圆柱凸轮的四轴联动加工与仿真技术
2015-03-15 08:12刘伟淋
新技术新工艺 2015年1期
关键词:仿真技术
刘伟淋,程 璋
(中航工业南方航空工业(集团)有限公司,湖南 株洲 412002)
圆柱凸轮的四轴联动加工与仿真技术
刘伟淋,程璋
(中航工业南方航空工业(集团)有限公司,湖南 株洲 412002)
摘要:圆柱凸轮是空间曲面结构,采用实体建模方式编程,建模过程复杂,编制时间长。研究了一种新的四轴联动编程加工技术,该方法利用CAM软件MasterCAM的缠绕功能,直接用二维曲线生成三维加工轨迹,程序后置处理后可直接送入机床进行加工具有简单实用的特点。加工实践表明,零件各项技术指标均达到设计要求,验证了该编程方法的可行性。
关键词:圆柱凸轮;四轴联动;仿真技术
凸轮机构具有结构简单、紧凑和从动件任意预期运动的特点,被广泛应用于机床设备和零部件的装配中,在各行各业中发挥着巨大的作用,在航空发动机中的应用较为广泛。圆柱凸轮的构件数较少,结构简单,制造难点主要在圆柱凸轮的轮廓曲线加工上,只要加工出高精度的凸轮曲线,就可以使从动件获得各种预期的运动规律。圆柱凸轮与从动件之间的相对运动为空间运动, 所以零件的加工比平面凸轮复杂,传统的普通设备已无法满足设计精度要求。目前,圆柱凸轮主要是在多轴数控机床上通过联动的方式加工成形,数控程序的编制是圆柱凸轮加工的关键。圆柱凸轮的编程方式主要有手动计算编程和通过软件实体建模编程2种,由于手动编程不利于控制凸轮轮廓精度,已较少使用,在主流工程CAD/CAM软件中, CATIA、Pro/E、UG和CIMCO都能实现圆柱凸轮的数控程序编制,编制过程分为实体建模、多轴加工路线和后置处理,但不管圆柱凸轮是实体建模还是多轴加工,除了需要一定的软件建模基础,还应掌握软件的多轴加工策略,即使对该软件非常熟悉的程编人员,也需要较长的时间来编制数控程序。CAM软件MasterCAM在圆柱凸轮程序的编制上有较大的优势,MasterCAM具有方便、直观和运行速度快的特点,在二维绘图、轨迹选择和刀具路径模拟方面也有其独到之处[1-4]。
