
Ti3Al和Ti2AlNb合金扩散连接界面的组织及力学性能
2015-03-07 05:29李万青魏红梅高丽娇林铁松李小强赫兰春
材料工程 2015年1期
李万青,魏红梅,何 鹏,高丽娇,3,林铁松,李小强,赫兰春
(1 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001; 2 北京航空材料研究院,北京 100095; 3 北京星航机电装备有限公司,北京 100074)
Ti3Al和Ti2AlNb合金扩散连接界面的组织及力学性能
李万青1,2,魏红梅1,何 鹏1,高丽娇1,3,林铁松1,李小强1,赫兰春1
(1 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001; 2 北京航空材料研究院,北京 100095; 3 北京星航机电装备有限公司,北京 100074)
采用直接扩散连接Ti3Al和Ti2AlNb合金,研究了连接压力、连接温度、保温时间等工艺参数对接头界面组织形貌及性能的影响。利用扫描电镜、能谱分析和X射线衍射等方法观察分析了界面组织结构,并测试了接头的力学性能。结果表明:直接固相扩散连接接头的典型组织为Ti3Al/O相+α2相过渡层/富B2层/Ti2AlNb。当连接温度为1000℃,保温时间60min,连接压力为5MPa时获得的接头室温抗剪强度为635MPa,室温抗拉强度为795MPa,均断裂于Ti3Al母材一侧。经1000℃/60min热循环后Ti3Al母材的抗拉强度下降至原始母材的76%。连接温度低于950℃或保温时间小于60min会导致未焊合等缺陷;温度高于1050℃或保温时间超过120min则导致Ti3Al发生相变。
扩散连接;Ti3Al合金;Ti2AlNb合金;微观组织;性能
Ti3Al合金相比Ti基合金具有较高的弹性模量和抗蠕变力,作为新兴的高温结构材料已得到广泛深入的研究[1],成为Ti-Al系金属间化合物中最优先接近实用化的材料[2-4]。但是单相的Ti3Al金属间化合物的室温塑性仍然在1%以下[5,6],在改善其塑性的工作中,引入第二相的合金化方法取得了较大进展。其中Ti2AlNb合金是一种Nb含量较高的Ti3Al合金,具有较高的比强度、优良的塑韧性和抗蠕变能力,是一种较有潜力的航空航天发动机热端部件结构材料[7-9]。使用Ti2AlNb合金代替传统高温合金可以降低发动机和运载工具本身的质量,提高发动机的比推力和效率[10,11]。但是较高的Nb含量使Ti2AlNb密度比Ti3Al大,预期选用Ti2AlNb为环体,Ti3Al为叶片的结构,可以达到更好的减重效果。因此研究二者的连接对于拓宽其应用领域具有十分重要的意义[12,13]。
目前对Ti3Al合金的连接方式主要有熔化焊、钎焊和扩散焊三种方法:熔化焊和钎焊往往容易引入杂质使得接头性能降低,而扩散连接可以实现同种材料或者异种材料之间高质量的连接。Threadgill[14]采用扩散焊连接了a2和超a2合金。钱锦文等[15]以Nb/Ni为中间层扩散连接Ti2AlNb和GH4169合金,得到了Ti2AlNb/高Nb的O相/Ti-Nb固溶体/残留Nb层/Ni3Nb2/Ni6Nb7/GH4169的界面组织。许多研究结果显示,连接温度影响的相变以及接头处的成分梯度是Ti3Al合金扩散连接需要关注的问题。目前关于Ti3Al和Ti2AlNb的扩散连接报道较少,本工作进行Ti3Al和Ti2AlNb两种合金的扩散连接,因二者具有相似的物理化学性质,故选用直接扩散的方法连接Ti3Al和Ti2AlNb,研究工艺参数对直接固相扩散连接接头界面组织和力学性能的影响。
