玻纤/尼龙66异型材挤出流动的数值模拟
2015-04-10 01:58李建敏付秀娟刘玉兰周飘
武汉工程大学学报 2015年2期
李建敏,付秀娟,刘玉兰,周飘
1.武汉工程大学材料科学与工程学院,湖北 武汉 430074;2.武汉工程大学机电工程学院,湖北 武汉 430205
玻纤/尼龙66异型材挤出流动的数值模拟
李建敏1,付秀娟1,刘玉兰1,周飘2
1.武汉工程大学材料科学与工程学院,湖北 武汉 430074;2.武汉工程大学机电工程学院,湖北 武汉 430205
以有限元软件ANSYS为平台,采用数值模拟方法对塑料熔体在模头内的流动情况进行了计算机模拟与数值分析,获得了挤出工艺与挤出结果之间的规律性关系.以模头出口处各区域的流动平衡值为目标函数,深入系统地研究了螺杆转速和熔体温度对熔体流动均匀性的影响.分别模拟了螺杆转速为5、8、10、15 r/min和熔体温度为260、270、280℃时,流道出口截面的速度分布.结果表明,螺杆转速与熔体温度对熔体流动均匀性的影响较大;随着螺杆转速和熔体温度的提高,流道出口截面上的节点和区域的流速明显变大,但流速差却没有下降,异型材的挤出加工的稳定性变差.低温低转速下的熔体表现出更好的流动平衡性,玻纤/尼龙66异型材的挤出成型的最优化工艺条件是:螺杆转速为5 r/min,口模温度为260℃.
塑料异型材;速度场;流动平衡
0 引言
塑料异型材是通过挤出成型方法制得的非规则截面的塑料制品,由于其截面形状的多样性以及结构的稳定性,使其得到广泛应用[1-2],尤以塑料门窗最为典型.塑料异型材制品的成型加工方法很多,其中挤出成型由于具有效率高、投资少、制造方便、连续性生产等优点而成为塑料异型材制品主要的成型方法[3-4].而在塑料异型材挤出成型过程中,由于异型材产品截面形状复杂、壁厚不均匀,熔体在口模流道里的流动行为更加复杂,使得异型材的挤出成型相对规整型材的挤出成型更为困难[5-6],因此选择合理的加工工艺显得尤为重要,特别是挤出机螺杆转速和口模温度在挤出成型过程中起着十分重要的作用,直接影响着制品质量和生产效率[7].
本实验采用ANSYS仿真软件对塑料异型材的挤出成型过程进行数值模拟,以获得挤出工艺条件与挤出结果之间的规律性关系.通过分析不同螺杆转速和口模温度下流道出口截面的速度变化规律,以寻求最为合理的加工工艺,这对于异型材结构的设计与加工工艺的选择具有理论意义和实用价值.
1 口模流道模型建立
GF/PA66异型材截面尺寸如图1所示,为了提高模拟分析精度,本实验基于ANSYS有限元模拟软件,采用自底向上和自顶向下相结合的方法,依据流变学原理,结合制品截面特点、设备状况及材料的加工性能,建立了流道实体的模型,如图2所示.对流道模型选用3DFluid142单元类型,并采用先整体初步划分然后整体细化,最后对流动影响较大的流道平直段进行局部细化,划分的网格模型如图3所示.

图1 口模流道出口截面图Flg.1 The section on die channel outlet

图2 挤出口模流道三维模型Flg.2 3-D model of extrusion die channel

图3 网格划分后的模型Fig.3 The model after meshing
2 物料性能与边界条件
GF/PA66物料的密度为1 390 kg/m3,材料流动规律符合幂律方程,幂律方程中材料参数值如表1所示.假设熔体在进口处的流动速度均匀一致,且垂直于进口流场方向的流体速度为零,在内壁上施加无滑移边界条件(即所有速度分量为零).当螺杆转速分别为5、8、10、15 r/min时,流道入口垂直于截面的熔体流动速度分别为0.000 27、0.000 43、0.000 54、0.000 81 m/s,且出口压力为0,以一个标准大气压为参考压力,加工温度为533 K(260℃)、543 K(270℃)、553 K(280℃),以热力学温度0 K作为参考温度.