1圆柱凸轮数控程序编制
1.1建立圆柱凸轮轮廓曲线
圆柱凸轮轮廓展开图如图1所示,根据圆柱凸轮圆周角度与高度的对应关系,在MasterCAM中绘制出二维样条曲线。样条长度为凸轮周长,样条曲线是从动件滚子中心线,所以凸轮轮廓线需向下偏移一个从动件滚子半径。
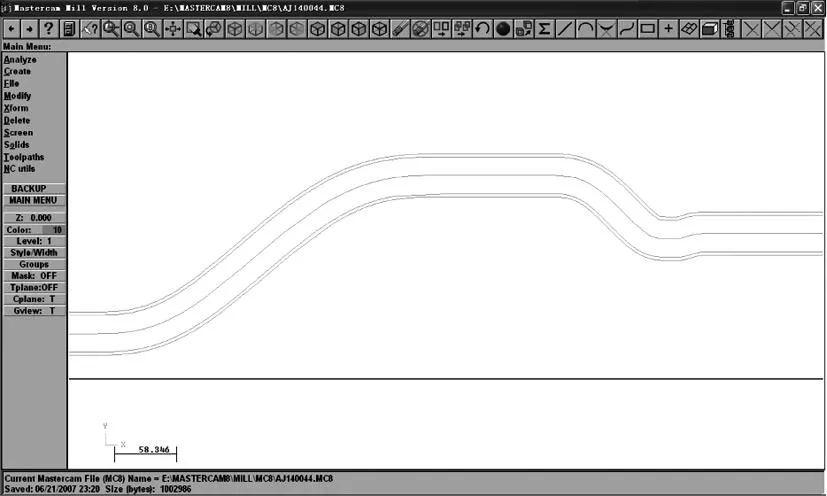
图1 圆柱凸轮轮廓展开图
1.2用二维样条曲线生成三维圆柱凸轮轨迹
在刀具参数设置中打开滚动轴功能,该功能可以把1根二维的直线或曲线以坐标原点为圆心,按某一设定直径值围绕1圈,以图1所示二维曲线为凸轮展开周长,围绕圆心绕成1圈,形成闭合曲线,即为凸轮轮廓轨迹。开启曲线缠绕功能如图2所示。
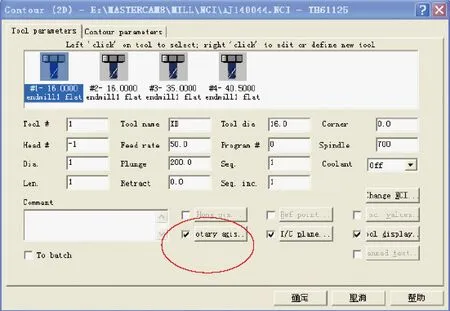
图2 开启曲线缠绕功能
在旋转功能中根据数控机床的类型设置旋转轴,卧式四轴加工中心围绕Y轴旋转,立式3+1数控加工中心围绕X轴旋转。以旋转方向确定采用顺铣还是逆铣的加工方式,顺铣方式精加工能得到较好的轮廓表面粗糙度。根据凸轮周长计算出圆柱凸轮回转直径。旋转参数设置如图3所示。
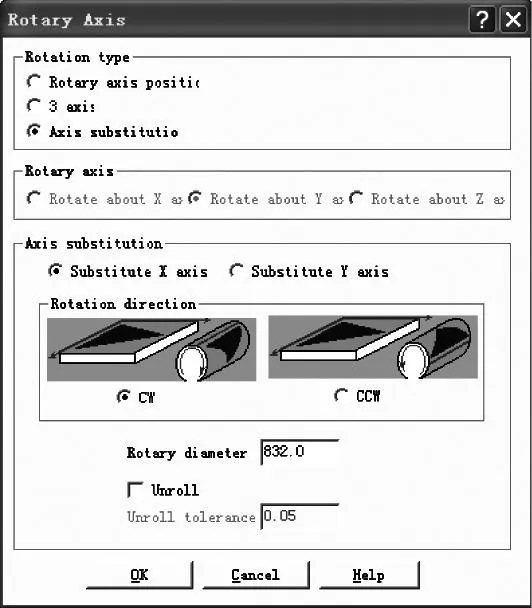
图3 旋转参数设置
1.3圆柱凸轮加工路径的生成
在加工参数中设置加工深度、安全高度、刀具补偿、进刀方向和加工精度后(见图4),得到如图5所示的圆柱凸轮实际加工轨迹。
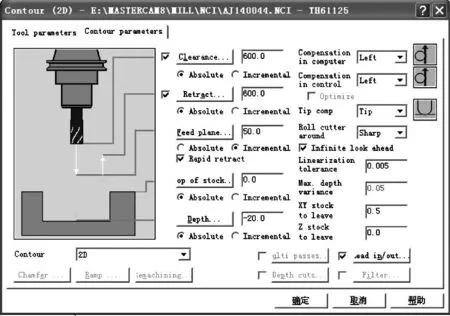
图4 加工参数设置

图5 圆粒凸轮实际加工轨迹
1.4后置处理生成数控程序
将三维数控轨迹经多轴数控机床后置处理文件后置处理(见图6)后,可得到数控程序如下。
;(T01 XD D=16.)
N1T1
N2LTC
N3G00G90G54X0.Y178.580.S700M3
N4G00Z10.16.
N5G00Z466.
