
工装夹具及回转工作台在加工中心上的运用
2015-05-30 10:48张平
工业设计 2015年5期
关键词:工作效率
张平
摘要:伴随着我国现代化进程的逐步加快,零件加工质量在很多时候将会直接决定整个机械制造过程最终能否达到规范化的标准。通过以往大量的实践结果表明,零件加工质量不仅可以在很大程度上决定机械制造作业是否稳定可靠。与此同时也关系到后期运用作业是否足够稳定。就这一点上而言,相关企业单位都应当根据实际情况想方设法在加工中心上来提高工装夹具以及回转工作台的有效应用。鉴于此,本文将会首先具体分析零件加工工艺。解下来阐述工装夹具与回转工作台与之相应的加工原理,希望通过这种方式让大家在真正意义上明白其发挥的作用所在,与此同时为今后的工作提供一些借鉴和参考。
关键词:回转工作台;工装夹具;加工中心;工作效率
根据大量的调查发现,就目前而言在立式加工中心工作台上的加工零件绝大多数都仅仅局限于工件上的面、槽、孔等单序工序结构的加工。这样一来使得设备的使用性能变得十分的单一化,无法充分发挥设备的加工能力。随着时间的不断推移,相关研究人员对其进行深入而广泛的研究之后发现,如果能够让工装夹具有效配合回转工作台运行的话(在立式加工中)。可在很大程度上使立式加工中心使用范围得到进一步扩大,从而实现使用价值的最大化。除此之外,加工的效率大大提高,也许一个小时可以做完的事情现在只需要半个小时甚至是更少的时间就可以顺利完成。
1传统加工工艺
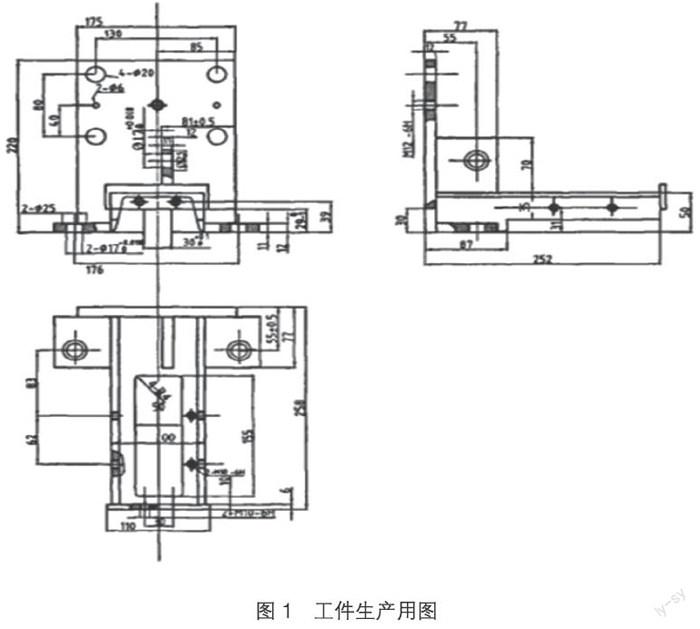
其中图1中所有孔系尺寸以30宽缺口中线为基准,此缺口事先用线切割割好。
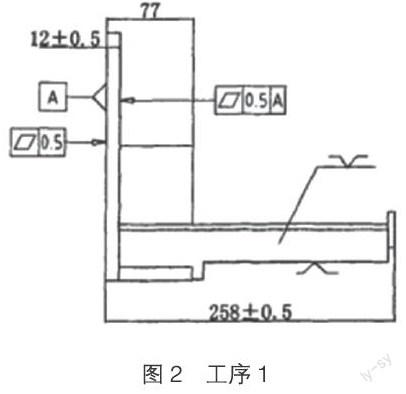
传统加工工艺如下。校正工件位置精度在0.05以内,刨A面保证图标各尺寸,加工设备:刨床。如图2所示。
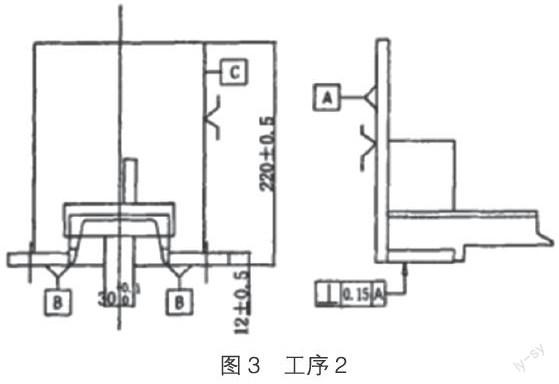
以A、C面定位铣B、B1面,加工设备:铣床。如图3所示
设计专用1-装1在车床上钻、扩。保证孔中心高55±0.15以及各位置精度。
设计专用工装2在钻床上钻、攻螺纹M12-6H。如下图(图5)所示。
2合理分析零件加工工艺
我们主要分析传统零件加工工艺以及配合工装夹具和工作台的具体配合工艺。通常情况下,在传统加工工艺下。其加工部件通过四十五号钢板原材进行焊接作业。需要特别提醒的是:在这个过程当中所有孔隙尺寸参数都必须选取以宽度为三十毫米的缺口,然后以中线为基准线予以相对应的施工。具体如下:首先是应用刨床对零件进行初加工。主要是针对工件加工位置进行相应的调整,务必要确保工件在校正处理中将位置精度不要高于0.05毫米;做到这一点之后,借助A面与C面对铣B面和I面实施定位。值得注意的是。主要是针对数控铣床这一点显得特别重要;接下来,现场作业人员采用专业化的工装设计方式在车床上进行扩、钻、铰等一系列的工艺流程。切记一点,在这个全过程中务必要确保孔中心高度低于五十五毫米,精度误差有效控制在前后0.15范围内。同理,在加工螺纹底孔与攻螺纹中按照上述进行操作即可。我们通过事实可以得到充分的证明,通过专用工装设计方式可以钻床运行平台当中进行螺纹底孔装置的钻探作业,从而使各项孔段参数的稳定性得到确保。但是由于加工手段工艺落后,工序过度繁琐,不仅无法保证零件加工工作的质量,同时工作效率低下,需要花费很多的人力物力财力。那么我们再来看一下设计专用夹具配合回转工作台的工艺。具体地说,我们同样是以上面的案例进行说明。对缺口完成切割之后采取一次性两件装夹的方式对B面钻、扩铰加工作业。除此之外,我们通常需要想方设法确保在此过程中的孔中心高度低于五十五毫米。精度误差应当介于±0.15之间。
