
PROTOS70 卷烟机劈刀控制系统中的伺服控制技术
2015-01-06 03:44创新者李心宏
中国科技信息 2015年8期
创新者:李心宏
烟支空头、单支烟重量偏差是国家烟草行业的重要质量指标,有效作业率是设备运行的重要考核指标。卷烟机烟支紧头位置自动跟踪系统的提出,解决了因劈刀盘相位偏移造成空头烟及单支烟重偏差,减少机械维护调整工作量,提高有效作业率。
在烟草行业中,设备传动大多依靠机械或齿形带传动,或直流驱动。在卷烟机中,劈刀盘、盘纸、刀头、吸丝钢带均为机械式齿形带传动,齿形带长期使用会磨损,造成传动打滑,引起压实端位置偏移,从而产生空头烟和单支烟克重的偏差。
伺服驱动相对于机械传动,具有传动噪音低、精度高、无齿形带、无变速箱、无机械磨损、无需润滑、无污染等,同时可以通过编程控制传动的速度调节、相位控制,避免人工调整维护带来的效率、安全、工作量等优势,是传动技术发展趋势。
原系统存在的问题
由图1 可以看出,劈刀盘压实端与刀头必须保证严格的相位关系,才能保证切刀切割在压实端部位,保证不会产生空头烟、保证单支烟克重不会偏差。
图中劈刀盘、盘纸、刀头、吸丝钢带均为机械式齿形带传动,齿形带长期使用会磨损,造成传动打滑,引起压实端位置偏移,从而产生空头烟和单支烟克重的偏差。
吸丝钢带、盘纸、刀头传动如果发生打滑现象,会使压实端位置偏移,但此类传动无相位要求,瞬间打滑,不会影响以后烟支质量,劈刀盘相位要求很高,即使瞬间打滑,相位将发生变化,将一直影响以后的烟支质量,原机也无此自动调整及报警功能,必须人工判断,人工调整。
SRM 部分对紧头位置只有显示,没有控制功能。重量控制仅通过控制劈刀盘的上下动作,控制重量。
机器速度7000 支/min,发生一次劈刀盘相位偏移,由于设备无此自动跟踪调节功能,人工即使及时发现,判断故障点、微调处理时间平均为5min,将产生质量问题产品及辅材消耗如下(烟长84mm,嘴长24mm):
空头、偏轻烟支约:17500 支
超重烟支约:17500 支
烟丝约:21000g
盘纸约:4200m
水松纸约:1680m
滤嘴约:2300 支
如维修耗时约:2h
流入包装机产生消耗:检测到空头1 支,将剔除1包20 支。
流入市场:产品质量反馈及企业信誉,无法用数据表述。如不能及时发现处理,将有更多残次烟产生。
劈刀盘由一个刷丝轮和两个劈刀盘组成(如图1),主要的作用就是去除多余的烟丝,在烟条切割处形成压实端,避免空头烟支产生,使烟支克重符合标准重量、及单支烟重量偏差。
现有的卷烟机在工作一段时间后,需要进行劈刀盘零位校准。此过程为:用手转动机器直到刷丝轮短齿区的中点垂直朝上为止,拧松后劈刀盘的夹紧螺钉,并转动劈刀盘直到其中一个压实槽的中心与刷丝轮齿区的中心对正。继续用手转动机器,直到长齿区的前缘点位于端部压实槽后缘点前面,朝正常运行的方向相反的方向转动劈刀盘,直到长齿区的前缘点与压实端的后缘点之间的间隙约为0.1mm 左右,完全拧紧劈刀的螺钉。

图1 劈刀盘压实端与刀头位置关系示意图
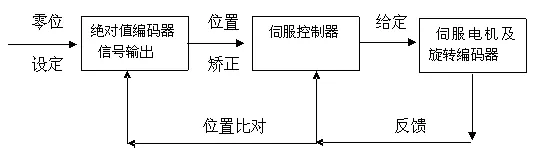
图2 伺服控制器内部程序控制原理
上述劈刀的整个调校过程分为五个步骤,过程较为繁琐,维护时间较长。即使按照该方法调整到位后,在机器运行的过程中,由于是带轮传动,时间长后容易造成皮带打滑和齿轮磨损,烟支的压实端易跑偏,在切刀处出现空头烟。此外,现有技术沿用普通的皮带和带轮结合齿轮箱传动的方式,时间运行长后,齿轮箱难免漏油,在生产的过程中易产生油烟。
伺服控制技术在卷烟机劈刀控制系统的应用
伺服控制技术在卷烟机劈刀控制系统中的工作原理及过程
伺服控制的卷烟机劈刀控制系统,控制劈刀盘的转轴与伺服电机连接,该伺服电机电连接编码器组件、触摸屏组件、控制器组件。
将原有由原机通过皮带传动的传动轴取消,将伺服电机安装在原机驱动整丝盘的位置,用编码器将原机实时的速度信号取进伺服控制器,通过内在程序的控制,从而达到准确跟随的目的。
该系统的工作流程图如图2 所示,编码器组件用于实时采集主机的即时速度并传送给伺服控制器,伺服控制器根据编码器发出的同步信号控制伺服电机进行速度的跟踪,通过机械转速比例,达到原机的控制要求。
绝对式编码器有与位置相对应的代码输出,通常为二进制码或 BCD 码。从代码数大小的变化可以判别正反方向和位移所处的位置,绝对零位代码还可以用于停电位置记忆。绝对式编码器的测量范围常规为 0—360°。
卷烟机劈刀控制系统采用伺服控制技术的优点
(1)伺服控制系统能获得精确的位置、速度及动力输出的自动控制系统,实现相位的精确控制,保证压实端与刀头位置高度一致,避免由此带来的空头烟产生,也对单支烟重量偏差很好改善。
(2)速度补偿工作曲线为线性,补偿过程平稳,有利于卷烟烟丝平稳运行,改善烟丝离散性和减少空头烟支的产生。
(3)伺服系统可进行人机对话,一键对位调整,避免手工校对劈刀相位繁琐工作,提高效率,降低维修强度。
(4)克服机械传动链的影响,减少噪音,避免油污染。
(5)屏幕设置相位,可以随时调节因吸丝钢带或其他原因造成烟丝密实部位漂移,避免空头烟支产生。
(6)本系统属主动相位绝对跟踪,有别于紧头跟踪(被动)会不可避免反复调整,产生部分空头烟及单支烟重量偏差。
结束语
基于伺服控制的卷烟机劈刀控制系统,该系统避免了繁琐的劈刀盘零位校准过程,及由于机械传动原因而造成的空头烟产生及单支烟重量偏移的情况。减少机械维护调整工作量,提高有效作业率。
猜你喜欢
商品与质量(2021年43期)2022-01-18
设备管理与维修(2021年13期)2021-09-05
科技创新与应用(2021年17期)2021-06-29
设备管理与维修(2021年1期)2021-03-05
装备制造技术(2020年4期)2020-12-25
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
新商务周刊(2017年8期)2017-12-24
小康(2017年31期)2017-11-14
