
空调用蒸发器和冷凝器“内漏”常见故障原因分析及控制对策
2015-01-26 09:59毛锡韶
家电科技 2015年3期
毛锡韶
(珠海格力电器股份有限公司 广东珠海 519070)
1 背景
“两器”是指空调中蒸发器和冷凝器的合称,在空调运行时制冷剂在其密闭的系统内部进行热量的交换,是空调四大核心部件之一,主要由内螺纹铜管和铝箔组成。
在空调行业内,一般“内漏”指的是两器所用的铜管上(非焊点位置)产生的泄漏。此故障的危害和影响主要为:一旦两器出现“内漏”,制冷剂将产生泄漏,直接导致空调无法使用,属于致命性失效。为此,在铜管生产和两器生产过程中,严格控制并降低两器的“内漏”故障就显得尤为关键,此故障已经普遍成为行业内重点关注的质量控制要点。
以下对常见的“内漏”故障进行分析,并对预防措施进行总结。
2 常见故障分类及图示
常见的故障分类见表1所示。
3 原因分析及控制对策
针对以上故障种类,按两器生产过程和铜管加工过程两个环节进行分析。
3.1 两器加工过程
3.1.1 胀穿
故障原因分析:在胀管的过程中,设备调试不当(或胀头螺丝松动凸出)导致行程偏下,胀头螺丝将铜管U管底部直接顶穿。
控制对策:(1)规范设备的点检,生产时定期(如1H)对胀头螺丝的松动情况进行检查;(2)优化胀头的连接结构,把胀头结构由分体式改为整体式,消除胀头螺丝松动凸出的隐患,可以达到彻底杜绝的目的。目前我司对胀头结构已经进行了整体式的优化,见图1。
3.1.2 刺穿
故障原因分析:刺穿原因在于铜管盘料、卡料或生产过程中因外部碰撞导致铜管表面出现凹陷,胀管过程中胀头将凹陷位置拉裂(或刮裂),形成刺穿。原理图见图2。
控制对策:(1)在两器生产过程中避免压扁、碰凹等;(2)在铜管、两器的搬运周转过程中,要进行必要防碰、防压的防护。尽最大可能减少铜管表面出现凹陷的机率。
3.1.3 弯裂
故障原因分析:主要是在弯制长U管的过程中,因模具参数、材料性能等因素造成外侧出现开裂,原因可分为四种:(1)芯头直径过大,导致芯头与铜管内径间隙变小;(2)芯头处于极端靠前位置,如图3所示;(3)芯头表面毛刺或缺少润滑;(4)铜管螺纹粗,壁厚一致性差,延伸率偏低。
控制对策:(1)更换芯头,保证芯头表面与铜管内壁的间隙合理;(2)调整芯头位置;(3)替换芯头或调整润滑油量;(4)确认铜管的尺寸及机械性能。
3.1.4 皱裂
故障原因分析:(1)U管弯制过程中芯头位置靠后,如图4所示;(2)芯头直径过大,与铜管内壁间隙过小,弯制过程刮到铜管内壁。

图1 分体式和整体式胀头对比示意图
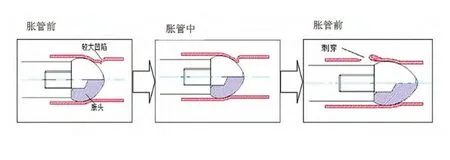
图2 刺穿故障原理

表1 内漏故障分类表
控制对策:(1)调整芯头位置至合适位置;(2)改造芯头直径,如φ7.94×0.25×0.18规格铜管的弯管芯头直径由6.96mm改为6.92mm,可有效降低皱裂故障发生的机率。
3.2 铜管加工过程
3.2.1 线性划伤
故障原因分析:(1)电解铜水分超标,加注电解铜时水分在高温下分解为“O2和H2”,部分O2分子粘附于Cu分子晶粒之间,拉坯时O2随着熔液结晶后形成壁内气孔;(2)熔铸拉坯速度太快,电解铜在熔炼过程中产生的气孔不能有效排出,导致管坯内壁气孔,拉扎过程气孔破裂形成线性划伤;(3)轧制过程中二联拉放卷管坯相互磨擦造成铜管表面擦伤严重。
控制对策:在熔铸炉口做一个夹料辅助装置,电解铜在添加前要求烧烤10-15分钟,将电解铜板上的水分烧烤干后再加入炉内,减少气孔产生的机率;减少摩擦。
3.2.2 沙眼
故障原因分析:(1)轧制吊料用的吊带没有及时更换,吊料时造成管坯表面粘附脏污的夹质,联拉拉伸过程中经外模及游芯的挤压,而将脏污夹质压入铜管壁内形成夹杂;(2)轧制送料芯杆长时间与托轮旋转磨擦产生的铁粉没有及时清洁,导致铁屑压入管坯壁内。
控制对策:加强工装、设备的维护,制定定期清扫和清洁的工艺要求,保持设备、工装及现场的清洁,减少杂质的存在。
3.2.3 扁伤
故障原因分析:(1)退火后,铜管硬度发生变化(较软),在打包时如果受外力(手压、隔离板碰撞)极易出现图中压扁现象;(2)周转运输时出现抖动导致承压面铜管压扁。
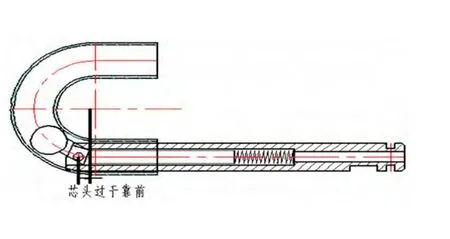
图3 芯头位置过于靠前