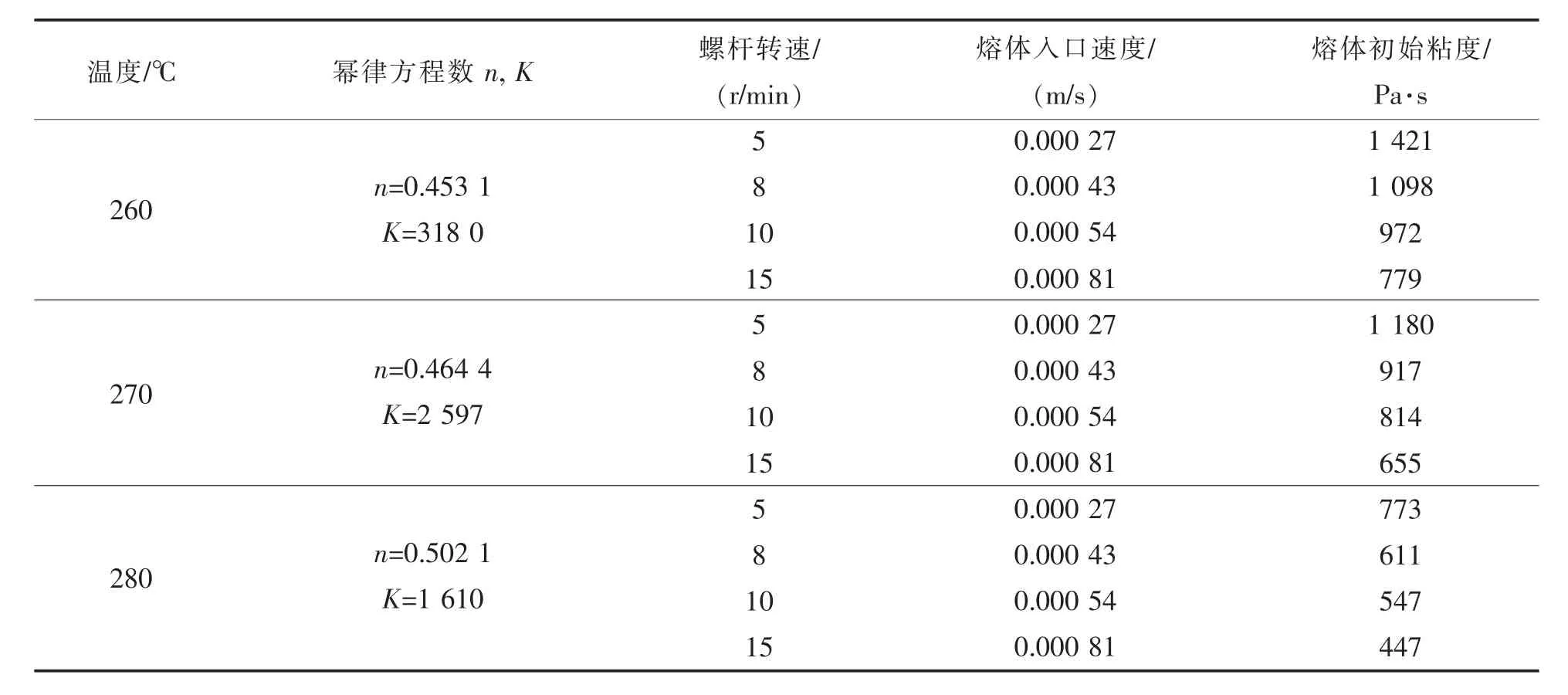
表1 初始边界条件和物料属性Table1 The initial boundary conditions and material properties
3 结果与分析
为了直观反映流道截面出口的速度分布情况,在流道出口截面上任意选取4个节点,如图4中的4个节点,研究所选节点在螺杆转速一定,口模温度对出口截面处熔体流动速度的影响.螺杆转速为5 r/min时,口模温度对4个节点处熔体流动速度的影响如图5所示.
