
车削加工φ150偏心球腔专用夹具的设计
2015-04-10 09:52陈灿红
机械工程师 2015年4期
陈灿红
(广东省高级技工学校,广东 博罗 516100)
车削加工φ150偏心球腔专用夹具的设计
陈灿红
(广东省高级技工学校,广东 博罗 516100)
高精度偏心件是车削中比较难加工和保证精度的零件类型,对其加工的切削用量选择、刀具、工装夹具有着很高的要求。文中工装夹具采用偏心分度回转专用夹具加工偏心球腔,能够满足加工的定位夹紧要求,结构简单紧凑,具有良好的加工工艺性和经济性。
夹具;车削;偏心
0 引言
车削加工中偏心零件工装夹具一般可采用四爪卡盘找正加工或三爪自定心卡盘垫块(厚度经过计算)的方法装夹,装夹调整费时,虽可以加工,但对工人技术水平要求较高,效率低下,车削如图1所示的4个精度要求较高的偏心球腔,加工的难度就更大了。为提高该零件的加工精度及效率,设计出一套加工4个偏心球腔工序的专用夹具。利用该夹具加工时能保证偏心球腔的中心线与主轴中心线同轴度,加装分度装置保证一道工序加工4个偏心球腔,并加平衡块保证工件和主轴回转的稳定性。对于该偏心分度回转装置夹具的具体设计及方法见下文所述。
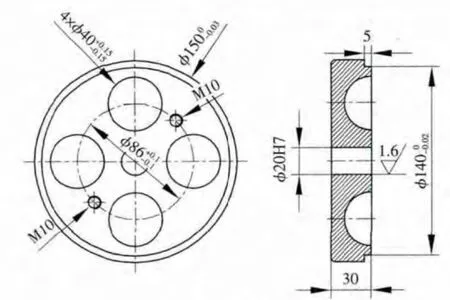
图1 内球
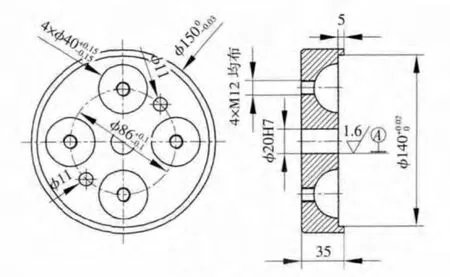
图2 外球
1 零件分析
图3内外球配合件是由内球和外球2个零件组合而成。内球和外球在圆周上分别均布4个Sφ40的球腔,各球腔相对于基准孔的位置度公差要小于或等于0.1 mm,表面粗糙度值为Ra1.6μm,内球有2个M10的螺纹孔,分布在以工件中心为基准,φ86 mm为直径的圆周上,外球有对称分布的2个直径为φ11 mm的孔,同时在每个球腔中心有一个M12的内螺纹。工件材料均为45钢。粗精车φ150 mm外圆和φ20内孔、倒角2×45°、长度30 mm。

图3 内外球配合
该工件在普通车床上加工,采用四爪卡盘或三爪卡盘装夹将很难校正,且4个球腔圆度及表面质量较难保证;经分析,设计专用夹具在数控车床上编程粗精加工,不仅能保证精度,效率高,刀具价格低,同时也能达到表面粗糙度等要求。
2 夹具结构分析
夹具设计原理是使待加工的球面的轴心与主轴同轴,为此设计这套专用夹具,该夹具分为偏心分度盘和夹具体两大部分。