图5 探伤仪增益数调整示意
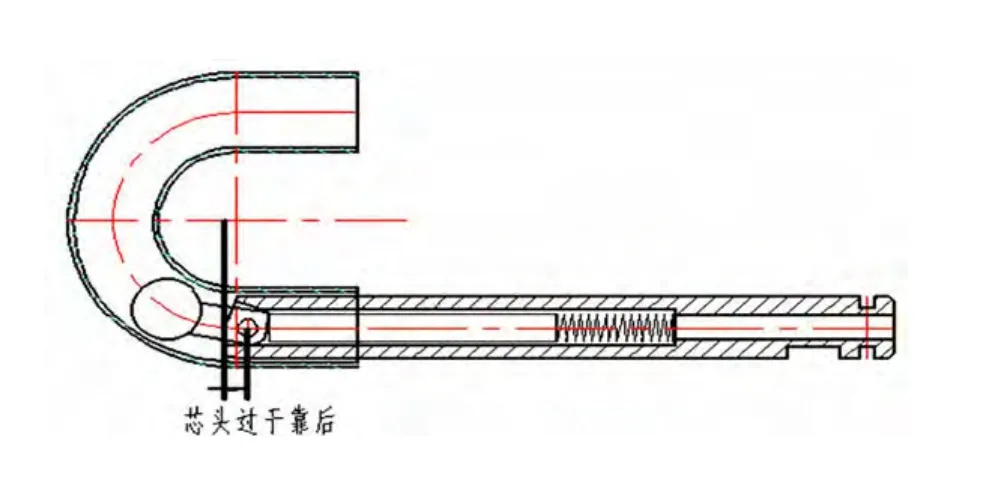
图4 芯头位置过于靠后

图6 喷墨系统改造前后对比示意
控制对策:(1)打包时,包装员工不允许手压铜管表面;(2)不能在没有铺盖硬纸板时,直接把承压木板压在铜管上或与铜管发生碰撞;(3)提高硬纸板承压能力(增加厚度)。
另外,在铜管的生产过程中,以上铜管表面缺陷质量的识别和控制也是非常重要的部分。目前行业里通用的识别控制措施是进行涡流探伤,识别后进行喷墨处理。在此方面,通过以下方法可同步提高探伤检测识别能力。
(A)适当提高探伤仪的增益数。如:由61db 调整为62db。见图5。
(B)适当降低铜管的拉坯速度,如:由200mm/min调整为170mm/min。
(C)成型喷墨系统的改造,防止气压不够导致漏喷墨。
改造方案:提高墨罐,并在墨罐进气管前加装一个电磁阀,保证压力。见图6。
4 总结
两器的“内漏”故障已经成为直接影响空调性能、寿命的关键故障之一,在实际生产过程中,需要从输入、过程和输出三个方面建立覆盖“5M1E”(人、机、料、法、环、测)的监控体系和控制对策,才能不断降低“内漏”故障率,提高产品品质,为客户提供满意的产品。
[1] 《空调热交换器用U 形管圆弧内侧开裂缺陷与预防措施》- 龚汉勇- 2007
[2] 《内螺纹铜管线性缺陷的成因与解决方法探讨》-王云龙- 2008
猜你喜欢
材料研究与应用(2021年5期)2022-01-18
武汉工程职业技术学院学报(2021年3期)2021-10-12
上海大中型电机(2021年1期)2021-06-09
化工管理(2021年7期)2021-05-13
压力容器(2020年2期)2020-03-25
广州医药(2020年6期)2020-01-03
小学阅读指南·低年级版(2017年5期)2017-05-18
青年歌声(2017年6期)2017-03-13
汽车维护与修理(2016年10期)2016-07-10
焊接(2016年3期)2016-02-27

- 家电科技的其它文章
- 展望2015 净水器的发展方向