钛合金壁板质量良好。
2.2 拉伸性能
TA15钛合金超塑成形/扩散连接两层结构试样的拉伸性能见表1。
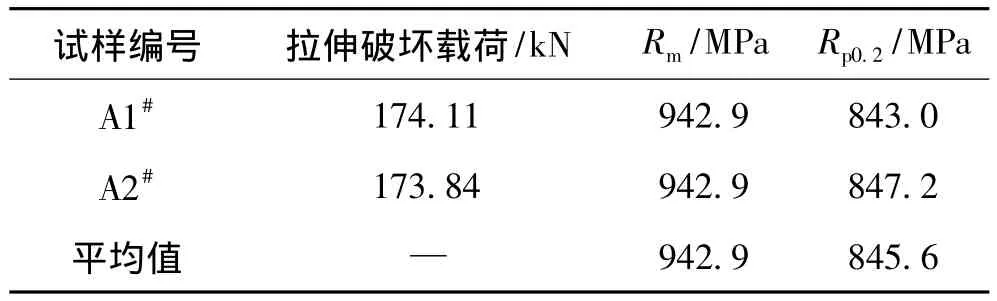
表1 TA15钛合金超塑成形/扩散连接试样的拉伸性能Table 1 Tensile properties of superplastic forming/diffusion bonding TA15 titanium alloy samples
为了研究试验件经过超塑成形/扩散连接热循环工艺之后的强度损失,对同批次原材料进行了拉伸试验,结果见表2。
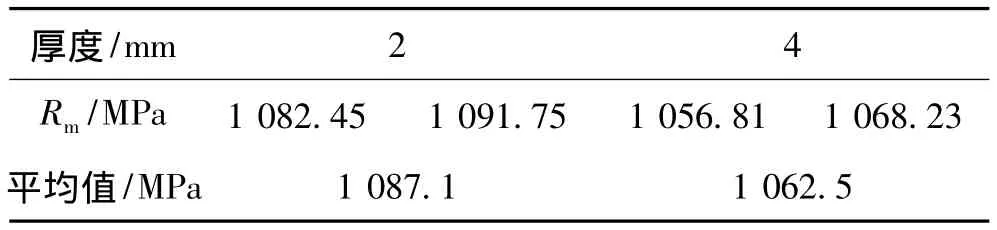
表2 TA15钛合金板材的拉伸性能Table 2 Tensile properties of TA15 titanium alloy plates
以4 mm厚原材料的平均抗拉强度Rm=1062.5 MPa为参考,经过超塑成形/扩散连接热循环后,试样的抗拉强度约为原材料的88.7%,虽然超出了壁板Rm≥870 MPa的设计要求,但是其强度未达到原材料的90%(一般而言,设计上要求经超塑成形/扩散连接后,结构的抗拉强度应达到原材料的90%以上),这说明TA15钛合金经过超塑成形/扩散连接热循环后强度下降得比较多,后续应继续调整工艺参数,使其拉伸强度达到原材料的90%以上。
超塑成形/扩散连接两层结构的TA15钛合金试样的σ-ε曲线如图2所示。
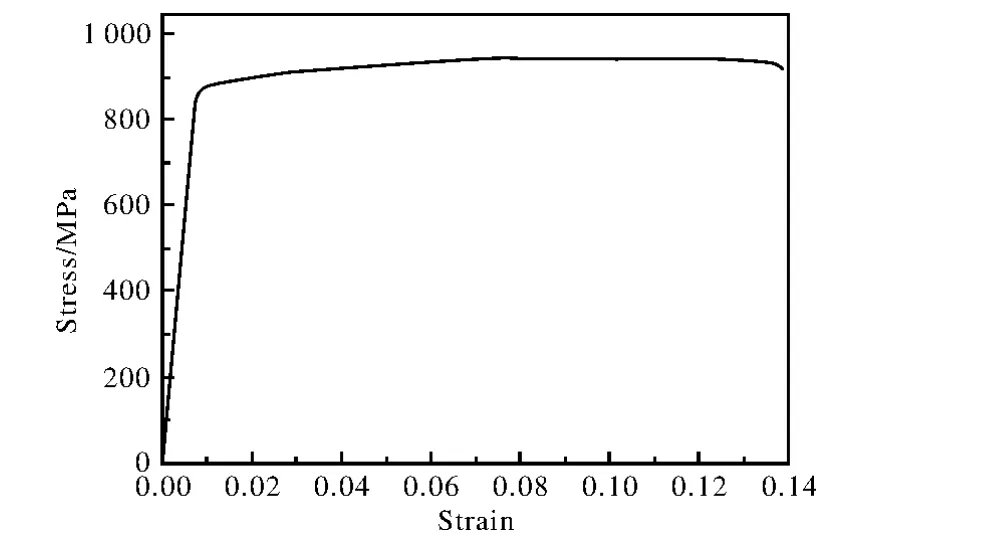
图2 TA15钛合金超塑成形/扩散连接试样的σ-ε曲线Fig.2 σ-ε curve of superplastic forming/diffusion bonding TA15 titanium alloy sample