1 实验方法
实验用Ti3Al原子比为Ti-23Al-17Nb,由初生α2相、初生片状O相和基体B2相组成,密度为4.5g/cm3,母材沿轧制方向的室温和650℃高温抗拉强度分别为966MPa和698MPa。Ti2AlNb合金成分为Ti-17Al-25Nb,由O+B2相两相组成,密度为4.9g/cm3。母材沿轧制方向的室温和650℃的平均抗拉强度分别为1096MPa和809MPa。
实验前采用电火花线切割的方式将Ti2AlNb合金加工成6mm×4.5mm×3mm尺寸试件。将Ti3Al合金加工成8mm×8mm×3mm尺寸试件用于金相观察和15mm×8mm×3mm尺寸试件用于剪切性能测试,拉伸实验所用Ti2AlNb和Ti3Al试件尺寸均为30mm×15mm×3mm,经电火花线切割和砂纸打磨之后进行拉伸实验。
农业机械化是农业发展的方向。国家应对农业机械技术培训给予高度重视,加强对农业机械技术人才的培训和教育,还要有效组织农业机械技术培训工作。根据农村地区发展的实际情况,采取多样化、创新性的培训措施,使农民在理解的基础上加以掌握,切实提高农民的机械操作能力。加强宣传教育,激发广大农民群众参与培训的热情。在实践中发展农业科技,推动我国农业向着机械化、现代化的方向发展。
实验前使用200~2000#砂纸对Ti3Al和Ti2AlNb母材待焊表面进行逐级打磨,之后将其置于丙酮溶液中超声清洗10min,以去除表面油污。装配后放入Centorr CVI M60真空炉(真空度约为2×10-2Pa)中扩散连接。固相扩散连接Ti3Al与Ti2AlNb合金所采用连接温度为850~1050℃,保温时间为15~120min,连接压力为3~10MPa。制备完成的试样由电火花线切割,经逐级砂纸打磨、抛光、腐蚀之后,采用扫描电镜观察接头显微组织和断口形貌,利用能谱仪和X射线衍射仪分析接头成分。使用INSTRON MODEL 1186电子万能试验机对连接接头进行抗剪强度测试和抗拉强度测试,加载速率为0.5mm/s,接头强度通过计算5个有效强度的平均值获得。
2 实验结果与分析
2.1 连接压力对接头界面组织和性能的影响
在扩散连接过程中,最基本的要求是对母材表面的物理接触,对待焊母材加压是一个重要的方法,在宏观压力作用下,微观不平的表面局部接触点开始接触,最终达到全面物理接触,这是形成冶金结合的前提条件,因此连接压力是扩散焊接中的重要参数。
本节中对不同连接压力下Ti3Al和Ti2AlNb合金直接固相扩散焊的接头界面微观组织进行研究。理论上随着连接压力的增加,母材接触更有效,接头界面元素扩散更加充分,接头的焊合率逐渐增大。图1为不同连接压力在950℃保温60min时的接头显微组织,可以看出,接头区域的组织在各个压力参数下并未发生明显的变化,这可能是由于Ti3Al和Ti2AlNb母材自身具有良好的塑韧性,因此在扩散连接的高温条件下,只需要较小的压力就可以使母材发生初步接触,在一定连接温度和保温时间下便可形成扩散层。由图1可见,虽然不同压力下都实现了较好的物理接触并形成了扩散反应层,但是从微观晶粒的角度观察,5MPa和7MPa压力形成接头的晶粒尺寸小于3MPa和10MPa的接头。这说明连接压力过小使得界面扩散反应不够充分,连接压力过大则会导致接头母材中的B2相晶粒一定程度上的长大,晶粒粗化。