N6G01Z396.F200
N7G01G64G41D1Y128.5F50
N8G01B.1
N9G01B.201
N10G01Y128.499B.301
N11G01B.402
N12G01Y128.497B.503
N13G01Y128.495B.603
N14G01Y128.493B.705
N15G01Y128.489B.807
N16G01Y128.484B.908
N17G01Y128.479B1.01
N18G01Y128.472B1.112
N19G01Y128.463B1.214
N20G01Y128.453B1.317
N21G01Y128.442B1.419
N22G01Y128.428B1.523
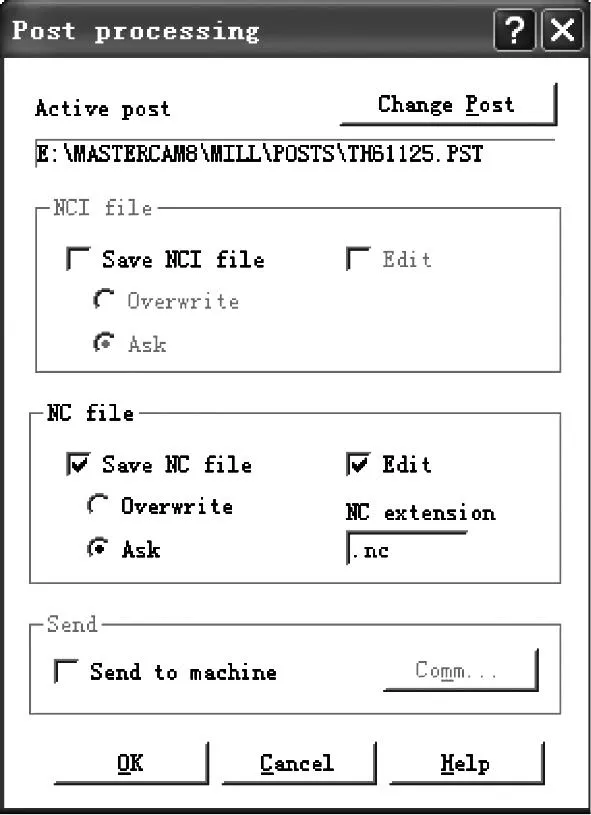
图6 后置处理
2加工方法控制点
2.1加工方案的确定
圆柱凸轮加工是在凸轮外圆圆周面上沿着从动件的空间运动轨迹加工1条宽度为从动件滚子直径的凸轮槽,其槽宽与从动件滚子直径一致,由于凸轮运动属于磨耗运动,从动件与凸轮之间是滚动摩擦,为了保证凸轮机构有较高的运动精度和使用寿命,应提高凸轮槽的加工精度和表面粗糙度。确定采用粗铣→半精铣→精铣的加工方案,如图7所示。

图7 粗、半精、精加工展开路线
2.2粗加工
对于槽宽为22 mm的圆柱凸轮,为避免粗加工过程中出现打刀现象而损坏轮廓面,两侧各留1 mm余量,选用φ20玉米铣刀,沿着凸轮槽中心线进行深度分层铣削,去除凸轮槽中间余量,因为粗加工以提高加工效率为主要目的,在刀具保持足够刚度的情况下,采用了低转速高进给的加工方式,转速为500 r/min,进给量为150 mm/min,较高的每转进给(0.3 mm/r)保证了加工效率,同时较低的线速度(30 m/min)提高了刀具寿命。
2.3半精加工
采用φ16 mm合金铣刀高速铣的方式半精铣铣削凸轮两侧,仅留0.3 mm精加工余量,减少了凸轮槽精加工过程刀具的磨损,使精加工过程中1把数控刀具能够1次将凸轮槽加工完成,避免中途换刀造成的凸轮面接刀痕。
2.4精加工
为保证凸轮槽的型面精度和槽宽尺寸,采用范成法,选用与从动件滚子直径相同的φ22 mm合金铣刀,刀具与滚子的几何特征一致,保证了刀具与工件的啮合关系同滚子与凸轮的啮合关系是相同的,因此可以准确加工出圆柱凸轮的轮廓面。精加工余量为0.3 mm,可以采用高速铣的方法,转速为2 000 r/min、进给量为300 mm/min,较高的转速和进给量在提高加工效率的同时保证了圆柱凸轮面的表面粗糙度。
3数控程序的实体加工仿真
