浅谈J422碳钢电焊条在钢筋焊接工程中的应用
2015-05-30 19:48张翔健
信息周刊 2015年12期
关键词:质量控制
张翔健
【摘 要】J422碳钢电焊条在建筑工程钢结构及钢筋焊接工程中有着广泛的应用,本文就J422碳钢电焊条的主要技术参数和使用范围,以及在钢筋焊接施工的质量控制进行初步分析,为J422碳钢电焊条在钢筋焊接施工中的应用提供参考。
【关键词】J422碳钢电焊条;钢筋焊接;使用范围;质量控制
焊条电弧焊是应用最广泛的焊接方法,由于焊条电弧焊设备简单、移动方便、电缆长、焊把轻,因而广泛应用于平焊、立焊、横焊、仰焊等各种空间位置和对接、搭接、角接、T形接头等各种接头形式的焊接。无论是在车间内,还是在野外施工现场均可采用。J422碳钢电焊条作为建筑工地最常用焊条之一,因其交流、直流两用,焊接工艺性能佳,性价比较高等特点被广泛的建筑工程所使用。
1.J422碳鋼电焊条简介
J422焊条是普通叫法(也称牌号),对应国际标准焊条型号为E4303(后文中型号E4303等同于J422)。它是一种酸性焊条,药皮钛钙型,熔敷金属抗拉强度不低于430MPa。
1.1主要用途
用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
1.2优点
交、直流两用,可进行全位置焊接。具有优良的焊接工艺性能和力学性能,电弧稳定,飞溅少,脱渣容易,焊缝成型美观。
2.主要技术参数
2.1规格
J422焊条直径从2.0mm到6.0mm不等,可以进行全位置焊接,交直流两用。
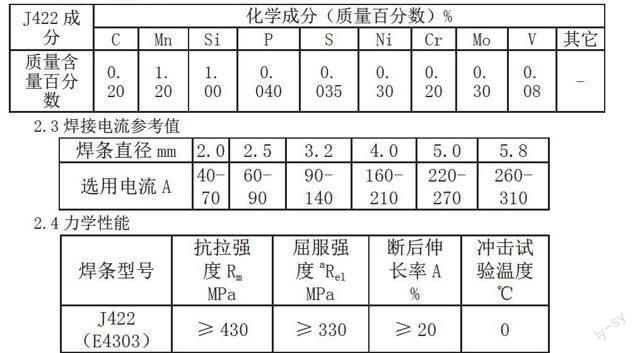
2.2熔敷金属成份
2.3焊接电流参考值
2.4力学性能
2.5 X射线探伤:Ⅱ级
3. J422碳钢电焊条在钢筋焊接工程中的使用范围
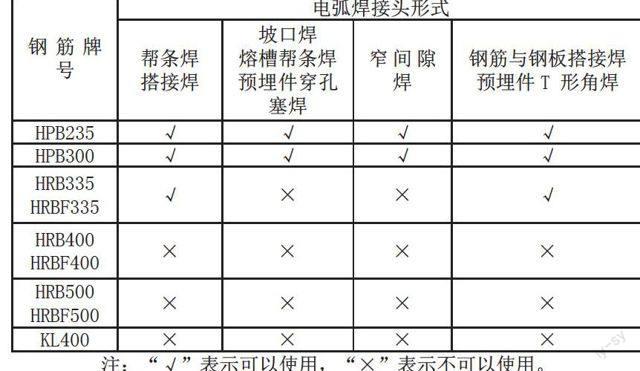
3.1焊接位置:PA、PB、PC、PD、PE、PF。
3.2使用范围:J422碳钢电焊条钢筋焊接具体使用范围应根据设计要求确定,若设计无规定时,可按下表适用。
4. J422碳钢电焊条钢筋焊接质量控制
4.1焊条材料质量控制
焊条原材的质量是保证钢筋焊接质量的基础和前提。从全面质量管理的观点出发,为了保证焊接质量,从钢筋焊接的起始阶段,就要把好进场材料关。
4.1.1进场材料报验
每批焊条进场后,由施工单位向现场监理申报,并填写《进场材料报验单》(一式两份)将材料名称、规格型号、数量、批号、进场日期、使用日期、使用部位等信息填写完整,附产品合格证,送监理试验室。未经监理工程师签字验收,焊条不得在工程上使用。
焊条的进厂验收:
一般情况下应进行质量证明书核对、包装检查和焊条外观检验。
(1)核对焊条质量证明书。焊条质量证明书的内容除说明该批焊条质量符合相应焊条标准规定外,还应包括:
(a)焊条型号、牌号、规格(直径和长度);
(b)批号、数量及生产日期;
(c)熔敷金属化学成份检验结果;
(d)熔敷金属或对接接头各项性能检验结果;
(e)生产厂名称与地址;
(f)生产厂技术检验部门与检验人员签章。
(2)检查焊条的包装:包装是否完好,有无破损、受潮现象;检查包装上的标记内容是否齐全,是否清晰可辨;其型号、牌号、规格、生产批号、检验号、制造厂与商标等是否与质量证明书相一致。
(3)检查焊条的外观质量:是否受污染,在储运过程中是否有可能影响焊接质量的缺陷产生;识别标记是否清晰、牢固,与产品实物是否相符。
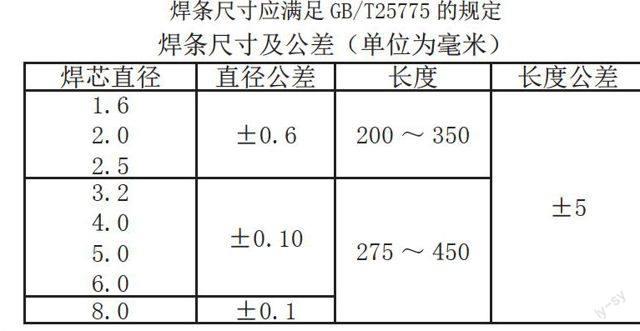
4.1.2尺寸
焊条尺寸应满足GB/T25775的规定
4.1.3药皮
涂敷在焊芯表面的有效成分称为药皮,也称涂层。焊条药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。起到机械保护、冶金处理、改善焊接工艺性能、渗合金等作用。
J422碳钢电焊条药皮质量应满足以下要求:
(1)焊条药皮应均匀、紧密地包裹在焊芯周围,焊条药皮上不应该有影响焊接质量的裂纹、气泡、杂质及脱落等缺陷。
(2)焊条引弧端药皮应倒角,焊芯端面应露出。焊条沿周围的露芯应不大于圆周的1/2。焊条长度方向上露芯长度不大于焊芯直径的2/3或2.4mm两者的较小值。