从图5可知,在螺杆转速一定的条件下,4个节点处的熔体流动速度随着熔体温度的升高而增大,而不同节点之间的速度差也会随温度升高而增大.这主要因为熔体温度的升高,熔体黏度随温度的升高而迅速降低,使流道出口截面各处节点所受压力的增幅增大,导致节点速度波动变大从而引起节点之间的速度差增大.因此,提高熔体温度降低了出口截面熔体流动的均匀性.图5可以反映节点速度与熔体温度之间的变化关系,但是所选节点离散且个数有限,从有限的节点速度来研究出口截面的整体流动情况具有片面性和局限性,所以本实验把流道截面根据壁厚特征划分为4个区域,研究区域的平均速度在不同加载条件下的变化规律,区域划分如图6所示.图7所示为螺杆转速5 r/min时四个区域在不同温度条件下的速度分布.由图7知,螺杆转速一定的条件下,随着熔体温度的升高,同一区域的平均速度同样出现增大的趋势,且不同区域之间的速度差也随之增大.由此可知,熔体温度的提高降低了挤出流动的稳定性,不利于熔体从口模的均匀挤出.模拟结果表明当螺杆转速为5r/min时,取较低的口模温度即260℃能够促进挤出的均匀性.
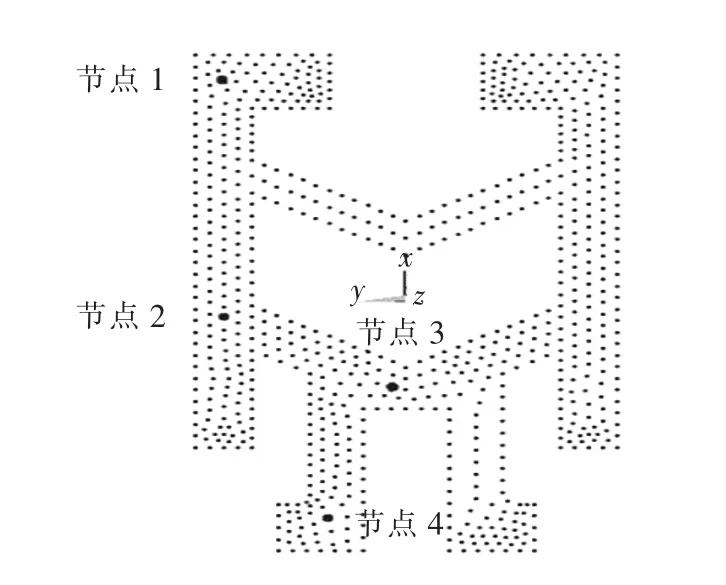
图4 流道出口截面各节点示意图Fig.4 Diagram of each node on the flow channel outlet

图5 各节点流速熔体温度对各节点流速的影响Fig.5 The influence of melt temperature on node velocity
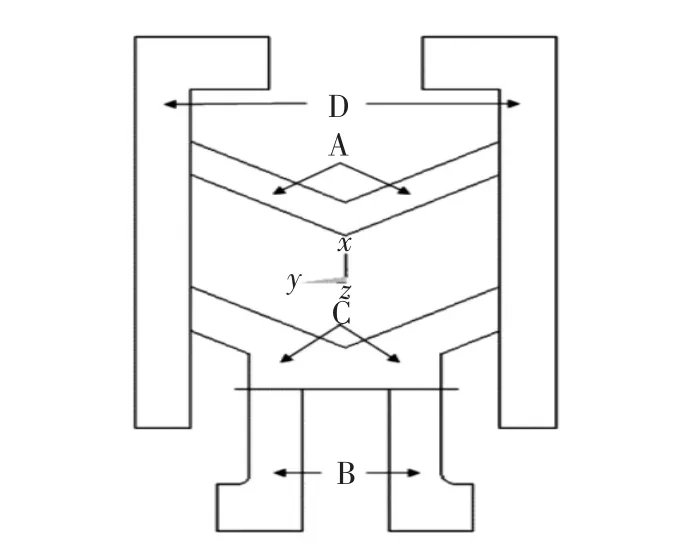
图6 流道出口截面各子区域划分示意图Fig.6 Diagram of each area on the flow channel outlet
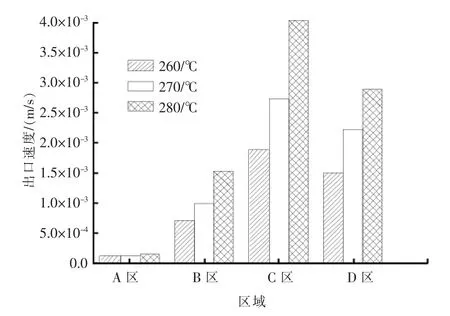