图2为在950℃保温60min条件下,连接压力对Ti3Al/Ti2AlNb接头抗剪强度的影响。分析认为,连接压力较低时,不利于原子扩散以及回复和再结晶,而随着连接压力的增大,界面微观孔洞逐渐消失,使得接头界面接触充分,界面被充分激活,促进回复和再结晶,可获得冶金结合良好的接头。但当压力过大时,在一定程度上促进了自扩散,导致母材中的相晶粒粗化,接头强度有所下降。
2.express是动词,意为“表达;表示;显而易见”。express one’s thanks意为“表示谢意”;express oneself意为“表达自己的意思”例如:
考虑到煤炭矿区规划分阶段实施,评价指标提出了阶段指标值,即近期(2010年)、中期(2015年)及远期(均衡期)目标值,详见表1。
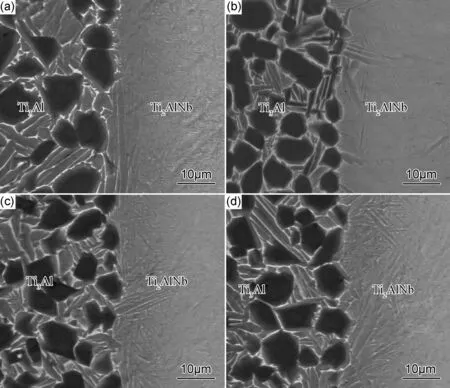
图1 连接压力对接头界面形貌的影响(T=950℃,t=60min) (a)3MPa;(b)5MPa;(c)7MPa;(d)10MPaFig.1 The influence of bonding pressure on interface morphology of joint (T=950℃,t=60min) (a)3MPa;(b)5MPa;(c)7MPa;(d)10MPa

图2 连接压力对接头抗剪强度的影响(T=950℃,t=60min)Fig.2 The influence of bonding pressure on shear strength of joint (T=950℃,t=60min)
瞭望台是森林防火工作的第一线,王宝生和他的同事两个人需要24小时不间断的瞭望,尤其是冬春时节持续干旱和夜里起大风的极端天气,风大的时候,炉子的烟根本抽不出去,会被大风压下来,满屋都是烟。王宝生索性就不生火取暖了,而是裹着大衣里三层,外三层的整夜瞭望。
2.2 保温时间对接头界面组织和性能的影响
2.3 连接温度对接头界面组织和性能的影响
但是当保温时间达到120min时,如图3(d)所示,Ti3Al母材一侧发生的相变与温度过高时相似,黑色块状α2相消失,形成编织状的魏氏组织结构。这是由于原子扩散不断进行,α2相逐渐溶解,含量下降,相应的B2相增加,最终导致晶粒粗化。
当保温时间达到60min时,Ti3Al/Ti2AlNb界面处元素扩散更加充分,界面反应层厚度逐渐增加,界面分界逐渐消失。在界面处形成板条状的O相组织,靠近Ti2AlNb侧有富B2相层存在(图3(c))。分析认为这是由于Al原子扩散较快,Nb原子在Ti2AlNb留存下来形成富B2相区。
在保温时间t=60min,连接压力P=5MPa的工艺条件下,对不同连接温度下的接头组织进行抗剪强度测试,如图7所示。可以观察到,当温度处于较低范围850~900℃,剪切应力达到最大极限时载荷迅速消失,表现为脆性断裂。而当温度在950℃以上,载荷达到最高点时会有一段时间的屈服,并且其屈服范围较大,具有较好的塑性变形,表现为塑性断裂。
T=850℃,t=60min,P=5MPa 时的剪切断口显微组织如图8所示,断口能谱分析结果如表1所示。图8中C区域的成分接近于接头界面的成分,而白亮的B区域中Nb含量较高,综合分析断裂发生于Ti3Al/Ti2AlNb界面焊缝处。连接温度较低时,剪切实验的断裂发生在界面焊缝处,此时焊缝质量较差。
