
模具初始温度对U形件热冲压机械性能的影响
2015-05-10 07:42徐亮潘露杜文文
重庆科技学院学报(自然科学版) 2015年3期
徐亮 潘露 杜文文
(安徽机电职业技术学院数控工程系,安徽 芜湖 241000)
USIBOR1500P钢板在室温条件下的成形能力较差,易发生回弹和开裂等现象,对成形件的形状精度难以控制[1],在实际操作中对模具的磨损也较为严重,降低了模具的使用寿命。为解决这一问题,提出了高强钢板热冲压成形技术,即将板料加热到奥氏体化温度后,在专用模具上进行冲压成形并保压淬火冷却,以获得均匀板条状马氏体组织,抗拉强度达 1 500 MPa[2-4]。
刘文等人分析了成形速度与保压时间对冷却效果的影响[5]。马宁等人对加热温度、保温时间、水流速度等工艺参数进行了相关研究[6-9]。本次研究先通过高温下的热拉伸实验,获得了USIBOR1500P在不同变形条件下的真实应力-应变曲线。结合所得数据,采用ANSYS/LS-DYNA与DYNAFORM有限元软件对热冲压成形过程进行仿真模拟,重点分析模具初始温度对最终组织结构及机械性能的影响规律。
1 模型的建立
1.1 材料模型
本次研究采用单向热拉伸实验,获得了USIBOR1500P 硼钢在 550,600,650,750,850,950 ℃共6种温度条件下,应变速率为0.1 mm/s时的真实应力-应变曲线,如图1所示。
1.2 有限元模型
板料尺寸为300 mm×200 mm,凹凸模圆角半径R=5 mm,板料厚度为2 mm。U形件模具热冲压成形主要包括凹模、凸模、板料和压边圈,有限元模型如图2所示。
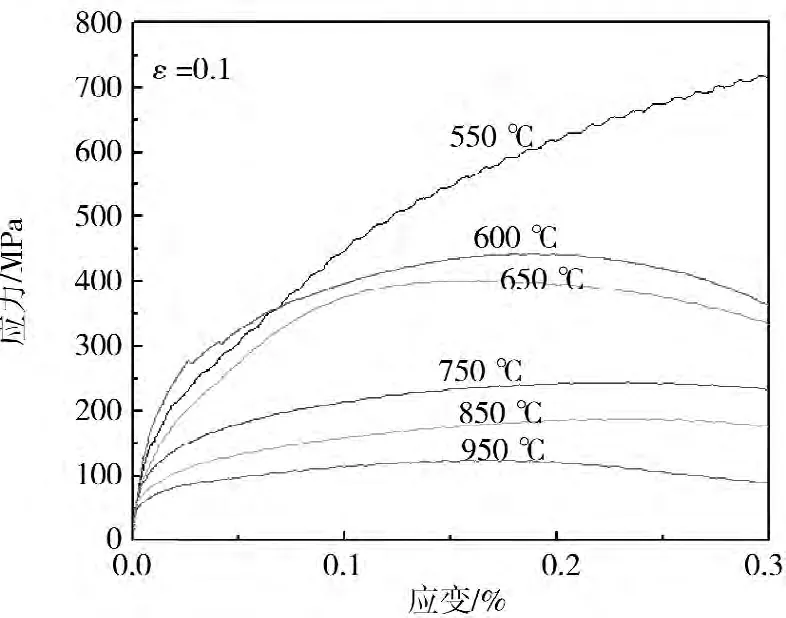
图1 USIBOR1500P应力-应变曲线图
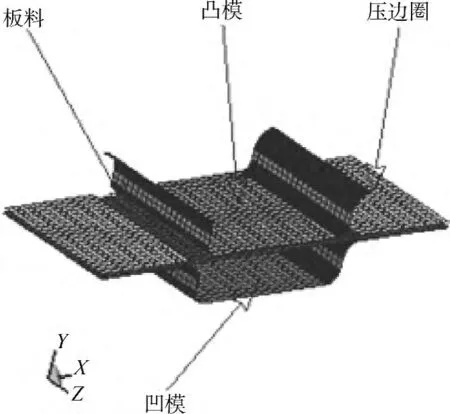
图2 有限元模型图
1.3 工艺及模拟方案
为研究热冲压成形工艺参数中模具初始温度对成形件机械性能的影响,选择不同的模具初始温度开展模拟实验,方案如表1所示。

表1 不同模具初始温度方案
2 模拟结果与分析
2.1 模拟结果
图3、图4所示为将板料加热到950℃,传热系数为400 W/(m2·℃),模具初始温度为25℃和冲压速度为15 mm/s的条件下的马氏体和维氏硬度分布情况。由图3可知,在板料的底部区域,马氏体含量最大,在凹凸模具圆角处,马氏体含量相对较少。图4反映出维氏硬度的分布与马氏体含量分布规律相同。