凸轮槽为多轴联动加工,加工过程中刀轴矢量不断发生,在CAM软件中对其进行仿真,只能验证其前置轨迹是否正确,无法对后置处理后的NC程序的实际加工效果进行检测。经过软件生成的NC程序较为复杂,为准确检查数控程序的正确性,切削过程的可靠性,现采用VERICUT仿真软件对其NC程序和机床的实际加工状态进行仿真,这有利于准确发现数控程序中的过切问题及机床碰撞现象。
3.1凸轮槽加工仿真过程
在Vericut实体仿真软件中建立与实际加工对应的数控设备、实体模型和刀具库,设定加工零点,导入数控程序即可进行仿真。TH61125昆机虚拟机床对凸轮槽粗加工去除余量如图8所示,圆柱凸轮槽精加工到如图9所示的尺寸。
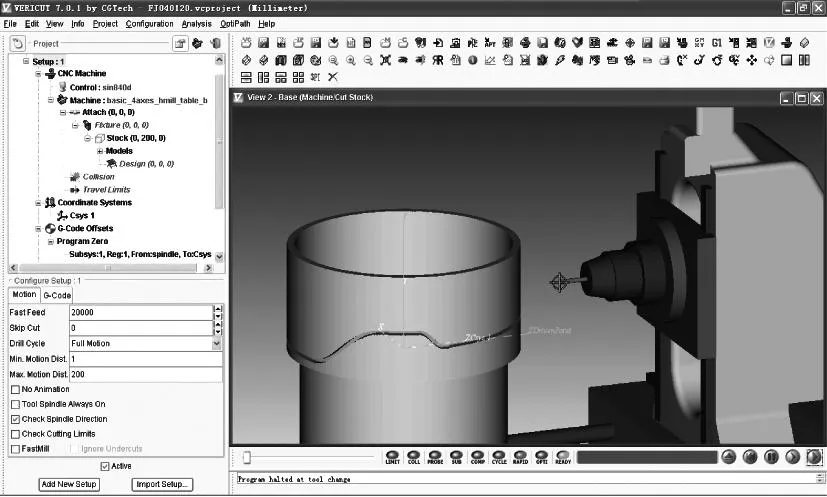
图8 TH61125昆机虚拟机床对凸轮槽粗加工去除余量

图9 凸轮槽精加工尺寸
3.2程序检查
利用VERICUT软件中的实体分析功能可对已模拟的圆柱凸轮槽宽和槽深进行测量,准确了解零件实际加工中的效果。选择凸轮槽一侧面,即可测出槽宽尺寸,如图10所示。
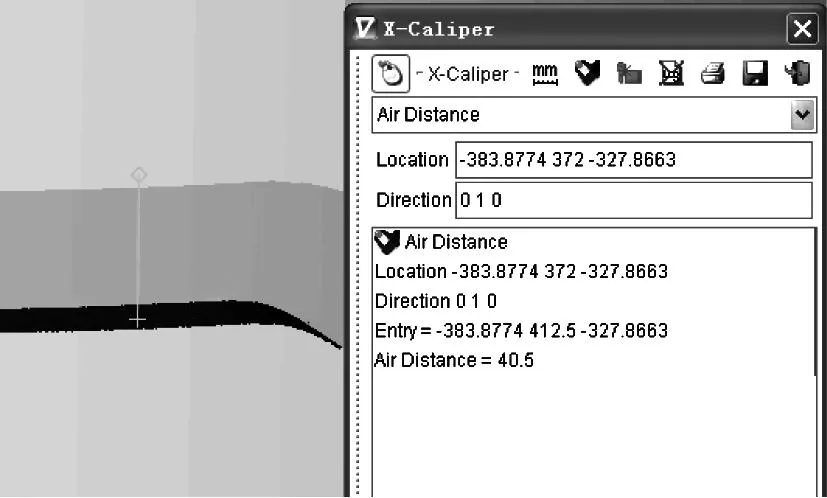
图10 得到槽宽尺寸
3.3切削效果比较
对于已完成仿真的零件,可将其与设计模型进行对比,分析零件过切的部位及最大过切量和最大欠切量,及时调整数控程序。VERICUT对比功能如图11所示,实际对比效果如图12所示。
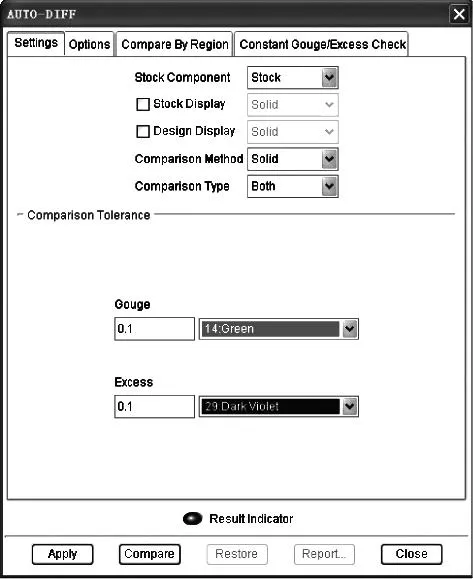
图11 VERICUT对比功能
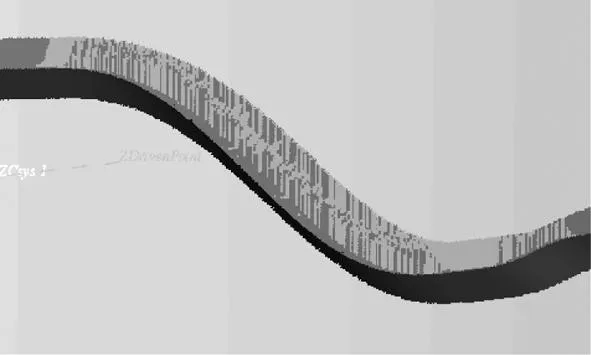
图12 实际对比效果
4结语
本文介绍了圆柱凸轮的编程及加工方法,利用MasterCAM软件的旋转轴功能编制圆柱凸轮程序,该方法不需要建立实体模型,可直接通过曲线得到数控程序,具有方法简单、快捷和精度高的特点,能将复杂的三维建模过程简单化,在实际生产中表现出良好的效果。
参考文献
[1] 吴长德.MasterCAM系统学习与实训[M].北京:机械工业出版社,2003.
[2] 张磊.UG后处理技术[M]. 北京:清华大学出版社, 2007.
[3] 韩容第,周明.金属切削原理与刀具[M].哈尔滨:哈尔滨工业大学出版社,1998.
[4] 陈宏钧. 机械加工工艺手册[M]. 北京:机械工业出版社,2004.
责任编辑李思文
Four-axis Linkage Machining and Simulating Technology for Cylindrical Cam
LIU Weilin,CHENG Zhang
