
镍电解始极片压纹失败的分析及工艺改进
2015-02-17 07:59孙东明
新技术新工艺 2015年11期
张 彬,孙东明,涂 皓,童 切
(昆明理工大学 机电装备集成开发研究所,云南 昆明 650504)
镍电解始极片压纹失败的分析及工艺改进
张彬,孙东明,涂皓,童切
(昆明理工大学 机电装备集成开发研究所,云南 昆明 650504)
摘要:镍电解始极片的压纹是湿法电解精炼镍过程中一个十分重要的环节,压纹效果的好坏直接决定整体生产效率的高低。根据长时间生产实践的总结,介绍了镍电解始极片在压纹后平整度达不到要求的主要因素,并对该因素进行了分析,得到了参数化结论;依据该结论对镍电解始极片压纹工艺提出了改进建议,从而更好地提高了生产效率。
关键词:镍始极片;压纹;失败;工艺改进
当今社会对镍的需求量十分巨大,由于采用电解精炼镍板方法生产率和产品纯度高,被广泛使用。镍的电解精炼应先制作始极片,始极片平整度的好坏对保证最终电解产品的质量起着至关重要的作用。目前,国内大多数的镍冶炼企业一般都采用在一块体积大小相当的钛种板上,先通过电解沉积的方式“涂”上1~2 mm厚的镍层,再将它们剥离脱落;作为进一步电解的镍种板,经过粗矫和精矫装置矫正后,应经过辊压压纹工序,即利用压纹辊压出纵向的条纹,这一步可以在提高始极片种板表面平直度,消除内应力的同时,增强其刚度;再钉上镍片作为挂耳,便可以放到电解池中做进一步的电解生产了。而在工厂生产中,压纹工序往往会使镍始极片种板出现重新扭曲,甚至导致电解池内出现短路等状况,本文对出现这种现象的原因进行了分析,并加以改进[1-3]。

参考文献
[1] 田红军,都春义.新型混凝土制品养护控制系统开发及应用[J].新技术新工艺,2013(9):110-112.
[2] 肖力光.影响大掺量粉煤灰泡沫混凝土砌块性能的主要因素[J].房材与应用, 2003,29(5):25-27.
[3] 王莉莉.建筑废料再生混凝土的试验研究[D].西安:西北工业大学,2004.
[4] 王武祥.泡沫混凝土砌块的性能与生产[J].广东建材,1999(6):40-42.
[5] 王武祥,刘宁,罗栓定.泡沫混凝土在引黄工程洞穿管回填中应用[J].混凝土与水泥制品,2002,126(4):12-13.
[6] 王翠花,潘志华.蛋白质类发泡剂的合成及其泡沫稳定性[J].南京工业大学学报,2006,28(4):92-94.
[7] 王武祥.泡沫混凝土绝干密度与抗压强度的相关性研究[J].混凝土世界,2010,12(6):50-51.
[8] 李娟,王武祥.改善泡沫混凝土吸水性能的研究[J].混凝土与水泥制品,2001,10(5):42-43.
[9] 王武祥,谢尧生.泡沫混凝土在建筑物补偿地基中的应用[J].新型建筑材料, 1997,12(7):40-41.
[10] 王武祥,殷国良,李杨,等.JC/T 1062—2007 泡沫混凝土砌块[S].北京:中国建筑工业出版社,2008.
