
价值流图在边梁族生产线改造项目中的应用
2015-02-17 07:59崔高升李超群刘民东
新技术新工艺 2015年11期
崔高升,赵 娜,李超群,刘民东
(长治清华机械厂,山西 长治 046012)
价值流图在边梁族生产线改造项目中的应用
崔高升,赵娜,李超群,刘民东
(长治清华机械厂,山西 长治 046012)
摘要:以解决立体智能车库项目中边梁族部件生产占时过长造成的生产不均问题为目的,运用精益生产理论中价值流图工具改善产品物流,结合平准化和自动化生产理论,对原生产线进行精益改造,确定了新生产线的标准作业。实施后,生产时间由25.9 d缩短到12.1 d,产品一次交验合格率由98%上升为99.6%,减少了2名操作工,有效促进了该项目的均衡化生产,降低了生产成本。
关键词:价值流图;物流;平准化;自动化;标准作业
当社会进入市场需求向多样化发展的新阶段,相应地要求工业生产向多品种、小批量的方向发展。人们在实践中摸索、创造出了精益生产这样一种多品种、小批量混合生产条件下的高质量、低消耗的生产方式。
精益生产方式[1-2]改变了品质控制手段;消灭(减少)了各种缓冲区;增加了职工的参与感和责任感;仅在需要的地方采用自动化;以最终用户的需求为生产起点,强调物流平衡,追求零库存,要求上一道在必要时刻生产必要数量的必要产品进入下一道工序。其核心是消除一切无效劳动和浪费,通过不断地降低成本、提高质量、增强生产灵活性、实现无废品和零库存等手段,确保企业在市场竞争中的优势。
价值流图(Value Stream Mapping)[3]是实施精益系统、消除过程浪费的基础与关键点。应用价值流图,它能发现过程中何处产生浪费,识别精益的改进机会,通过数据量化找出生产现场的改善点,通过持续改进方法实现消除浪费、提升企业竞争力的最终目标。
目前,由于车间边梁生产布局不合理,导致生产工人无谓地等待,降低了生产效率;动作安排不合理,导致工人频繁拿起或放下工件,造成大量的浪费。采用价值流图分析流程中的问题,通过设计和实施平准化和自动化生产线,可以有效降低生产成本,提高生产效率和市场适应能力,进一步发掘企业的潜能。
1边梁生产物流分析
1.1价值流图概述
价值流图是绘制和设计全局物流和信息流的工具。它是以产品族为单位,用图形表示出各种活动,从用户到供应商跟踪产品的生产路径,在物流和信息流中仔细画出每一过程的代表图形。价值流图分析是以客户的观点分析现有价值流图中每一个活动的必要性,画出期待的价值流的未来状态图,并制定实施计划。
1.2边梁生产物流问题分析
边梁生产工艺路线为开卷、割缺口、钻孔和折弯。根据现场测量,绘制出现有生产设备现场布局图(见图1)。根据边梁生产工艺路线及现场测量,采集到生产基础数据(见表1),并根据测量每生产一个产品需要的时间(C/T)和平均换模时间(C/O)等绘制出目前产品价值流图(见图2),可以做出边梁的时间柱状图(见图3)。
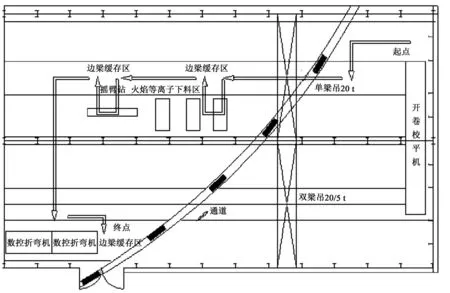
图1 原边梁生产物流图

图2 现状价值流图

图3 单件周期时间柱状图

作业工序开卷时间/s火焰时间/s钻孔时间/s折弯时间/s总计时间/sC/O540614.460620.4C/T100(增值)90(增值)300(增值)150(增值)640检验时间505010040240等待时间7006006005002400搬运时间120100200200620合计15108461214.49504520.4
通过现场实际测量和价值流图分析,得出如下结论。
1)设备采用机群式布置,边梁生产与配套件生产共享设备和天车资源,出现了资源争夺问题。
2)整个生产过程中工件的转运路线较长,并以大批量生产形式进行货物流转。
3)20 t单梁天车资源紧张,严重制约着整个车间的均衡生产,并造成了设备、人员及其他费用的直接上升,产成品成本偏高等问题。
4)整个生产路径中存在大量的在制品存货,缓存区直接设置在工件流转通道上,造成了流转通道不畅的问题。
5)钻孔是瓶颈工序,生产前置期为25.9 d,不能满足客户要求,增值比(VAR)仅为0.029%,资源浪费严重。
2边梁族生产线物流改造
2.1确定改造方案
针对目前市场供不应求、多条物流紊流和资源瓶颈问题,以及基于原物流改造成本和收益综合分析,决定重新改造一条边梁族生产线。要求生产线解决的问题包括产能有限问题、质量损失问题、成本偏高问题、资源瓶颈问题和多条物流紊流问题。
依据边梁生产线物流改造要求,采用价值流图绘制了目标价值流图(见图4)。并且根据车间现场设备布置情况进行了合理布局,重新设计的物流布局如图5所示。

