
液压缸窜液检测工装
2014-12-02 01:32兖矿机电设备制造厂山东济宁273500刘明磊赵彦梅
金属加工(冷加工) 2014年3期
兖矿机电设备制造厂 (山东济宁 273500)刘明磊 赵彦梅
为适应市场发展的需求,我厂承担并完成了“薄煤层1m 以下含坚硬夹矸薄煤层安全高效综合高效机械化开采成套设备与技术”这一科技项目。我厂为其配套自主设计并制造的ZY2600/6.5/16D 型液压支架实现了兖州地区及周边矿区的普及推广。然而在装配过程中,出现了批量立柱和千斤顶漏液的现象,针对这个问题,我们对整套图样进行了分析和研究,制定了如下方案,避免了今后再次发生类似情况。
1.图样结构及加工工艺分析
(1)液压支架立柱的小柱的设计图样如图1 所示。小柱的加工工艺流程:下料圆钢→打中心孔→堆焊→粗车外圆→钻φ22mm 深孔→热处理→精加工→钻各孔→粗精磨镀铬区→焊φ24mm 堵→外协镀铬→装配。
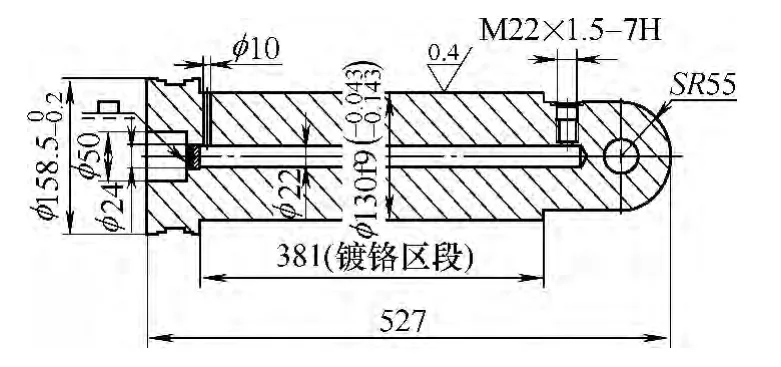
图1 立柱小柱结构
(2)液压支架千斤顶的活塞杆的设计图样如图2所示。活塞杆的加工工艺流程:下料圆钢→打中心孔→粗车外圆→钻φ22mm 深孔→热处理→精加工→钻各孔→粗精磨镀铬区→焊φ10mm 堵→外协镀铬→装配。

图2 活塞杆结构
综合立柱小柱和千斤顶活塞杆的结构和工艺流程分析,两者在装配之前均有焊堵这一工序,立柱小柱在焊φ24mm 堵时,由于焊接处焊接位置不好,很难形成焊接角度,容易造成焊接缺陷;千斤顶活塞杆在焊接φ10mm 堵时,由于焊接深度只有5mm,也很容易在焊接后出现未融合的现象;装配完毕打压时常出现保压保不住,整体窜液的现象,严重影响着产品质量,制约着生产进度。装配工人在装配后由于保不住压,就必须进行二次拆装,分析原因后再进行装配,在这个过程中,还极有可能将密封损坏,增加生产成本。
2.工装的提出与设计使用
为了降低生产成本,减少立柱和千斤顶的漏液数量,在装配之前,焊堵之后就必须再加一打压工序,看看焊接堵后有无焊接缺陷,能不能保压,不能保压的根据不保压现象直接进行修复,修复完毕后进行组装,避免二次装配。如何实现既不伤了镀铬区,还能检测出问题呢?技术人员通过对其原理分析,设计出了如图3 所示的配合使用检测工装。

图3
将工装2 直接套在小柱或活塞杆的侧孔处,把工装3 配好密封后放入φ10mm 的孔内,然后将工装2 和工装3 联系起来,用螺钉固定在外圆上,使工装3 在进行打压试验时不能崩出,而又能起到很好的密封作用,具体使用方法如图4 所示。
3.结语
液压缸窜液检测工装使用以后,降低了产品装配的返修率,排除了因焊接缺陷带来的不保压的情况,避免了原材料的浪费。同时此套工装应用广泛,在同类产品中都能适用,效果良好,值得推荐使用。

图4 检测活柱窜液工装实用图例
猜你喜欢
少年文艺(2022年8期)2022-07-08
机械工程师(2020年4期)2020-05-08
电镀与环保(2017年2期)2017-05-17
中国经济周刊(2017年6期)2017-03-21
表面工程与再制造(2016年4期)2016-11-10
项目管理技术(2016年6期)2016-05-17
上海金属(2015年5期)2015-11-29
中国医疗美容(2015年1期)2015-07-12
江南大学学报(人文社会科学版)(2014年3期)2014-02-28
河南科技(2014年1期)2014-02-27