根据不同水平段长度累产油量数值模拟结果,随着水平段长度的增加,单井累油量始终呈增加趋势,但增幅逐渐变缓(图4)。另外,根据完井压裂对水平段井筒质量的要求(要求水平段全角变化率<6°/(100m),井眼扩大率<5%),完井工具的顺利下入要求轨迹自A至B靶点为单斜构造形态(图3)。义123块呈“锅底状”构造,将区块划分为两个井区部署,综合考虑储层展布范围及A靶点中靶厚度要求,设计水平段长度为900~1 700m。
实验用的污泥取自合肥市望塘污水厂二沉池,污泥浓度为15 g/L,静置后去除上清液,将污泥均匀倒入反应装置。厌氧发酵实验在水浴恒温振荡器中进行,以维持其厌氧发酵温度并防止菌群结集,温度设为30°C,转速为80 r/min。
图3为连接温度1000℃,连接压力5MPa条件下,保温时间对接头界面组织的影响。由于两种母材原子含量相差不大,扩散程度主要依赖于连接温度的升高和保温时间的延长。当保温时间为15min时,Ti3Al/Ti2AlNb接头处有比较明显的界面分界(图3(a))。随着保温时间的延长,Ti3Al和Ti2AlNb的元素互相扩散,保温30min时界面处主要形成板条状的O相和次生片状α2相,B2相仍以基体相的成分存在(图3(b))。
综上所述,只要保证母材试样制备规范,连接温度和保温时间等工艺参数在合理范围内,连接压力并不是影响Ti3Al/Ti2AlNb接头界面显微组织和力学性能的主要因素。后续实验中,连接压力均选为5MPa。
在保温时间为60min,压力5MPa不变的前提下,改变连接温度,观察分析连接温度对Ti3Al/Ti2AlNb接头界面组织和力学性能的影响。图5所示为不同连接温度下接头显微组织照片,图中左侧为Ti3Al,右侧为Ti2AlNb。
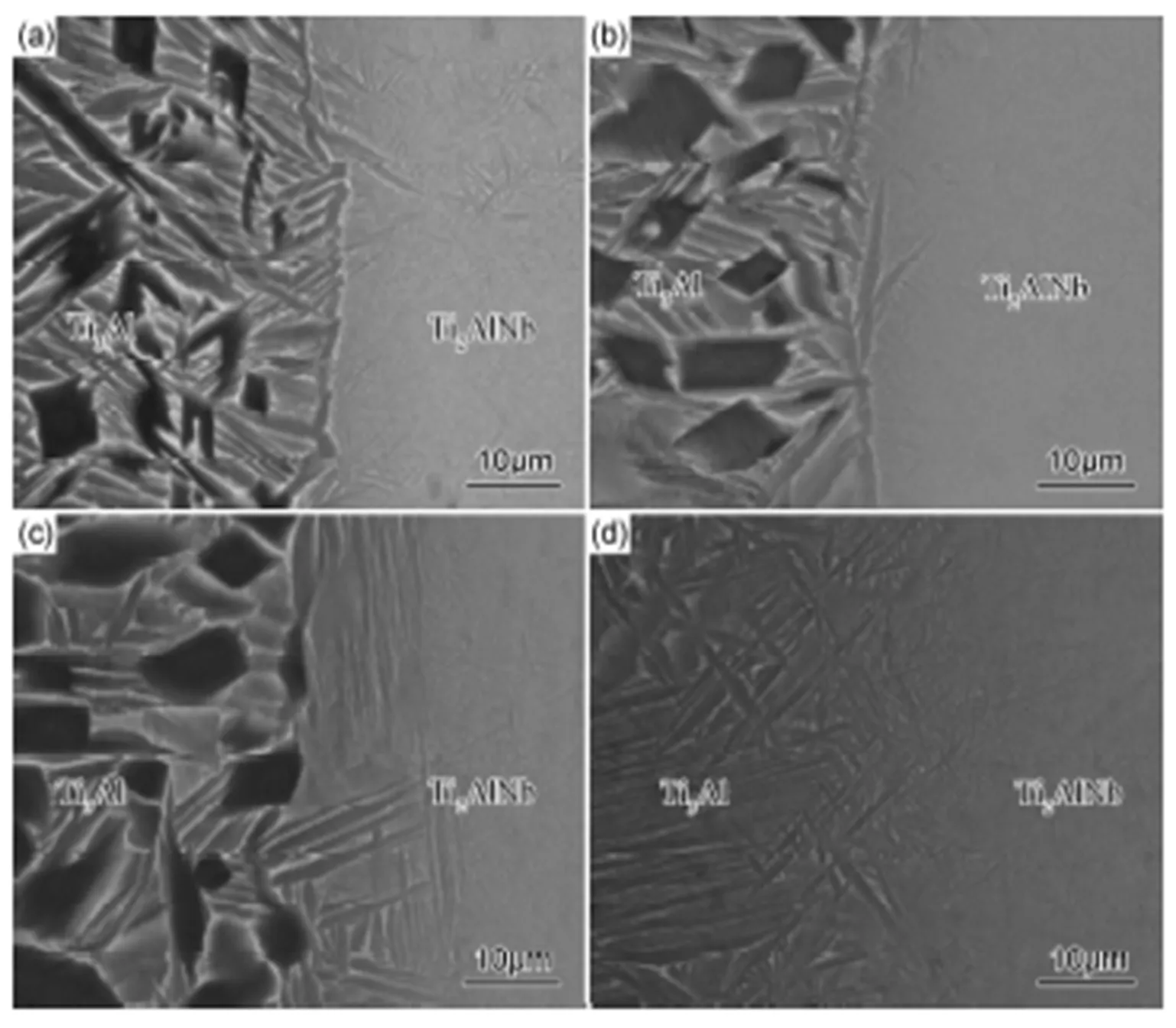
图3 保温时间对接头界面组织的影响(T=1000℃,P=5MPa) (a)15min;(b)30min;(c)60min;(d)120minFig.3 The influence of holding time on interface morphology of joint(T=1000℃,P=5MPa) (a)15min;(b)30min;(c)60min;(d)120min
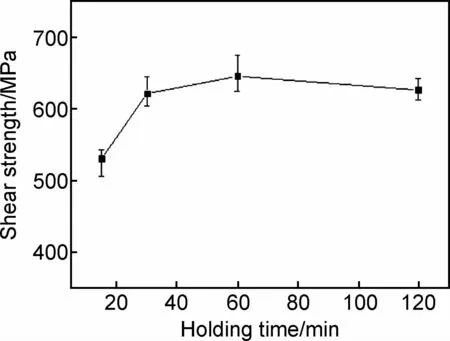
图4 保温时间对接头抗剪强度的影响(T=1000℃,P=5MPa)Fig.4 The influence of holding time on shear strength of joint (T=1000℃,P=5MPa)
当温度较低时,如图5(a),(b)所示,在接头处有明显的界面分界,原子扩散不充分,存在未焊合或孔洞。随着温度的升高,如图5(c),(d)所示,Ti3Al/Ti2AlNb界面孔洞消失,形成连续的扩散层,并且界面区域元素扩散程度逐渐加深,反应层逐渐加厚。但是当连接温度上升到1050℃时,如图5(e)所示,Ti3Al侧母材发生了明显的相变,黑色块状α2相消失,焊缝中具有粗大等轴的原始B2相晶粒,在B2相晶界上有完整的α2相网,且在B2相晶内有长条状α2相,α2相间夹有B2相,形成呈编织状的魏氏组织。