2.2 结果分析
(1)板料马氏体组织分析。图5为板料加热到950℃,冲压速度为15 mm/s、传热系数为400 W/(m2·℃),模具初始温度分别为 25,100,180 ℃时马氏体含量分布图。由图5可知,最终的马氏体含量的最大值随着模具初始温度的升高而降低,最小值也呈下降趋势。这是因为模具初始温度影响了温度场的分布,所以,其对U型件的最终组织结构和机械性能影响较为明显。
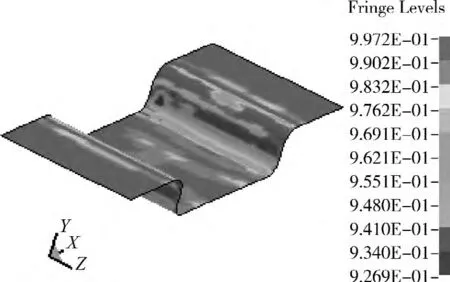
图3 板料最终马氏体分布
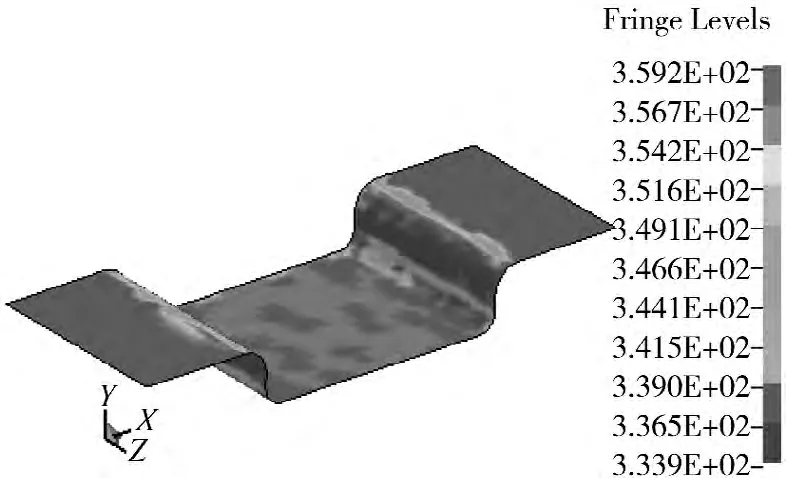
图4 板料最终维氏硬度分布
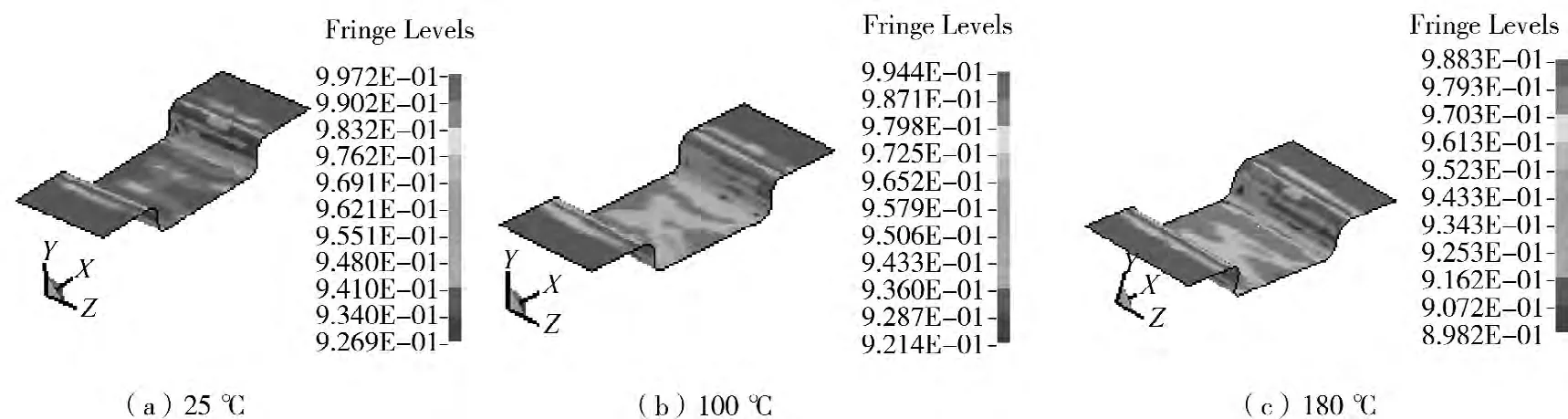
图5 不同模具初始温度下对应的马氏体含量分布
(2)板料维氏硬度分析。根据有限元模拟结果分析,U型件最终的维氏硬度值随着模具初始温度的升高而降低,如图6所示。分析认为这是因为模具初始温度升高,使得板料温度升高,加快了原子的热运动,从而原子扩大能力加强,导致硬度下降。
3 结语
通过单向热拉伸实验获得了USIBOR1500P硼钢在550,600,650,750,850,950 ℃ 共 6 种温度下,应变速率为0.1 mm/s时的真实应力-应变曲线。借助有限元软件DYNAFORM和ANSYS/LS-DYNA,研究了USIBOR1500P钢板热冲压成形工艺参数中模具初始温度对U型件机械性能的影响,结论如下:

图6 不同模具初始温度的维氏硬度关系曲线
(1)U形件最终的马氏体含量随着模具初始温度的升高而降低。
(2)U形件最终的维氏硬度随着模具初始温度的升高而降低。
[1] Peng C,Muammer K.Simulation of Springback Variation in Forming of Advanced High Strength Steels[J].Journal of Materials Processing Technology,2007,190(1/2/3):189-198.
[2]张志强.高强钢板热冲压技术及数值模拟[J].热加工工艺,2010,39(11):103-105.
[3]林建平,王立影,田浩彬,等.超高强度钢板热冲压成形研究与进展[J].热加工工艺,2008,37(21):140-146.