* 2014年中国石油大学(华东)研究生自主创新基金项目(14CX06067A)

责任编辑郑练
1压纹后镍始极片出现不平的原因分析
由于初步的电解过程非常复杂且难以控制,所以企业在生产过程中,所使用的始极片普遍存在缺陷,原因有如下几点:1)由于辊子的结构设计、制造和安装存在误差,导致下辊平行度达不到要求,微小的不平行就会导致整张镍始极片种板产生较大的扭曲;2)任何一张种板的厚度分布在压纹前都是不均匀的(见图1,阴影区域的不同图色代表不同的厚度),且这种厚度分布一般无规律可言,这种现象对平整度影响最大;3)每两张板的厚度也存在差异,故而单一尺寸的辊压装置并不适用。
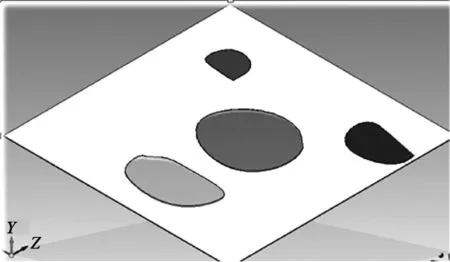
图1 镍始极片不均匀的抽象模型
虽然所用辊压装置的滚轮尺寸和间距的设计,在理论上是可以使始极片种板的辊压达到最优效果的,但也只针对完全平整的始极片种板。由于新剥离出的始极片存在上述3种缺陷,在利用辊压装置进行压纹处理时,整张始极片上的应力分布是不均匀的,且厚度大的区域还会把辊子垫高,使厚度较薄的地方在辊压过程中变形不充分(见图2),一些厚度偏大的区域和厚度较小的区域并没有被辊压整形到,这必然导致辊压过后的始极片依然存在厚薄不均,个别地方甚至产生新的弹性变形或弹性和塑性变形同时存在的不可控变化,使始极片产生卷曲等直接影响后期电解效果的隐患;同时,由于始极片种板的厚薄不均匀也极其容易导致辊压机构的上辊子倾斜(见图3),不仅影响本次辊压的效果,而且改变了辊压装置的安装公差,加大了加工误差,影响后续每一次的辊压。
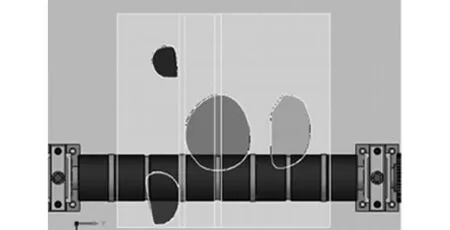
图2 厚薄分布无规律的始极片种板的辊压状况
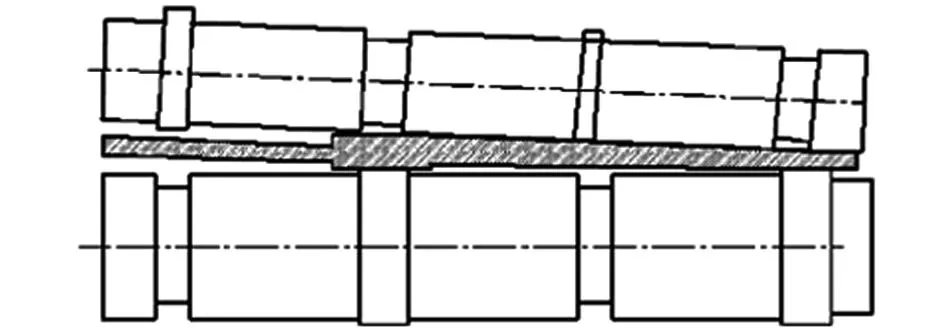
图3 厚薄不均匀的始极片种板在辊压时使上辊子倾斜
由于在生产中存在上述问题,在压筋工序结束后经常发现,很多镍始极片种板的平整度和刚度依然达不到要求。在实际生产中往往需要采用人工多次拍打的方式进行矫平,既浪费人力、工时,增加成本,也极不适应自动化大生产的需求[4-5]。
2主要原因的参数化分析
本文采用数值形式描述厚薄不均匀的镍始极片种板在辊压时的影响效果,影响效果的因素如图4所示。图4中阴影部分表示辊子,中间空白区域表示始极片种板。
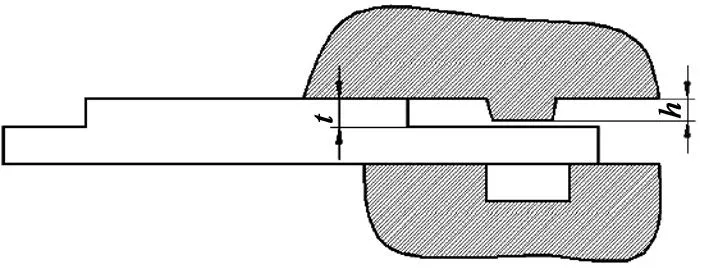
图4 影响辊压效果的因素
预设的压纹深度为h,镍始极片种板在压纹后的实际厚度变化是t,故实际的压纹深度可以表示为:A=h-t。当A值为正时,代表受压部位的厚度小于平均值;当A值为负时,代表受压部位的厚度大于平均值;当A为0时,代表受压部位的厚薄与平均值相等。
同时,应引入参数值X作为影响系数,来评论始极片种板上的厚薄分布对压纹效果的影响:X=t/h。当t值越大,而h值越小(即始极片种板的实际厚度变化越大,而预设的压纹的深度越小)时,对压纹效果的影响也就越明显,所导致始极片种板的变化的不确定性也就越大,将对辊压效果产生不利影响。
为了减轻这种不利影响,应将X值尽可能地减小,但是t和h值都受到具体生产条件的限制。t值无法控制;h值的大小除了受到辊子的生产、制造和安装等一系列条件限制外,还与压纹的工艺息息相关。