图4 目标价值流图

图5 新物流布局图
2.2平准化、自动化物流设计
针对边梁生产流程增值和非增值活动进行识别后,得到了各工序单件作业分析表(见表 2)。利用表2数据绘制产品生产山积图[4](见图6)。
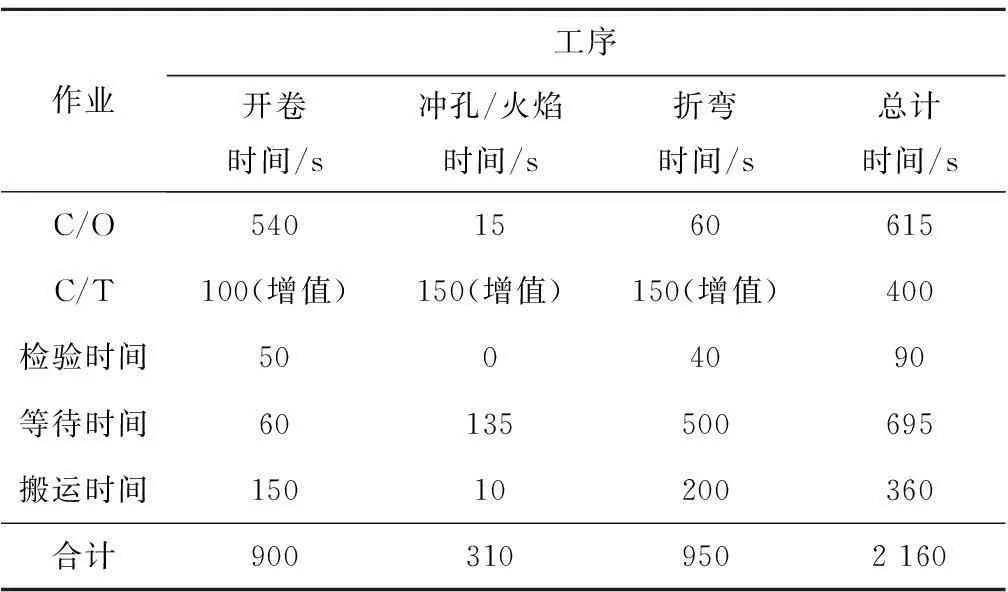
表2 各工序单件作业分析表
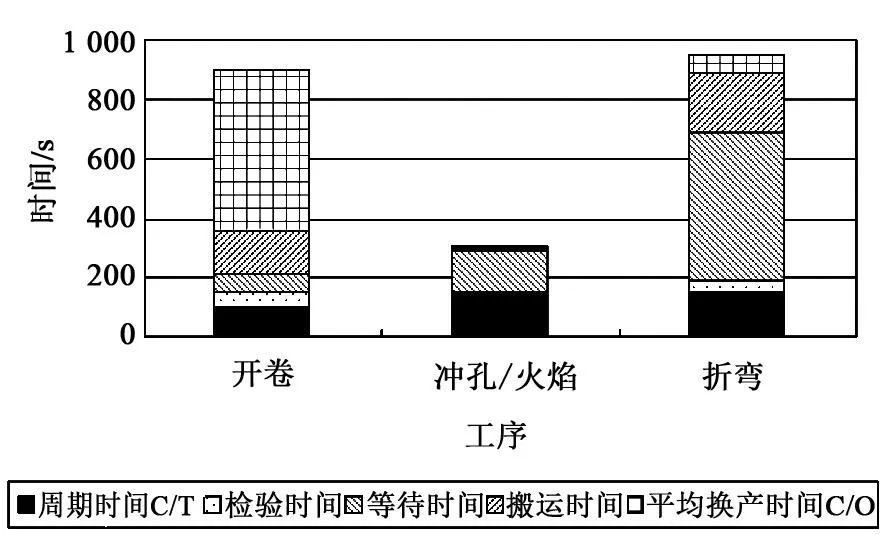
图6 生产时间山积图
对产品增值和非增值活动进行分析后可知,生产不均衡,主要问题集中在开卷机换产时间长、冲孔/火焰和折弯等待时间长等问题上。针对引起生产不平衡的问题,采取相应的措施,缩减开卷刀具换产时间,在冲孔/火焰和折弯工序增加自动化物流设备,并测定出标准作业。具体措施如下。
1)加强开卷机员工培训,使员工能够熟练操作开卷设备。
2)在冲孔/火焰工序设备处增加自动上料装置和自动送料装置(见图7)。