图7 熔体温度对各子区域流速的影响Fig.7 The influence of melt temperature on area velocity
熔体在挤出口模中的流动均匀性,除了受到口模温度的影响外,还与螺杆转速有关.本文进一步采用流动平衡值F评价螺杆转速对流道截面出口处熔体流动平衡性的影响.
其中F是流动平衡值,M是横截面上区域划分数目,Vi是流道出口处第i个子区域的平均速度,V¯是流道出口截面平均速度.流动平衡值F是流道出口截面上各个子区域熔体流动速度均方差之和,表征流道出口截面上整体速度的均匀性.不同螺杆转速和不同温度下模具出口熔体流动平衡值F如图8所示,A子区域作为内筋功能块,由图7可知其平均流速与其他区域相差较大.所以,研究出口截面流动平衡值随螺杆转速变化规律(如图8)的同时,有必要进一步获得A区域熔体流动平衡值的变化情况如图9.
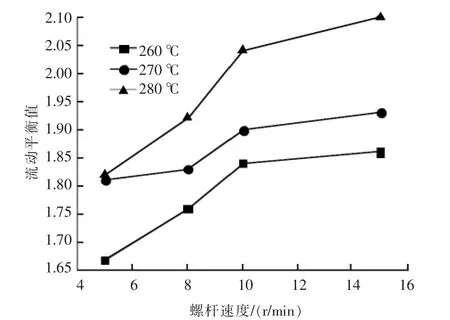
图8 出口截面流动平衡值随螺杆转速变化曲线图Fig.8 Variation of the flow balance value on outlet section with different screw speed
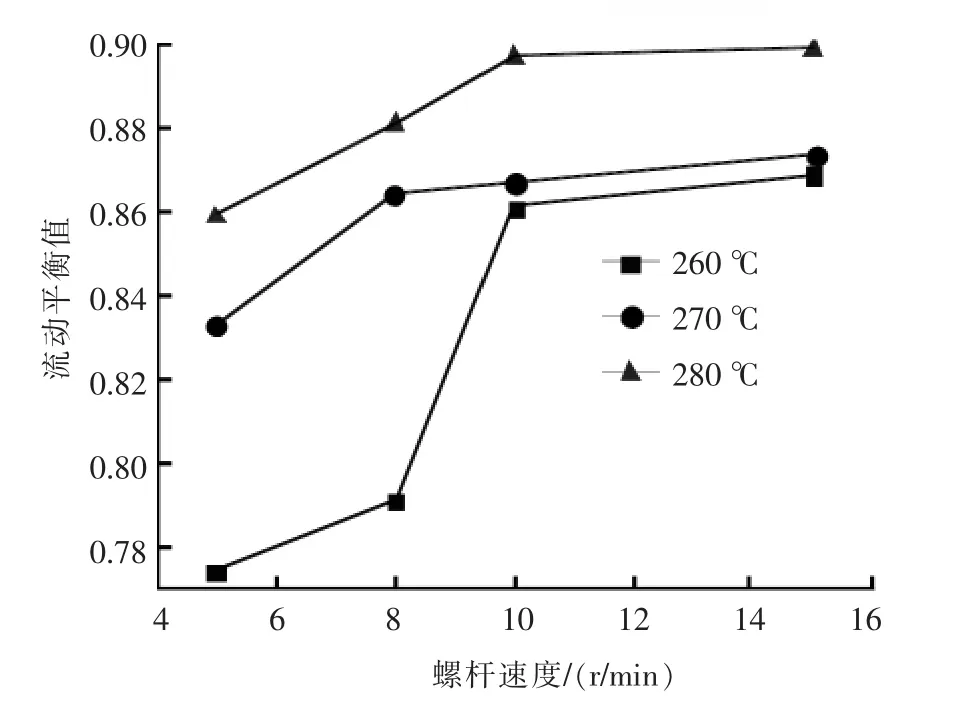
图9 A区域流动平衡值随螺杆转速变化曲线图Fig.9 Variation of the flow balance value on A area with different screw speed
图8中可以看出,口模出口处物料的流动平衡值F随螺杆转速的增加显著变大,说明口模出口处物料流动速度的均衡性变差.图9中可以看出,A区域的流动平衡值F随螺杆转速的增加也显著变大,说明A区域物料流动速度的均衡性也会变差.这是因为螺杆转速提高时,挤出压力变大,熔体所受的压力也增大,熔体流动时受到的剪切应力也相应变大,此时熔体黏度变化大,导致模具出口处物料速度波动大,流动不稳定,流动平衡性变差.所以,在实际的异型材挤出实验中,口模出口处物料会出现速度大的一侧向速度小的一侧弯曲,此时降低挤出速度即螺杆转速,可以解决口模出口处异型材试样弯曲变形的问题.