3工装夹具的具体特点及回转工作台的基本工作原理
为了搞清楚这个问题,我们从以下几个方面加以分析。
3.1箱式组合夹具
为了更好的满足箱式组合夹具在立加上加工支座的实际加工要求,我们通过下图(图6)所示的箱式组合夹具。
从图中我们可以清楚的看到,整个箱体通过T型螺钉在立加工作台上固定起来的(设计基础以三十毫米宽缺口为定位基准)。其中调整柱、定位块等在平常运行过程中的易磨损件可根据实际情况进行更换。
3.2夹具结合回转工作台的具体应用
下图(图7)是根据工件加工的具体要求而设计的专用夹具.它是基于已加工好A面来进行定位的。以30宽缺口及其中一个直径为二十毫米的孔为定位基准,然后采取螺栓压紧夹具方式。一次装夹两件,利用回转工件台分度功能将其中的一些工序进行合并之后从而达到一序完成的效果。
3.3数控回转工作台的基本原理
所谓的数控回转工作台指的是在数控系统的有效控制下,在规定的时间范围内完成工作台的圆周进给运动,与此同时能同其他坐标轴实行有效联动的重要部件。通过实践发现,它不仅可以以最快的速度完成复杂零件的加工,与此同时还可以作正反、旋转等多个角度转位和分度。就目前而言,绝大多数数控回转工作台的运动均由伺服电机进行驱动,然后经减速齿轮(或者是蜗轮蜗杆)传动。
4结束语
综上所述,随着时代的进步与科技的不断发展,数控机床的制造以及相应数控加工技术越来越完善,与此同时加工手段比起传统方式已经先进了许多,在当前的许多数控机床的加工中心我们可以采取单机版就能够在最短的时间内完成攻、钻、镗等一系列的功能,而且耗费的人力比以前也要少(自动化作业)。相关工作人员只要有机地结合夹具设计与数控功能部件,就能有效实现合并工序,扩大机床使用范围的目的。从而通过这种方式提高加工质量及效率,降低生产成本的目的。
参考文献:
[1]赵芳,肖飞.工装夹具及回转工作台在加工中心上的运用[J].科技创新导报.2012(29).
[2]刘建.重型车辆高强刚主体结构变位工装设计与工艺试验研究[D].南京理工大学:材料加工工程。2013.
[3]王朝恒.整体叶轮数控电解加工设备研制及工艺试验[D].南京航空航天大学2012.
[4]陈鹏,易梦青.工装夹具及回转工作台在加工中心上的运用[J].机电工程技术.2011(11).
猜你喜欢
数学大王·中高年级(2021年6期)2021-09-27
中华养生保健(2020年10期)2021-01-18
湖北农机化(2020年4期)2020-07-24
山东林业科技(2019年2期)2019-06-03
经济技术协作信息(2018年33期)2018-12-06
现代营销(创富信息版)(2018年9期)2018-09-03
赤峰学院学报(蒙文哲学社会科学版)(2017年4期)2017-12-15
商业文化(2017年26期)2017-04-20
湖北开放大学学报(2016年5期)2016-06-05
时代英语·高二(2015年4期)2015-08-14