2.1 偏心分度盘
偏心分度盘是通过分度盘保证待加工的球面的轴线与主轴轴线重合,因此需把定位销的轴线准确移动偏心距的距离。如图4所示。
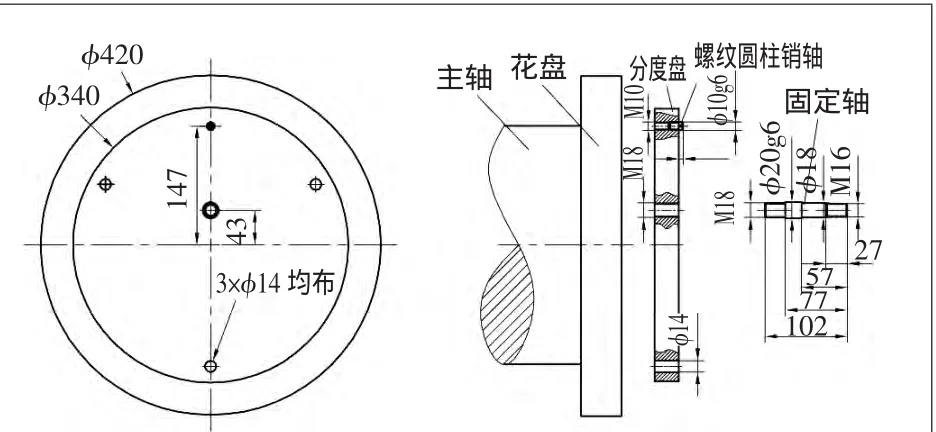
图4 分度盘
分度盘结构:分度盘的直径是340 mm,厚度是30 mm,在分度盘中心向上平移一个偏心距(即工件中心到球心的距离),加工好一个M18的螺纹孔,是用来装圆柱心轴的,以该分度盘为中心,向上偏移147 mm有个螺纹孔,该螺纹孔是用与装螺纹定位销,定位销的作用是准确定位夹具的位置。以分度盘为中心,150 mm为半径的圆周上均布有3个φ14的通孔,用于把分度盘装夹在车床花盘上。把分度盘装在花盘上,在用百分表校正外圆和端面,使其跳动在0.02 mm内。
分度盘固定在花盘上是相对不动的,但因定位销与夹具体有相对转动,所以必须对定位销进行热处理,以增加定位销的耐磨性,或者在定位销上加衬套,衬套与定位销相对固定不动,只要更换衬套就能直接使用。
2.2 夹具体
如图5所示,该夹具是盘状体,夹具的大径为230 mm,总厚度为50 mm,中心有一个直径为20 mm的基准孔,该孔是与分度盘上的定位销轴连接,以该孔为基准,以直径为150 mm、壁厚为18 mm的圆环套,该圆环套上均布有4个M10的螺栓,用于固定工件;以中心为基准、以104 mm为半径上均布有4个直径为10 mm的通孔,这4个孔与分度盘上的定位销相对。
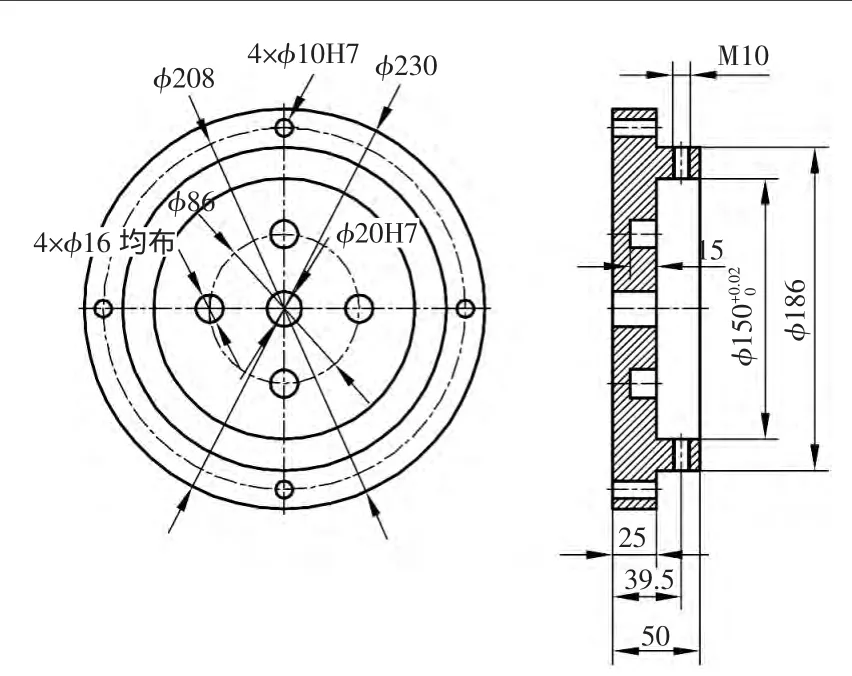
图5 夹具体
把工件装入夹具体的圆环套中采用间隙配合,该配合能保证零件可自由装拆,用4个螺栓紧固,这样保证在加工时工件和夹具体处于锁紧状态,以利于刀具在加工偏心球面时,更好地保证该球面的尺寸精度。
当完成第1个球面加工后,拧松工件中心上的紧固螺母,拔出开口垫片,以夹具体上的基准孔为中心,将夹具体旋转90°,使夹具体上的孔与定位销准确定位,然后再装上开口垫片并紧固螺母,准确定位加工第2个均布球面,从而保证球面的等距和位置精度要求。如图6所示。

图6 加工第二个均布球面
由于每加工完一个球腔后,都要拆松螺母,旋转夹具体,然后夹紧,因此夹具体的中心孔与分度盘的销轴之间有相对摩擦,必须对其进行热处理,增强耐磨性,否则损坏严重。