图8与图9表明A区域的流动平衡值占整个截面流动平衡值的45%左右,说明区域A出口速度与异型材主体型框出口速度严重不一致,这会导致在挤出成型过程中A区域与主体型框截面扯拉开裂.所以,采用低速低温的加工工艺有利于子区域A与主型框的同时挤出.由此可得,最优的加工工艺是螺杆转速选为5 r/min,口模温度选为260℃.
4 结语
本文以ANSYS有限元分析软件为平台,模拟了重要挤出工艺参数对熔体流动的影响,定量分析了螺杆转速与熔体温度两个工艺变量对截面出口处的熔体流动平衡性的影响.主要结论如下:
a.提高熔体温度,流道出口处的节点和所选区域的流速会增大,但区域的流速差变大,熔体流动平衡性变差.所以,选取最低的熔体温度,即260℃为最佳的加工温度.
b.提高螺杆转速,流道出口处熔体流动平衡值变大,不利于成型出横截面尺寸稳定、形状良好的异型材.所以,选取最低的螺杆转速,即5 r/min为最优的选择.
c.当螺杆转速为5 r/min,口模温度选为260℃时,出口截面的流动平衡值最小,口模熔体的流速最为均匀,此时的加工工艺为最优选择.
致谢
感谢武汉工程大学的经费支持!
[1]刘斌.塑料挤出流动数值分析及其模具结构设计优化研究[D].大连:大连理工大学,2003.
LIU Bin.Study on numerical analysis of plastic extrusion flow and design optimization of extrusion die[D].Dalian:Dalian University of Technology,2003.(in Chinese)
[2]赵丹阳.塑料异型材挤出成型过程数值模拟及其模具设计优化[D].大连:大连理工大学,2007.