为进一步研究连接温度对Ti3Al母材组织的影响,对原始母材和经过T=1050℃,t=60min热循环的母材进行XRD物相分析,结果如图6所示。从图6(a),(b)的对比中可以发现,原始Ti3Al母材中主要由α2,B2和O相组成,但是当母材经过1050℃的热循环之后,α2相明显减少,主要以B2相存在。与上述分析结果相同,即Ti3Al母材经过1050℃高温热循环之后,自身会发生相变。
爷爷从兜里掏出个蓝绸手帕裹着的包,打开手帕里面是枚翡翠手镯。爷爷把手镯递给权筝:“拿着,这是奶奶临走时留下的,指定要给何东的媳妇。谁也别不服气,谁让他是长孙呢。”
保温时间会影响接头的力学性能。图4为T=1000℃,P=5MPa时,保温时间对接头室温抗剪强度的影响。可以看出,当保温时间为15min时,由于界面处元素扩散并不充分,接头结合力较差。随着保温时间的延长,接头的室温抗剪强度逐渐升高,达到635MPa左右,并且接头抗剪强度在较宽的保温时间范围内保持较高的水平。这说明抗剪强度值与显微组织分析结果相一致。
推动行政机关堵塞漏洞。通过公益诉讼案件办理,主动加强与行政机关的沟通联系,使行政执法部门充分理解检察机关提起公益诉讼对于推动问题解决、促进依法行政、建设法治政府的重要意义和作用,严格依照法律规定的权限和程序,全面、正确、及时地履行监管职责。对于检察机关在公益诉讼中发现的普遍性行政违法问题,注重源头治理,建立健全长效工作机制,完善行政执法工作规程。
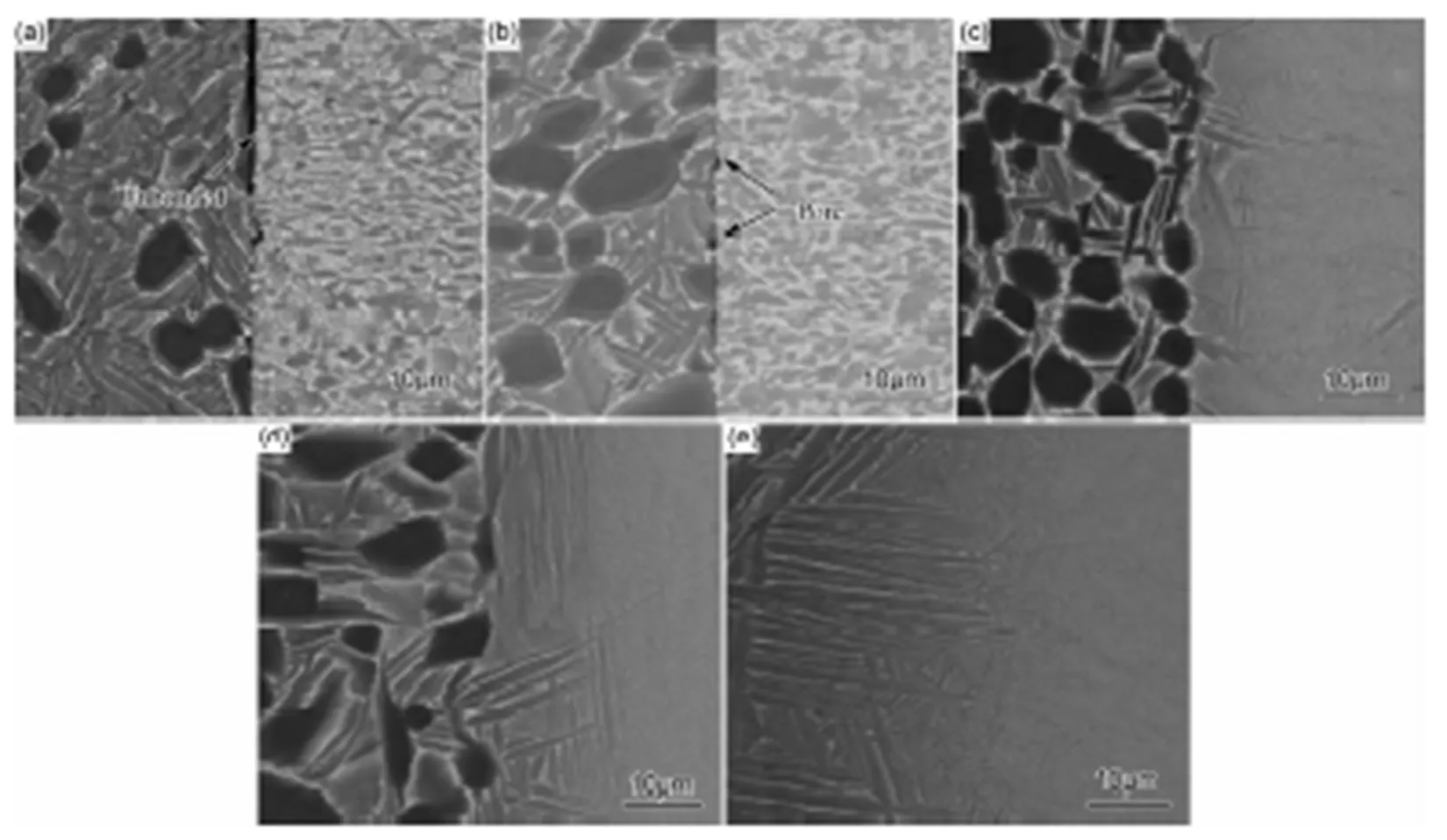
图5 连接温度对接头界面组织的影响(t=60min,P=5MPa) (a)850℃;(b)900℃;(c)950℃;(d)1000℃;(e)1050℃Fig.5 The influence of bonding temperature on interface morphology of joint(t=60min,P=5MPa) (a)850℃;(b)900℃;(c)950℃;(d)1000℃;(e)1050℃

图6 Ti3Al母材的X射线衍射谱 (a)原始Ti3Al母材;(b)经热循环的Ti3Al母材Fig.6 XRD patters of Ti3Al alloy (a)original Ti3Al alloy;(b)Ti3Al alloy after thermal cycling

图7 不同连接温度接头的剪切载荷-应变曲线 (a)850~900℃;(b)950~1050℃Fig.7 Load-strain curves of the joints at different bonding temperatures (a)850-900℃;(b)950-1050℃
对950℃/60min/5MPa接头的XRD分析如图9所示,断口处主要以α2相、O相和B2相为主,与Ti3Al母材中的相相同,确认其断口位于Ti3Al母材一侧。这说明随着连接温度的升高元素扩散逐渐充分,Ti3Al/Ti2AlNb界面结合紧密,焊缝质量提高。

图8 断口的显微组织(850℃/60min/5MPa)Fig.8 Fracture microstructure(850℃/60min/5MPa)
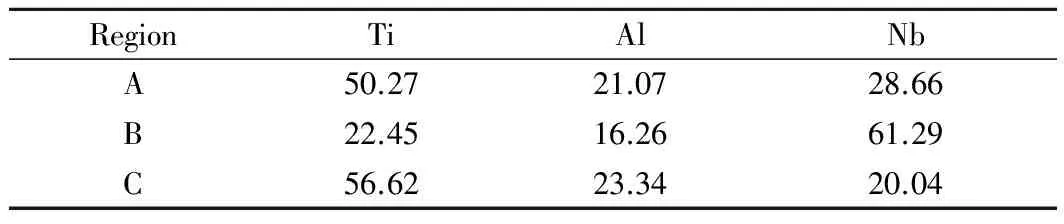
RegionTiAlNbA50.2721.0728.66B22.4516.2661.29C56.6223.3420.04