3工艺改进和装置改进
根据生产试验和其他相关研究结果[6-7],改进工艺如下。
1)工艺1。依然采用单一方向的辊压方式,但是将预设的压纹深度增大一些(见图5),这样h值就变大了,相对的,始极片种板上的厚薄不均的状况对辊压效果的影响将降低。图5中H为轮廓厚度,S为板厚。实践可知,压纹的深度一般≤3 mm,最佳约为1 mm,且板筋压的过深同样会导致整块板的扭曲变形,所以采用这种工艺有一定的限制。

图5将预设压筋深度加大
2)工艺2。保持和工艺1相同的轮廓厚度(H值不变),且预设的压纹深度同样加大。向板面的上、下2个方向同时压纹(见图6)。b为压纹宽度,F为间隔宽度,即未加工的区域。H=2t-S,始极片深度变化为t=(H+S)/2。
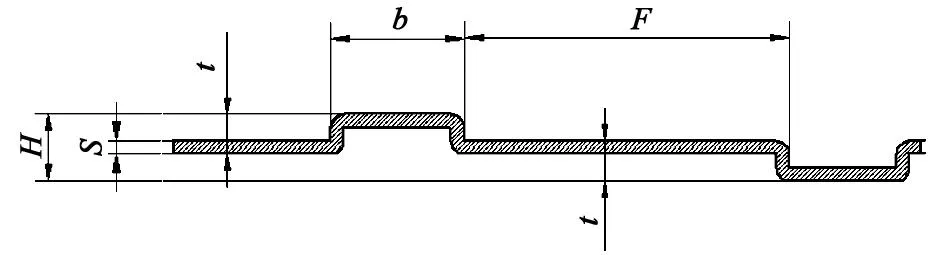
图6 向始极片种板正反面同时压筋
工艺2的压纹方式适用于始极片种板虽有厚薄分布不均但整体平面度较好的现象,相当于将工艺1的压纹深度分给了正、反2个筋,增大了强度的同时,由于板上有60%以上仍保持未加工的原始状态,虽然加大了压纹的深度,压纹过后板的平整度依然可以得到很好保留。
3)工艺3。采用筋上压筋的辊压方式(见图7),通过多次相反方向辊压,消除板上的应力集中现象,使90%以上的板面改变原始位置,使板的形状不决定于原始状态,最大限度地增加板的刚度与平整度。
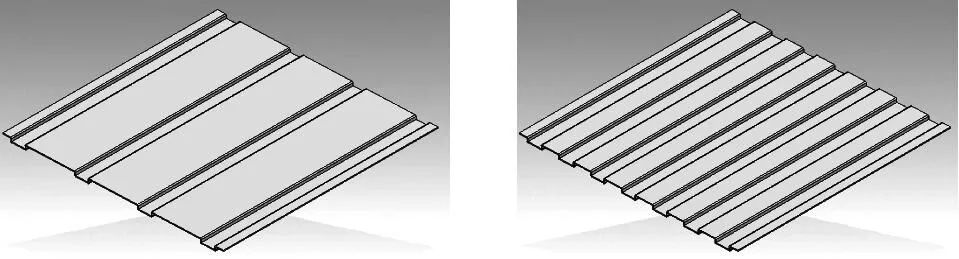
图7 筋上压筋的辊压方式
考虑改进矫平装置的层面,可以从如下几个方面改装。
1)采用辊压时,可以将辊子上不参与压筋的部分的尺寸减小,使始极片种板可以和辊子的施压部分充分接触,最大限度减少始极片种板板厚的不均匀对压筋的影响。
2)放弃辊压,采取整体平压的方式,上、下模板都是整张平板,但考虑到材料的特殊性,且后期电解时需要始极片种板的形状不能发生太大变化,故而矫平时施加的压力不宜太大;同时,板面较厚的部分会顶起压模,致使薄的部分变形不充分,可以在下模板上加上橡胶板。
3)保持下模板是整块模板不变,将上模板由整块模板改为N块小模板,这样可以极大改善始极片厚薄不均匀对压筋的影响。一般规律是,N值越大,效果越好,但是无法将上模板的数目无限增加。
4结语
始极片上的厚薄分布不均匀是影响其压纹效果的主要原因,压纹失败带来的后果严重影响后期电解生产的效率。将压纹工艺进行改进,适当加大压深,以及向相反方向反复压筋等,在提高板面平整度的同时,也提高了始极片的刚度,在提高生产效率的同时,也提高了最终产品的质量。
[1] 李健锋,吴张永,袁锐波,等.铜电解始极片压纹矫平装置的分析与改进[J].机床与液压,2008,36(4):373-374.
[2] 陈浩.大极板始极片机组综合矫平装置及其改进[J].有色冶金设计与研究,2013,34(6):55-56.
[3] 韩继先,于慧敏.镍铬接触对接触电阻失效原因分析[J].新技术新工艺,2012(12):125-129.
[4] 周荣华,吕景文.提高始极片合格率的生产实践[J].冶金丛刊,2004,154(6):32-33.
[5] 昌向阳.轧制法生产始极片的工艺及应用[J].矿冶工程,2003,23(2):91-92.