ZHAO Dan-yang.Numerical simulation of the extrusion process for plastic profile and design optimization of extrusion die[D].Dalian:Dalian University of Technology,2007.(in Chinese)
[3]牟玥.挤出加工流场中聚合物成型机理及其工艺模拟与优化研究[D].济南:山东大学,2008.
MU Yue.Research on polymer forming machanism in the extrusion process and its corresponding simulation and optimization[D].Jinan:Shandong University,2008.(in Chinese)
[4]刘斌,江开勇,郑清娟,等.基于流动平衡的塑料挤出模优化设计[J].中国塑料,2005,19(2):86-89.
LIU Bin,JIANG Kai-yong,ZHENG Qing-juan,et al.Optimal design of plastic extrusion dies based on flow balance[J].China Plastic,2005,19(2):86-89.(in Chinese)
[5]张振.基于ANSYS的塑料异型材挤出模头中功能块流道的设计[D].合肥:合肥工业大学,2008.
ZHANG Zheng.Ansys-based design of sprue runner in extrusion tooling outlet for extrusion forming the function part of plastic profile[D].Hefei:Hefei University of Technology,2008.(in Chinese)
[6]刘斌,王敏杰,刘耀中.流道结构对塑料挤出流动影响的数值分析[J].大连理工大学学报,2003,43(4):442-446.
LIU Bin,WANG Min-jie,LIU Yao-zhong.Numerical analysis of effect of channel structure on plastic extrusion flow[J].Journal of Dalian University of Technology,2003,43(4):442-446.(in Chinese)
[7]张会可,刘玉兰,付秀娟.玻纤增强PA66复合材料挤出流动性能的研究[J].工程塑料应用,2013,41(8):56-59.
ZHANG Hui-ke,LIU Yu-lan,FU Xiu-juan.Extrusion flow properties of glass fiber reinforced PA66 composites[J].Engineering Plastics Application,2013,41(8):56-59.(in Chinese)
Numerical simulation of GF/PA66 profile extrusion flow
LI Jian-min1,FU Xiu-juan1,LIU Yu-lan1,ZHOU Piao2
1.School of Materials Science and Engineering,Wuhan Institute of Technology,Wuhan 430074,China 2.School of Mechanical and Engineering,Wuhan Institute of Technology,Wuhan 430205,China
The computer simulation and numerical analysis of the flow condition of plastics melt in extrusion die were introduced by adopting numerical simulation based on ANSYS software.And the relationships between extrusion process conditions and extrusion results were gained.Taking the flow balancing value of each sub-field on the outlet section as the objection function,the effects of the screw speed and melt temperature on uniformity of extrusion flow were deeply studied.The velocity distribution of the outlet section was simulated in different parameters that thescrew speed were 5,8,10 and 15 r/min and melt temperature were 260,270 and 280℃,respectively.Numerical simulation results show that uniformity of melt flow is closely related to the screw speed and the melt temperature,with the increase of the screw speed and the melt temperature,the velocity of the nodes and the areas on the outlet section increases significantly,but the velocity differences of the nodes and the areas do not decrease,and the stability of extrusion process for the plastic profile gets worse.The uniformity of melt flow is better when the screw speed and the melt temperature is low.The optimum process conditions of the GF/PA66 profile extrusion are screw speed of 5 r/min and melt temperature of 260℃.
plastic profile;velocity field;flow balance
TQ320.66
A
10.3969/j.issn.1674-2869.2015.02.009
1674-2869(2015)02-0041-05
本文编辑:龚晓宁
2014-12-15
武汉工程大学科学研究基金(K201301);武汉工程大学研究生教育创新基金(CX2014072)
李建敏(1991-),男,湖北天门人,硕士研究生.研究方向:材料加工.
猜你喜欢
小哥白尼(趣味科学)(2020年6期)2020-05-22
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
小天使·五年级语数英综合(2016年9期)2016-10-09
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国塑料(2014年1期)2014-10-17
压缩机技术(2014年3期)2014-02-28