3 装配及平衡
3.1 装配步骤
1)把分度盘装在花盘上,用百分表校正,使其径向圆跳动在0.02 mm范围内,再用3个M12的螺栓夹紧固定。
2)把夹具体装在分度盘上,用定位销定位。
3)把工件装在夹具体的圆环套上,用螺栓把其夹紧,再锁紧销轴上的螺母,从而夹紧整个夹具体。
4)编程粗精加工第一个半圆球面至图样要求后抛光表面。
5)拆下夹具体上M16的螺母,以销轴为旋转点,将夹具旋转90°,使定位销与夹具体上的孔准确配合,再用螺母夹紧,车削第2个半圆球面,第3、第4个半圆球面依次类推。
装配后的图(含工件)如图7所示。
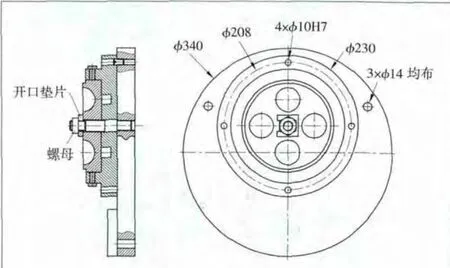
图7 装配图
3.2 平衡
因为本套夹具属于花盘类非对称旋转夹具,工件安装后会产生偏心,旋转起来会严重影响加工稳定性,而做静平衡试验对于该夹具是非常重要的,它影响设备的正常运行,也影响工件的质量和加工效率及操作工人的安全,所以必须对此装置进行平衡试验,以保证加工平稳性。对不平衡的部分按力矩平衡原理确定平衡块的重量。平衡后如图8所示。
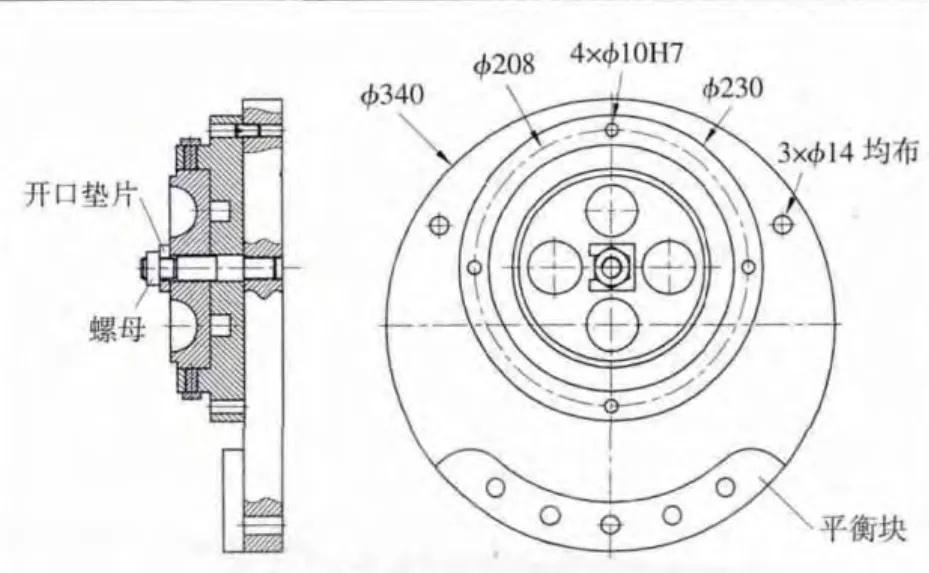
图8 平衡装夹
[1]李庆寿.机床夹具设计[M].北京:机械工业出版社,1984.
[2]杨峻峰.机床及夹具[M].北京:清华大学出版社,2005.
[3]成大先.机械设计手册[M].北京:化学工业出版社,2010.
(编辑 昊 天)
TG759
B
1002-2333(2015)04-0211-03
陈灿红(1974—),女,助理讲师,从事机械加工工作。
2014-11-16
猜你喜欢
有色金属加工(2020年4期)2020-08-20
思维与智慧·上半月(2020年4期)2020-04-13
思维与智慧(2020年7期)2020-04-09
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年12期)2018-12-23
福建质量管理(2018年20期)2018-11-14
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
数学物理学报(2017年2期)2017-06-05
数学年刊A辑(中文版)(2014年5期)2014-11-01
