
某结构油缸缸体多余物控制技术研究
2015-02-17 08:12程建成杨永芳陈燕平郭西园刘广娟郭旭东
新技术新工艺 2015年11期
关键词:油缸
程建成,秦 俊,杨永芳,陈燕平,郭西园,刘广娟,郭旭东
(长治清华机械厂,山西 长治 046012)
某结构油缸缸体多余物控制技术研究
程建成,秦俊,杨永芳,陈燕平,郭西园,刘广娟,郭旭东
(长治清华机械厂,山西 长治 046012)
摘要:多余物历来为液压行业的质量控制重点。针对某结构油缸在装配试验时,发现油口部位留存金属多余物的质量问题进行研究。经过分析,发现多余物产生于零件的加工过程中,工艺设计中对工件加工余量剩余较大,且加工顺序存在问题,导致最终金属铁屑无法完全排出。通过对阀套体内孔加工技术的改进,从摸索磨削余量入手,找出了更加合理可行的内孔加工技术;通过对油道口堵头的焊接顺序调整,找出了最佳方案,杜绝了此类结构油缸多余物的残留。
关键词:油缸;阀套体;后端盖总成;堵头;多余物
1研究背景
某结构油缸作为一类特殊结构的液压缸,已经过多次生产,但多余物问题一直存在,给油缸乃至整车的质量造成极大隐患。因结构所限,工艺设计中要求阀套体内孔是在缸筒与后端盖焊接后进行最后的精加工,而缸体此时的油道口已被封堵,故铁屑等多余物的排出成为棘手问题。在试验过程中,多次发现多余物出现在缸体内的情况,为此,迫切需要提出改进措施,解决油缸多余物问题,以避免油缸在后续的使用中因为多余物的存在而出现质量问题。
2主要研究内容及实施途径
2.1主要研究内容

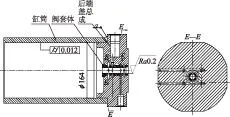
图1 油缸缸体结构示意图
针对此种结构类型的缸体,采取的主要工艺流程为:各零件(后端盖总成、阀套体和缸筒)加工(包括后端盖总成中各油道口的封堵)→部件(缸体)装焊(阀套体冷冻后装入后端盖总成中,然后与缸筒焊接)→阀套体内孔进行车削、研磨→缸体清洗。造成多余物存在的2个环节,一个是阀套体加工;另一个是堵头焊接时机。这2个环节的主要工艺流程(时机)如图2和图3所示。