图9 断口的XRD谱(950℃/60min/5MPa)Fig.9 XRD pattern of the fracture(950℃/60min/5MPa)
在保温时间60min,连接压力5MPa的工艺参数下,连接温度对Ti3Al/Ti2AlNb接头抗剪强度的影响如图10所示,随着连接温度的升高,抗剪强度提高。当连接温度上升至1000℃时,原始的连接界面已完全消失,扩散充分,结合良好,抗剪强度达到635MPa左右。然而扩散连接温度过高时,母材的组织会发生相变。因此,1000℃是Ti3Al/Ti2AlNb直接固相扩散连接的优选工艺温度。
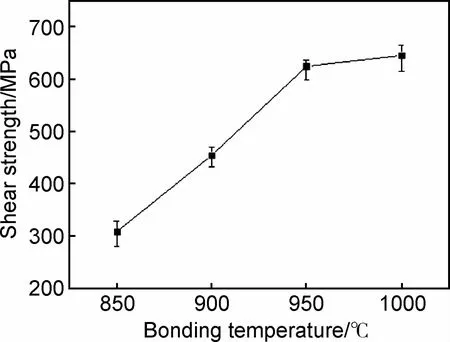
图10 连接温度对接头抗剪强度的影响(t=60min,P=5MPa)Fig.10 The influence of bonding temperature on shear strength of joint (t=60min,P=5MPa)

图11 拉伸试样照片(1000℃/60min/5MPa)Fig.11 Photo of tensile sample (1000℃/60min/5MPa)
为进一步研究连接温度对接头性能的影响,选择最优工艺1000℃/60min/5MPa的连接试样进行拉伸实验,实验结果同样表明断裂发生于Ti3Al母材侧,如图11所示。接头平均抗拉强度值为795MPa,但是Ti3Al母材室温拉伸实验的测试强度平均值约为1046MPa,接头处的Ti3Al母材强度低于原始母材的抗拉强度。
为证实高温热循环对Ti3Al母材性能的影响,对热处理前后的Ti3Al母材进行室温拉伸实验,经过T=1000℃,t=60min的高温热循环之后,室温抗拉强度由原始母材的1046MPa下降至801MPa,大约为原始母材的76%。这说明虽然在1000℃时未产生相变,但较高的连接温度对Ti3Al母材性能仍然造成了一定的损伤,在扩散连接中需进一步降低连接温度以减少母材自身性能的下降,这也是今后完善连接工艺的方向之一。
3 结论
(1)Ti3Al/Ti2AlNb扩散连接接头的典型界面组织结构为Ti3Al/O相+α2相过渡层/富B2层/Ti2AlNb。
(2)连接温度过低或保温时间太短导致扩散不充分,甚至产生未焊合缺陷,连接温度超过1050℃或保温时间长于120min则导致Ti3Al相变;连接压力对界面组织影响较小,5~7MPa即可实现连接。
(3)在连接温度1000℃,保温时间60min,连接压力5MPa的条件下,接头的室温抗剪强度为635MPa,室温抗拉强度为795MPa,断裂于Ti3Al母材侧。
[1] FROES F H, SURYANARAYANA C, ELIEZER D. Synthesis, properties and applications of titanium aluminides[J]. Journal of Materials Science, 1992, 27(19): 5113-5140.
[2] 熊华平, 毛建英, 陈冰清, 等. 航空航天轻质高温结构材料的焊接技术研究进展[J]. 材料工程, 2013, (10): 1-12.
XIONG H P, MAO J Y, CHEN B Q, et al. Research advances on the welding and joining technologies of light-mass high-temperature structural materials in aerospace field[J]. Journal of Materials Engineering, 2013, (10): 1-12.