从图2中可以看出,超塑成形/扩散连接两层结构的TA15钛合金试样没有明显的屈服阶段,其屈服强度 Rp0.2为845.6 MPa。
2.3 疲劳性能
TA15钛合金超塑成形/扩散连接试样的疲劳试验数据及试样破坏情况见表3。
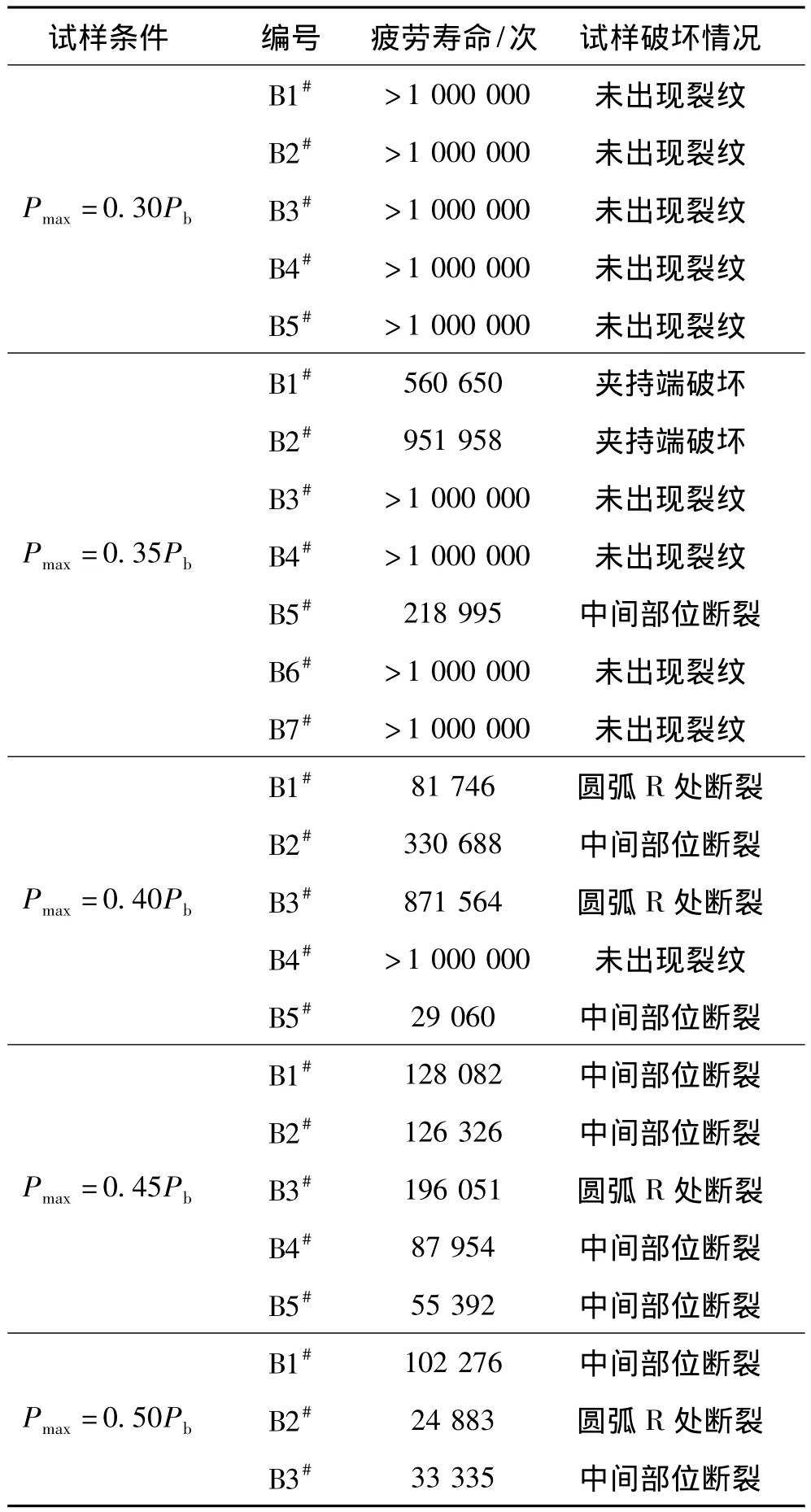
表3 TA15钛合金超塑成形/扩散连接试样的疲劳性能Table 3 Fracture properties of superplastic forming/diffusion bonding TA15 titanium alloy samples
第一组疲劳试验从最大载荷为0.45Pb的一组试样开始,5个试样的疲劳寿命在5万次至20万次之间。由于该组试验的寿命距100万次差别较大,故将成组试验最大载荷级别调整为0.30Pb、0.35Pb、0.40Pb、0.45Pb、0.50Pb5个级别,即将最大载荷为0.55Pb的一组试验调整为最大载荷为0.30Pb,然后继续试验。在试验的过程中,最大载荷为0.35Pb的一组试验,由于在做完5个试样的疲劳试验后,疲劳寿命分散性较大,且发生了试样夹持端破坏的现象,因而将最大载荷为0.50Pb的2个试样调至0.35Pb一组,继续进行试验。
从表3中可以看出,最大载荷为0.30Pb的一组试样,全部完成了100万次的疲劳试验,试样未出现裂纹或破坏;最大载荷为0.35Pb的一组试样,除了两个在接近100万次时试验夹持端破坏外,只有一个在218995次时,在试样中间部位发生断裂,按照表4的成组法试件疲劳寿命统计处理结果,可以认为其中值疲劳寿命