
应用先进刀具进行难加工材料的高效车削
2014-12-02 01:31西安航空动力控制科技有限公司赵兴龙
金属加工(冷加工) 2014年3期
西安航空动力控制科技有限公司 徐 敏 赵兴龙
航空发动机部件大量采用新型超高强度耐高温合金、粉末合金钢、单晶合金、轻质高强度复合材料,这给切削加工增加难度,对加工技术提出了更高的要求。当遇到一些难加工材料时,应尽可能有针对性地进行切削试验,选用合适的刀具材料与涂层,以更好地适应工件材料和切削条件。
加工镍基高温合金的刀具选用
镍基高温合金用于制造在650℃以下长期工作的航空航天发动机高温承力部件以及热端部件,但是由于硬质点多、导热性极差、加工硬化倾向大等问题的存在,常常制约着现场加工。针对各种涂层刀具在加工镍基高温合金时的加工参数选择和刀具选择、刀具磨损的研究较少,使得现场加工非常困难。我公司主要加工的部件材料是GH2132,零件来料长度φ10mm×2 000mm、硬度320HBW;批量500件/月;要求零件加工后表面粗糙度值Ra=1.6μm,产品长径比为18,属于典型的细长轴零件。
公司使用的是四川普什宁江机床有限公司生产的数控纵切自动车床CKN1120Ⅳ,鉴于镍基高温合金的加工特性及加工设备的特殊加工方式,通过切削试验结果及分析,选用硬质涂层刀片MT09T304-PM5-WSM30进行镍基高温合金的加工;加工镍基高温合金GH2132的刀片,主偏角一般选择为40°~50°,副偏角一般选择为0.5°~3°,刃倾角一般选择为-10°~-20°,不容易出现积屑瘤,能保证零件表面质量;切削速度优选95~120m/min,进给量优选0.1~0.15mm/r,可以保证表面粗糙度值Ra=1.6μm以上。
加工粉末治金工具钢的刀具选用
粉末治金工具钢(AHP10V)具有组织均匀、晶粒细小、屈服强度高、抗疲惫性能好等优点,但是由于其中含有很多(如铬、钴、钼、铌、镍、铁、钽等)高熔点合金元素且g相含量高,使得粉末治金工具钢得到很大的强化效应,在一定的温度范围内,随温度升高,其硬度反而有所进步,由于其材料本身的化学成分及独特的多孔性结构,在较小的面积内其硬度值也有一定的波动。即使测得的宏观硬度为20~35 HRC,但组成零件的颗粒硬度会高达60HRC,这些硬颗粒会导致严重而急剧的刃口磨损,因此粉末冶金高温合金是典型的难加工材料。
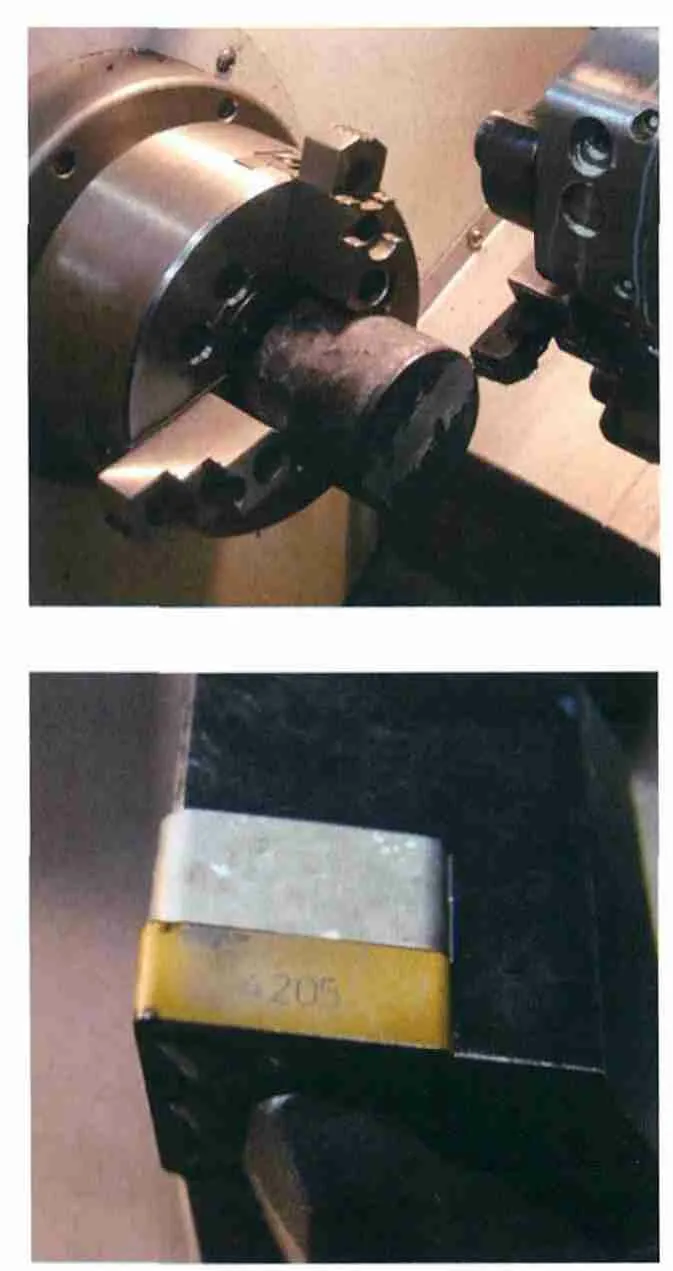
通过试验比较,选用材料S05F这种刀片材料。硬质合金4205F这种刀片材料采用了新技术,是专为解决各种耐磨合金的切削而设计的。材料的晶粒更细,表面有4μm的CVD TiCN-Al2O3-TiN的薄涂层,此刀片特别适合粉末治金工具钢的精加工,其耐磨性好,适用于小切深。4205F D型刀片切削用量:v=30~60m/min,ap=0.25mm,f=0.1mm/r。采用速度逐渐递增的方式。试验结果:表面质量很不好。刀具表面有崩刃现象,后经检查发现刀片在安装时没有固定好,致使在切削过程中刀片振颤。改进后结果:经过重新定位调整后,切削用量采用:v=35m/min,ap=0.25mm,f=0.1 mm/r。效果相对较好。切削流畅,每段切屑长度大约在5~6cm,切屑易于控制。加工过的表面跳动值大约在0.01mm。加工后端面跳动值约为0.01mm,效果更好。刀具磨损情况如附图所示,为加工5件产品后的刀具磨损情况,当加工10件产品后刀尖及边界磨损极为严重,后刀面也产生了沟纹磨损。由于材料的导热性差,材料粘结倾向大,轻易粘刀产生积屑瘤,在合金中存在大量的金属碳化物,切削过程中相当于对刀具进行研磨,另外国产材料中大都有硬质点,这对刀具有很强的冲击性和破坏性,因此会造成上述磨损。
切削方式及刀具磨损情况
现代切削技术的进步是以先进刀具结构的开发与切削工艺的革新相结合产生的,从更深层次上挖掘切削加工潜力,推动切削工艺的进步。合理选择刀片几何形状,切削用量要素,重视切削角度的影响,关注切削力和切屑的变化,及时调整刀具加工参数,保证切削顺利进行。不断进行技术革新,提高生产效率,满足图样加工精度及工艺规范要求,提高企业的竞争实力。
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年10期)2018-10-13
中成药(2018年1期)2018-02-02
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