图2工艺改进前阀套体主要工艺流程

图3工艺改进前堵头焊接时机
2.2技术方案
解决多余物无法排除干净的技术方案如下。
2)尽量减少或杜绝“死胡同”,避免多余物“藏身”于此,使得多余物能够清洗干净。各相关零件在机械加工工序结束前,应尽量确保各油道口为通畅状态。
3)工艺设计中加强对缸体的清洗,确保油缸在装配前无任何多余物[1]。
2.3方案实施
2.3.1试验方案
将阀套体内孔精加工由车削改为磨削,并摸索合理的磨削余量。缸筒、后端盖总成工艺试验件各1件,阀套体试验件3组共6件。分别将每3件阀套体试验件内孔加工为φ15.3、φ15.6和φ15.8 mm,摸索缸筒和后端盖总成焊接后对阀套体内孔尺寸的影响,并最终确定合适的磨削余量。
2.3.2试验过程
将阀套体(见图4)试验件内孔分别加工为φ15.3、φ15.6和φ15.8 mm,并将尺寸作详细记录,其余按图样尺寸加工。
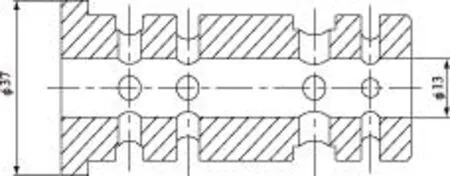
图4 阀套体
将缸筒和后端盖总成分别按图样加工(油道口堵头暂不焊接)。
任选一件阀套体(试验件1-1)经冷冻处理后压入后端盖总成中,将缸筒与后端盖总成焊接,然后对阀套体试验件1-1内孔进行检测,并与之前的测量数据进行对比,得出阀套体冷热变化及缸筒与后端盖总成的焊接对阀套体内孔尺寸是否有影响的结论。为节约成本,将缸筒与后端盖总成分离,将阀套体试验件1-1取出,换装其余各试验件,依次按上述方法将缸筒与后端盖总成焊接,并对6次试验中3组共6件阀套体试验件的内孔分别进行检测,并与焊接之前的测量数据进行对比,得出的结论见表1。
由表1可以看出,焊接后试件尺寸影响均≤0.15 mm,后端盖总成相对于缸筒的垂直度≤0.1 mm,考虑到后续的研磨,确定将阀套体内孔加工为φ15.6 mm。
季家坡隧道次生病害包括沥青路面拥包、排水沟破坏和电缆沟盖板破坏,均属隧道附属结构破坏。通过重新施工路面结构、洞内排水沟和电缆沟盖板,保证主体结构稳定性,对应附属结构病害自然消失[1]。
将阀套体内孔进行磨削、抛光和研磨,此时各零件内孔机械加工工序已全部结束,然后工艺设计为清洗工序,此时,除常规清洗(高压空气吹洗+清洗汽油清洗)外,工艺增加如下3个方面对缸体进行清洗,以加强对铁屑等多余物的清理[2]。
1)将缸体放入清洗槽中,设计专用油泵对缸体进行多次冲洗,油口用滤网进行检测,将铁屑等多余物绝大部分冲洗出来。
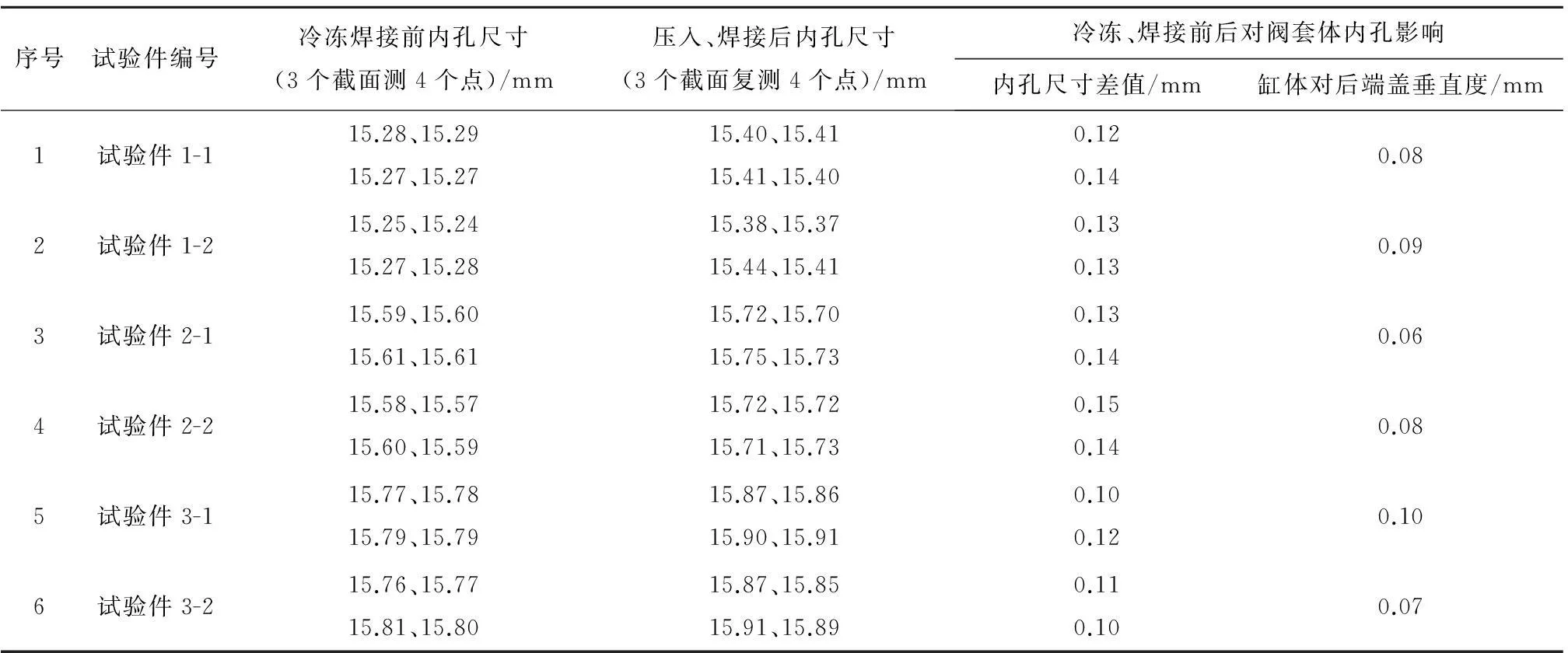
表1 冷冻及焊接前后阀套体内孔尺寸
2)利用铜棒对缸体进行适力敲打,以将个别卡滞在孔内的多余物振出。
3)将缸体放入超声波清洗机中,利用超声波清洗机对个别粘附在孔壁上的微小多余物颗粒进行清理。
最后,参照后端盖总成图样,对后端盖总成各油道口进行焊接封堵。这样由机械加工铁屑造成的缸体内多余物可完全清理干净。
改进后工艺流程如图5和图6所示。