(AVIC South Aviation Industry Co., Ltd, Zhuzhou 412002, China)
Abstract:Cylindrical cam is the dimensional curved surface structure, it would be a complicated and time-consuming process if adopting the entity modeling. There is a innovative programming approach based on four-axis linkage motion which makes it possible to generate 3D tool path directly by a two-dimensional curve through winding function in MasterCAM. It is very simple and practical for programmer after post-processing sent directly into the machine with no modification. Throughout practical machining, all the technical indicators of the part satisfy with the demand for designer, which means that the approach is feasible.
Key words:cylindrical cam, four-axis linkage, simulation technology
收稿日期:2014-03-11
作者简介:刘伟淋(1974-),男,工程师,主要从事多轴数控编程与加工等方面的研究。
中图分类号:TP 391
文献标志码:A
猜你喜欢
化工管理(2021年7期)2021-05-13
民用飞机设计与研究(2020年4期)2021-01-21
装备制造技术(2020年4期)2020-12-25
建材发展导向(2019年5期)2019-09-09
电子制作(2019年14期)2019-08-20
中国交通信息化(2019年11期)2019-08-13
劳动保护(2019年3期)2019-05-16
铁道通信信号(2019年2期)2019-03-26
电子制作(2017年10期)2017-04-18
制导与引信(2016年3期)2016-03-20