PLC技术在通用继电器综合检测机中的应用
2015-03-05 09:00张科平杨荣军齐江宁
机电元件 2015年3期
张科平,杨荣军,齐江宁
(陕西群力电工有限责任公司,陕西西安,721300)
PLC技术在通用继电器综合检测机中的应用
张科平,杨荣军,齐江宁
(陕西群力电工有限责任公司,陕西西安,721300)
应用PLC作为主控制机,以触摸屏为人机操作界面,并显示和设置相关信息、参数。实现了自动化检测产品的相关参数,极大地提高了产品的检测效率和生产能力,降低了劳动强度,同时对继电器自动化生产线中难度较大的步进电机驱动和机械手的定位设计也作了阐述。
PLC应用;触摸屏;步进电机;系统控制;单机自动化设备
1 引言
近年来,随着生产需要的发展,产品订货合同剧增,现有的生产能力和模式已无法满足生产的需要,实现生产和检测环节的自动化成为必然的选择手段。我们应用PLC和触摸屏相结合的技术,研制的通用继电器综合检测机通过了我公司新产品新技术鉴定,获得公司2010年“工艺技术进步”特等奖;同时荣获“陕西电子信息集团科技进步二等奖”。
2 研制要求
实现通用继电器产品的半成品及成品的全自动在线检测,对相关参数不合格的产品进行自动分类检出。
3 设计和结构
为实现产品相关参数的在线自动化检测,我们以PLC作为主控制机,以触摸屏为人机操作界面,并显示和设置相关信息、参数。
PLC是可编程序控制器的简称,是计算机技术与继电器逻辑控制概念相结合的一种新型控制器,它是以微处理器为核心,用作数字控制的专用计算机。它内置高速计数器,具有逻辑运算控制、输入输出刷新、中断、输入滤波时间调整、恒定扫描时间等功能,其设备体积虽小,功能却十分强大。
根据我们对该设备的功能要求及实现方式的设想,我们选用松下的FPΣ系列PLC来完成整个设备的动作控制,以简化设备的控制逻辑线路。该PLC体积小巧,功能强大,内置高速计数器和脉冲输出单元,便于实现2轴步进电机的控制。测试仪测试结果的转化并将结果传送给松下PLC来达到自动化控制的目的。图1是松下PLC为本设备的核心部件,设备的所有动作均由其中的程序来控制。

图1 系统控制图
首先由松下PLC控制设备将产品送至相应的检测工位,并发出检测指令,检测结果返回给松下PLC,松下PLC根据检测结果驱动不良品步进电机带动机械手将不良品抓出,合格品送入合格品收集料盘。检测参数依据我公司Q/RGn0107-95文件。其工艺流程见图2。
设备的动作顺序及逻辑控制在这里就不再赘述了,仅就难度较大的步进电机驱动和机械手的定位设计略作阐述。
松下PLC内置高速计数器、脉冲输出单元,并有相应的指令,因此很容易实现步进电机的控制。本设计在料盘进料部分用了一个步进电机,实现逐次将料盘中的一排继电器推入进料轨道的功能。在不良品排出时机械手部位用了一个步进电机,实现将检测不合格的产品由步进电机驱动机械手从行进轨道中抓出,并分类放置的功能,如下图3所示。

图3 步进电机分类检出
在本设计中多次应用了SPDH(F171)、PLSH (F172)两条高级指令。SPDH(F171)指令是脉冲输出(带通道指定)指令,格式为:
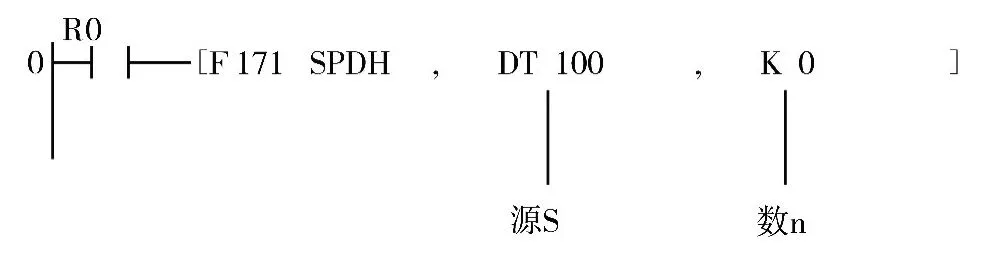
源S是脉冲输出的参数表的起始地址,一般用数据寄存器DT来表达。
数n指定输出脉冲的通道,K0为CH0通道;K1为CH1通道。SPDH(F171)指令的参数表由从源S到S+11共12个数据寄存器组成,分别指定控制代码、初始速度、最大速度、加/减速时间和目标值,如下图4所示。

图4 指令格式
其中,控制代码(S,S+1)由8位1 6进制数组成,其意义如下图5:

图5 控制代码格式
为了能将从行进导轨中夹出的不良品准确分类放入不良品导轨中,采用了绝对值控制模式(按照目标设定值与当前值之差输出脉冲),此控制参数定为H1113。指令PLSH(F172):JOG运行指令,在本项目中作为调试产生各个不良品导轨与行进导轨间的距离参数(脉冲数)的指令。步进电机控制程序如下图6所示。

图6 步进电机控制部分程序段
指令中,可以看到:
⑴参数表的控制代码为H1113,即H00001113,表示加/减速段数为30段,每段的频率增量△f= (12000-1000)÷30=366.6Hz,每段的时间增量△t=250÷30=8.3mS;占空比25%;频率范围48Hz~100kHz;采用绝对型PLS+SIGN(正向ON/反向OFF)动作模式;
⑵初始速度为1000Hz;
⑶最高速度为12000Hz;
⑷加/减速时间为250mS;
⑸目标值500Hz;
⑹脉冲停止0Hz。

图7 步进电机手动操作程序段
由于机械加工误差和零件装配误差,使得机器装配完成后,机械手原点到各个不良品轨道的距离不确定,因此,调试时还使用该指令手动操作,向前或向后将机械手从原点(行进轨道的中线)分别移动到各个不良品轨道中心线上时实际产生的脉冲数记录到指令寄存器中,作为实际工作中的参数,这样就使得调试变得更加容易见图7。经过多台设备的制造、调试,该方法非常好用,使得每台设备的调试工作简单易行。
4 结论
经过近三年多的生产运行,新设备的投入运行,极大地提高了公司的生产能力和生产效率,大幅降低了生产成本,提高了产品质量,减轻了生产工人的劳动强度,改善了生产条件,达到了预期目的。
[1] 侯益坤.FP系列PLC技术与应用.机械工业出版社,2009.10.
[2] 史国生.电气控制与可编程控制器.化学工业出版社,2005.04.
[3] 常斗楠.PLC运动控制实例及解析.机械工业出版社,2009.10.
10.3969/j.issn.1000-6133.2015.03.007
TN784
A
1000-6133(2015)03-0025-03
2015-04-13
工艺与材料
猜你喜欢
流体机械(2022年5期)2022-06-28
铁道通信信号(2020年8期)2020-02-06
制造技术与机床(2018年11期)2018-11-23
摄影之友(影像视觉)(2018年10期)2018-11-06
制造技术与机床(2017年4期)2017-06-22
电子制作(2016年23期)2016-05-17
通信电源技术(2016年1期)2016-04-16
汽车维修与保养(2015年1期)2015-04-17
中国摄影(2014年9期)2014-09-24
自动化博览(2014年10期)2014-02-28