[2]达到100万次;最大载荷为0.40Pb的一组试验,其疲劳寿命分散性较大,从8万多次到100万次以上,根据表4的处理结果,其中值疲劳寿命为286681次;最大载荷为0.45Pb的一组试验,其疲劳寿命从55392次到196051次,破坏部位基本为试样的中间部位,其中值疲劳寿命为109093次;最大载荷为0.50Pb的一组试验,只有3个试样,疲劳寿命为24883~102276次,中值疲劳寿命为43944次。
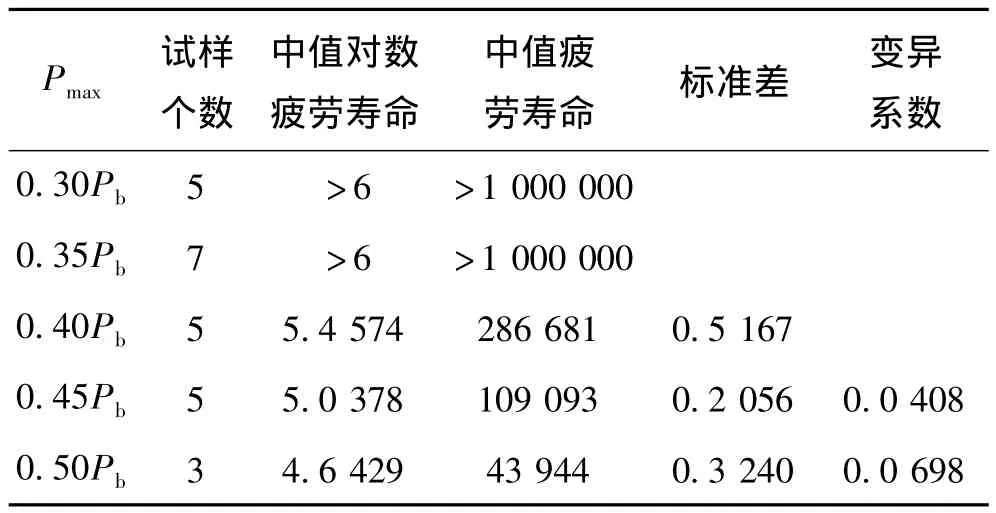
表4 成组法试件疲劳寿命统计处理结果Table 4 Results of statistical treatment for fatigue samples by group method
对成组试件各应力水平下疲劳寿命进行了统计处理,并且绘制了成组疲劳试验的S-N曲线,见图3。从图3可以看出,在最大载荷为0.35Pb及以下时,TA15钛合金超塑成形/扩散连接试验件的疲劳寿命可以达到100万次。
2.4 剪切性能
TA15钛合金超塑成形/扩散连接两层结构试样的剪切性能见表5。
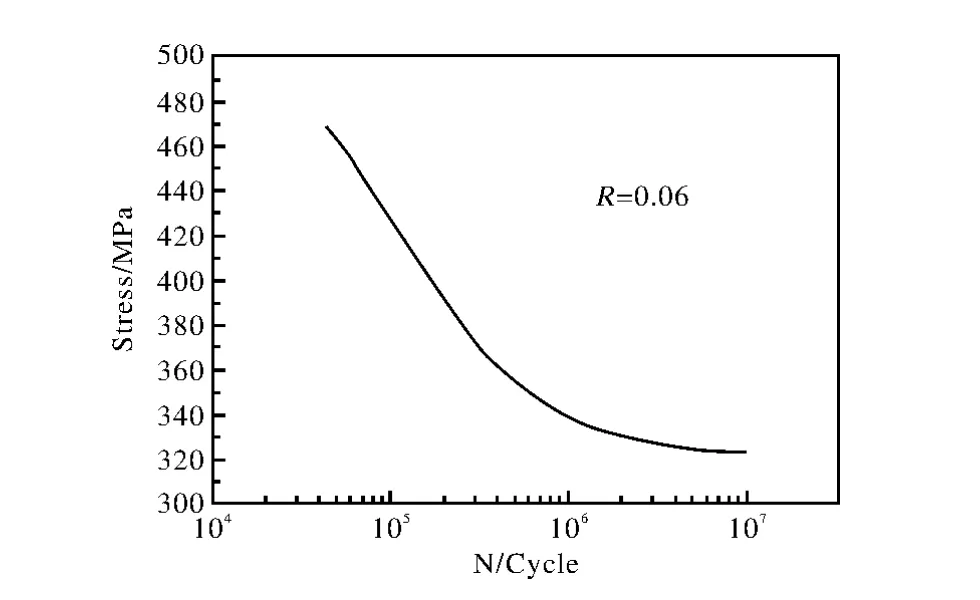
图3 成组疲劳试件的S-N曲线Fig.3 S-N curve of fatigue samples by group method
从表5中计算得出,剪切试样的剪切强度τsu平均值为576.2 MPa。按TA15钛合金超塑成形/扩散连接两层结构试样的抗拉强度Rm为942.9 MPa计算,τsu=61.1%Rm。正常情况下,结构的剪切强度应能达到60%Rm,这说明TA15钛合金超塑成形/扩散连接两层结构壁板的剪切强度达到了指标的要求。