[4]刘红生,包军,邢忠文,等.高强钢板热冲压成形热力耦合数值模拟[J].材料科学与工艺,2010,18(4):459-463.
[5]刘文,王梦寒,冉云兰.超高强度钢热成形冷却过程数值模拟[J].热加工工艺,2012,41(3):78-80.
[6]马宁,胡平,闫康康,等.高强度硼钢热成形技术研究及其应用[J].机械工程学报,2010,46(14):68-72.
[7] Shan Z D,Zhang M L,Jiang C,et al.Basic Study on Die Cooling System of Hot Stamping Process[C]//Proceedings of the International Conference on Advanced Technology of Design and Manufacture.Beijing:IET PRESS,2010:23-25.
[8]江海涛,唐荻,米振莉,等.工艺参数对热冲压成型钢组织性能及硼偏聚的影响[J].材料工程,2010(2):69-73.
[9] Zhuang B L,Shan Z D,Jiang C,et al.Numerical Simulation of Hot Stamping Technology for Automotive Structural Parts[C]//Proceedings of the International Conference on Advanced Technology of Design and Manufacture.Beijing:IET PRESS,2010:176-180.
[10]马鹏飞,张松生.机械工程材料与加工工艺[M].北京:化学工业出版社,2008:37-38.
猜你喜欢
山东冶金(2022年1期)2022-04-19
机械研究与应用(2022年1期)2022-03-14
昆钢科技(2021年5期)2021-12-14
模具制造(2021年8期)2021-10-20
理化检验(物理分册)(2021年6期)2021-06-30
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
装备制造技术(2020年1期)2020-12-25
金属世界(2020年1期)2020-01-16
热处理技术与装备(2019年4期)2019-09-13