图5工艺改进后阀套体主要工艺流程
图6工艺改进后堵头焊接时机
2.3.3试验结论
按改进后工艺生产的缸体,装配至油缸中,并进行试验验证,再无多余物出现,说明此工艺方法合理可行。
3技术创新点
1)根据此类油缸结构,在允许范围内应尽可能少留精加工余量,后续精加工由车削改为磨削,这样产生的铁屑为磨削颗粒,经清洗基本可以完全排出。
2)后端盖总成中的各堵头封堵工序调至缸体中阀套体精加工后进行,这样精加工产生的铁屑可先通过清洗尽可能地从各油道口完全排出。
3)多方法、多步骤加强对油缸缸体的清洗。
经过上述工艺改进,铁屑等多余物可以从油缸缸体中完全排出,从而消除质量隐患。
4结语
改进后的工艺,主要应用于有类似结构油缸缸体的加工技术领域,解决了工厂现有的加工难题,并且为有类似结构工件的加工制造提供了经验和工艺指导。通过本文研究,从摸索磨削余量入手,通过阀套体内孔加工技术的改进,找出了此结构内孔更加合理可行的加工技术;通过调整油道口堵头的焊接顺序,找出了最佳方案,杜绝了油缸多余物的残留。通过上述加工技术的改进,大大提高了产品的生产质量,使工厂在油缸多余物控制方面又有了一定的突破和提高。
参考文献
[1] 周士昌.液压启动系统设计运行禁忌470例[M].北京:机械工业出版社,2002.
[2] 姚春东.液压传动实用技术[M].北京:石油工业出版社,2001.

责任编辑彭光宇
Residue Control Research of the Structure of an Oil Cylinder
CHENG Jiancheng,QIN Jun,YANG Yongfang,CHEN Yanping,GUO Xiyuan,LIU Guangjuan,GUO Xudong
(Changzhi Qinghua Machining Factory, ChangZhi 046012, China)
Abstract:Residues are always the key hydraulic industrial quality control. According to a cylinder structure in the assembly and testing, quality problems are found in oil outlet position of retained metal residue. After analysis, find that many residues produced in the machining process of parts, and the design process of workpiece machining allowance surplus is larger. The processing order process problems lead to the final metal scrap iron can not be completely excluded. Through the improvement of the valve sleeve body hole processing technology, and exploring the grinding allowance of, find out more reasonable and feasible hole processing technology. Through the oil crossing plug welding sequence adjustment, find out the best scheme, and put an end to this kind of structure residual oil cylinder redundances.
Key words:oil cylinder, valve body, end cover assembly, plug, residues
收稿日期:2015-03-19
作者简介:程建成(1973-),男,高级工程师,硕士研究生,主要从事质量技术等方面的研究。
中图分类号:TH 137
文献标志码:A
猜你喜欢
科学与财富(2021年35期)2021-05-10
冶金设备(2020年2期)2020-12-28
煤矿机电(2019年4期)2019-08-22
煤炭工程(2019年1期)2019-02-19
现代制造技术与装备(2018年9期)2018-10-17
橡塑技术与装备(2018年2期)2018-02-19
中国新技术新产品(2016年21期)2016-12-08
中国设备工程(2015年2期)2015-12-27
汽车零部件(2014年5期)2014-11-11
筑路机械与施工机械化(2014年3期)2014-03-01