[6] 周江豹,董为民,张建勇.基于ANSYS/LS-DYNA铜始极片矫直过程动态仿真分析[J].矿冶.2008,17(3):88-95.
[7] 张小兵.镀层薄板拉伸过程中镀层厚度变化影响因素分析[J].新技术新工艺,2014(9):8-10.
责任编辑郑练
Analysis and Process Improvement about the Failure of Emboss of the Starting Sheet of Nickel Electrolysis
ZHANG Bin, SUN Dongming, TU Hao, TONG Qie
(Institute of Mechanical and Electrical Equipment Integration and Development,
Kunming University of Science and Technology, Kunming 650504, China)
Abstract:The embossing of starting sheet of nickel is a very important procedure for the wet electrolytic refining of nickel, and the embossing effect determine the production efficiency directly. The main reason that the flat starting sheet of nickel electrolysis can’t meet the requirement after emboss is introduced according to the long time production practice summary. Analyze the main reason to get the parameterized conclusion. At last, put forward some suggestions about the process improvement of the emboss starting sheet of nickel electrolysis based on the conclusion, and improve the efficiency of production better.
Key words:the starting sheet of nickel, emboss, failure, process improvement
收稿日期:2015-04-07 2015-04-27
作者简介:颜庆智(1962-),男,教授,博士,主要从事工程可靠度、结构工程等方面的研究。 张彬(1990-),男,硕士研究生,主要从事机械制造及其自动化等方面的研究。
中图分类号:TF 803
文献标志码:B
猜你喜欢
青春岁月(2016年22期)2016-12-23
青春岁月(2016年22期)2016-12-23
中外文摘(2016年14期)2016-10-31
课程教育研究·学法教法研究(2016年21期)2016-10-20
投资与理财(2016年8期)2016-08-12
上海医药(2016年3期)2016-03-23