图7 冲孔及自动化改造图
3)在折弯机设备处增加自动上下料装置和自动送料装置(见图8)。
图8 折弯机自动化改造图
4)采用柔性流水线生产方式,并通过计算确定C/T。
5)采用设备自检方法,设计中充分考虑赋予设备人的能动性因素。
6)在流水线改造过程中采用了伺服电动和气动相结合的工作方式,并采用了大量接近开关等检测元件,利用电器控制实现不同工序的关联控制,使生产线具备一定的柔性生产能力。实施后,生产线平衡率有了较大的提升(见图9)。
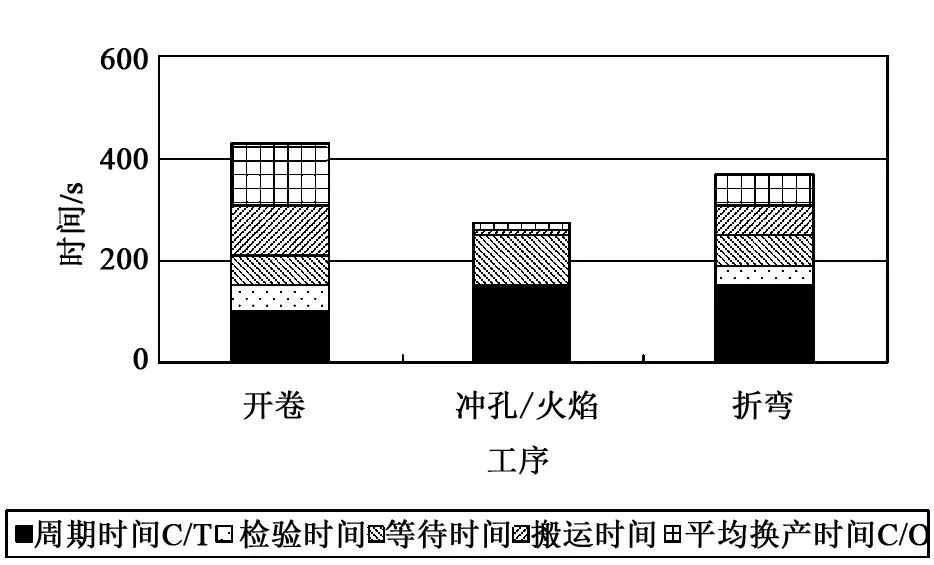
图9 平衡后生产时间山积图
3结语
改造生产线的投入使用很好地解决了生产中出现的物流紊乱问题,释放了天车资源,平衡了车间生产能力。通过采用价值流图分析,改造项目中避免了可能出现的新的浪费,较好地使用了平准化和自动化工具。实施后,生产前置期由25.9 d缩短到12.1 d,产品一次交验合格率由98%上升到99.6%,减少了2名操作工,解决了目前边梁生产这一车库生产瓶颈问题。
参考文献
[1] 刘树华,鲁建厦,王家尧. 精益生产[M].北京:机械工业出版社,2010.
[2] 韩鑫. 精益化生产在某锌厂的实施与成效分析[J] .新技术新工艺,2015(3):158-161.
[3] 大野耐一. 现场管理[M].北京:机械工业出版社,2012.
[4] 肖志军,党新民. 精益生产方式[M].深圳:海天出版社,2002.

责任编辑彭光宇
Application of Value Flow Chart in the Transformation Project of the Edge Beam Family
CUI Gaosheng, ZHAO Na, LI Chaoqun, LIU Mindong
(Changzhi Tsinghua Machinery Factory,Changzhi 046012, China)
Abstract:In order to solve the problem of uneven production of stereoscopic intelligent garage project side beam family member caused by excessive production accounts. The value stream mapping tool of lean production theory is used to improve the product stream, combined with leveling and automated production theory. Lean transformation is done to the original production line, and identify the standard operating new production lines. After the implementation, shorten production time from 25.9 d to 12.1 d, product inspection pass rate rise from 98% to 99.6%, decrease two operatives, and effectively promote the balanced production of the project, reduce the production costs.
Key words:value stream map, logistics, stabilization, automation, standard work
收稿日期:2014-09-09
作者简介:崔高升(1981-),男,工程师,硕士,主要从事机械设计、项目管理等方面的研究。
中图分类号:C 931
文献标志码:B
猜你喜欢
物流技术与应用(2020年11期)2020-03-11
物流技术与应用(2019年8期)2019-09-04
汽车观察(2018年12期)2018-12-26
消费导刊(2018年8期)2018-05-25
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
现代企业(2015年2期)2015-02-28
物流科技(2011年12期)2011-06-15