表5 TA15钛合金超塑成形/扩散连接试样的剪切性能Table 5 Shear properties of superplastic forming/diffusion bonding TA15 titanium alloy samples
3 结论
(1)TA15钛合金具有良好的超塑性,可以采用超塑成形/扩散连接工艺用于飞机的承力构件上。
(2)TA15钛合金超塑成形/扩散连接的壁板可以满足壁板拉伸性能、剪切性能以及疲劳性能的设计要求。
(3)TA15钛合金超塑成形/扩散连接拉伸试样的拉伸强度Rm为942.9 MPa,达到了母材的88.7%,而未达到90%,剪切强度τsu为576.2 MPa,达到了抗拉强度Rm的61.1%,在控制疲劳载荷≤0.35Pb时,试样有较好的疲劳寿命;后续应继续进行TA15钛合金超塑成形/扩散连接的工艺技术研究,优化其工艺参数,以使其拉伸强度以及疲劳性能得到进一步提高。
[1]中国航空材料手册编辑委员会.中国航空材料手册:第4卷钛合金 铜合金[M].2版.北京:中国标准出版社,2002.
[2]高镇同,熊峻江.疲劳可靠性[M].北京:北京航空航天大学出版社,2000.
猜你喜欢
航空发动机(2020年3期)2020-07-24
民用飞机设计与研究(2020年1期)2020-05-21
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2018年10期)2018-10-13
中国自行车(2018年8期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
制造技术与机床(2017年3期)2017-06-23