[3] 司玉锋, 陈子勇, 孟丽华, 等. Ti3Al基金属间化合物的研究进展[J]. 特种铸造及有色合金, 2003,23(4): 33-35.
SI Y F, CHEN Z Y, MENG L H, et al. Research progress in Ti3Al base intermetallic compound[J]. Special Casting and Nonferrous Alloys, 2003,23 (4): 33-35.
[4] 张建伟, 李世琼, 梁晓波,等. Ti3Al和Ti2AlNb基合金的研究与应用[J]. 中国有色金属学报, 2010, 20(增刊1): 336-341.
ZHANG J W, LI S Q, LIANG X B, et al. Research and application of Ti3Al and Ti2AlNb based alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(Suppl 1): 336-341.
[5] GOGIA A K, NANDY T K, BANERJEE D, et al. Microstructure and mechanical properties of orthorhombic alloys in the Ti-Al-Nb system[J]. Intermetallics, 1998, 6(7): 741-748.
[6] 谷晓燕, 孙大千, 任振安,等. Ti3Al基合金瞬间液相扩散连接接头组织与力学性能[J]. 焊接学报, 2010, 31(5): 45-48.
GU X Y, SUN D Q, REN Z A, et al. Microstructure and mechanical properties of transient liquid phase diffusion bonding joint of Ti3Al alloy[J]. Transactions of the China Welding Institution, 2010, 31(5): 45-48.
[7] ZOU G S, XIE E H, BAI H L, et al. A study on transient liquid phase diffusion bonding of Ti-22Al-25Nb alloy[J]. Materials Science and Engineering: A, 2009, 499(1): 101-105.
[8] CHENG Y J, LI S Q, LIANG X B, et al. Effect of deformed microstructure on mechanical properties of Ti-22Al-25Nb alloy[J]. Trans Nonferrous Met Soc China, 2006, 16(3): 2058-2069.
[9] 司玉锋, 孟丽华, 陈玉勇. Ti2AlNb基合金的研究进展[J]. 宇航材料工艺, 2006, 36(3): 10-13.
SI Y F, MENG L H, CHEN Y Y. Research development of Ti2AlNb-based alloy[J]. Aerospace Materials and Technology, 2006, 36(3): 10-13.
[10] 钱锦文, 李京龙, 熊江涛, 等. 扩散连接Ti2AlNb/GH4169反应动力学研究[J]. 稀有金属材料与工程, 2011, 40(12): 2106-2110.
QIAN J W, LI J L, XIONG J T, et al. Study on reaction kinetics in diffusion bonding of Ti2AlNb and GH4169 with Nb+Ni foils as interlayer[J]. Rare Metal Materials and Engineering, 2011, 40(12): 2106-2110.
[11] 贾倩, 姚泽坤, 张东亚, 等. 时效时间对Ti2AlNb/TC11双合金焊接界面组织和性能的影响[J]. 热加工工艺, 2013, 42(18): 138-140.
JIA Q, YAO Z K, ZHANG D Y, et al. Effects of aging time on microstructure and property in welding interface of Ti2AlNb/TC11 dual alloy[J]. Hot Working Technology, 2013, 42(18):138-140.
[12] BAESLACK W A, MASCORELLA T J, KELLY T J. Weldability of a titanium aluminide[J]. Welding Journal, 1989, 68(12): 483-498.
[13] 周恒, 李宏伟, 冯吉才. Ti3Al基合金的真空钎焊[J]. 有色金属, 2005, 57(2):11-14.
ZHOU H, LI H W, FENG J C. Vacuum brazing of Ti3Al-based alloy[J]. Nonferrous Metals, 2005, 57(2):11-14.
[14] THREADGILL P L. The prospects for joining titanium aluminides[J]. Materials Science and Engineering: A, 1995, 192-193: 640-646.
[15] 钱锦文, 李京龙, 侯金保, 等. Nb+Ni中间层对Ti2AlNb与GH4169扩散连接接头组织与性能影响[J]. 航空材料学报, 2009, 29(1): 57-62.
QIAN J W, LI J L, HOU J B, et al. Microstructures and mechanical properties of diffusion bonded Ti2AlNb and GH4169 joints by using Nb+Ni interlayer[J]. Journal of Aeronautical Materials, 2009, 29(1): 57-62.
Interfacial Microstructure and Mechanical Properties of Diffusion Bonding of Ti3Al and Ti2AlNb Alloys
LI Wan-qing1,2,WEI Hong-mei1,HE Peng1,GAO Li-jiao1,3,LIN Tie-song1,LI Xiao-qiang1,HE Lan-chun1
(1 State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology,Harbin 150001,China; 2 Beijing Institute of Aeronautical Materials,Beijing 100095, China; 3 Beijing Xinghang Mechanical and Electrical Equipment Co., Ltd.,Beijing 100074,China)
Ti3Al and Ti2AlNb alloys were joined by direct diffusion welding. The influence of bonding pressure, bonding temperature and holding time on the interface morphology and property of the joint was studied. The interface structure was analyzed by SEM, EDS and XRD, and the mechanical properties of joints were tested. The results show that typical interface structure of direct diffusion bonding joints is Ti3Al/O-phase and α2-phase/B2-rich phase/Ti2AlNb. When bonding temperature is 1000℃, holding time is 60min, bonding pressure is 5MPa, the shear strength could reach 635MPa and the tensile strength could reach 795MPa. Both joints fracture at the Ti3Al-base alloy. After thermal cycling (1000℃/60min), the tensile strength of Ti3Al decreases to 76% of the original strength. Welding defects occur when bonding temperature is below 950℃ or holding time is less than 60min. The bonding temperature higher than 1050℃ or holding time more than 120min will lead to phase transition of Ti3Al.
diffusion bonding;Ti3Al alloy;Ti2AlNb alloy;microstructure;property
10.11868/j.issn.1001-4381.2015.01.007
TG453+.9
A
1001-4381(2015)01-0037-07
国家自然科学基金资助项目( 51275135,51305102);高等学校博士学科点专项科研基金优先发展领域课题(20112302130005)
2013-12-10;
2014-11-24
何鹏(1972-),男,博士,教授,主要从事钎焊、微连接及可靠性基础理论与实际应用技术方面的研究工作,联系地址:黑龙江省哈尔滨市南岗区西大直街92号哈尔滨工业大学材料学院824室(150001),E-mail:hithepeng@hit.edu.cn
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
岩土工程技术(2019年6期)2020-01-06
中国有色金属学报(2018年2期)2018-03-26
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
西南交通大学学报(2016年4期)2016-06-15
焊接(2016年8期)2016-02-27
铁道科学与工程学报(2015年5期)2015-12-24
铁道科学与工程学报(2015年4期)2015-12-24