(3)焊条偏心度应符合如下规定:
(a)直径不大于2.5mm的焊条,偏心度应不大于7%;
(b)直径为3.2mm和4.0mm的焊条,偏心度应不大于5%;
(c)直径不小于5.0mm的焊条,偏心度应不大于4%;
4.2焊接质量控制
4.2.1焊条储存
焊条应存放在干燥的库房内,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。若受潮时,在使用前应经250~350℃ 烘焙2h。使用中回收的焊剂应清除熔渣和杂物,并应与新焊剂混合均匀后使用。
电焊条烘干时应注意如下事项:
(1)烘干焊条时,禁止将焊条突然放进高温炉内,或从高温炉中突然取出冷却,防止焊条因骤冷骤热而发生的药皮开裂现象。
(2)焊条烘干时应作记录,记录上应有牌号、批号、温度、时间等内容。
(3)在焊条烘干期间,应有专门负责的技术人员,负责对操作过程进行检查和核对,对每批焊条不得少于一次,并在操作记录上签名。
(4)烘干焊条时,焊条不应成垛或成捆地堆放,应铺放成层状,每层焊条堆放不能太厚(一般为1~3层),避免焊条烘干时受热不均和潮气不易排除。
(5)露天操作时,必须将焊条妥善保管,不允许露天存放,应在低温烘箱中恒温保存,否则次日使用前还要重新烘干。
4.2.2焊接前控制
为了确保钢筋焊接的质量,要求所有焊工在正式焊接开始前,进行现场条件下的焊接工艺试验,经试验合格后,方可正式生产,并将焊接工艺、参数报送监理工程师。试验结果应符合质量检验与验收时的要求。
施焊人员必须持证上岗,在施焊前要进行试焊,符合要求后方可正式进行焊接。
钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。
4.2.3焊接中控制
(1)钢筋搭接焊时,两钢筋搭接端部应预先折向一侧,使两结合钢筋轴线一致(轴线偏移不超过3mm),带肋钢筋进行焊接时,宜将纵肋对纵肋安放和焊接,接头宜采用双面焊,双面焊困难时,可采用单面焊接。HPB235钢筋接头双面焊缝的长度不小于4d,单面焊缝的长度不小于8d(d为钢筋直径)。搭接接头的焊缝厚度h应不小于0.3倍钢筋直径;焊缝宽度b不小于0.7倍钢筋直径。
(2)焊接时,引弧应在搭接钢筋的一端开始,收弧应在搭接钢筋端头上,弧坑应填满。第一层焊缝应有足够的熔深,主焊缝与定位焊缝,特别是在定位焊缝的始端与终端,应熔合良好。
(3)焊接时,应注意焊接时的天气情况,风雨天施焊应采取防风、防雨措施。
(4)焊缝表面平整,不得有较大的凹陷、焊瘤,接头处不得有裂纹,焊接后焊渣要全部敲掉。
4.2.4要保证焊接接头的质量,就应在焊接过程中采用有效措施,避免产生焊接缺陷。
(1)避免咬边的措施是电流大小要恰当;焊条角度要正确;焊接电弧要短些。
(2)避免产生气孔的措施是:不允许使用失效的焊条,如焊芯锈蚀,药皮开裂、剥落,偏心度过大等;防风措施严格,无穿堂风等;正确地选择焊接工艺参数;尽量采用短弧焊接,减少气体进入熔池的机会;焊接速度不能过快,电弧不能过长,正确掌握起弧、运条、息弧等操作要领。
(3)避免产生夹渣的主要措施有:每层熔渣应彻底清除干净;焊条摆动宽度不要过宽,焊接速度均匀、合适,不能过快;减少焊件倾角,加大焊条角度,提高焊速,有可能时采用上坡焊,尽量使用短弧焊接,选择合适的电流参数。
4.2.5冬季施工焊接质量控制
冬季进行负温焊接前,要对焊工进行专项培训,掌握负温下的焊接规律,并按说明书的要求对焊条进行烘焙。
帮条焊或搭接焊时,第一层焊缝应从中间引弧,向两端施焊;以后各层控温施焊,层间温度控制在150~350℃之間。多层施焊时,可采用回火焊道施焊。
当环境温度低于-20℃时,不宜进行各种焊接。
雨天、雪天不宜在现场进行施焊;必须施焊时,应采取有效遮蔽措施。焊后未冷却接头不得碰到冰雪。
5.结束语
在现代建筑工程中钢筋焊接随处可见,已成为建筑行业中一种不可缺少,而且非常重要的加工工艺方法,而钢筋的焊接质量也直接关系到整个工程的质量目标。了解各种焊接材料的工艺参数和使用要求,进一步提高焊接质量和安全可靠性,掌握焊接质量的控制方法和技术参数尤为显得重要。
参考文献:
1. JGJ18-2012 《钢筋焊接及验收规程》
2. GB/T 5117-2012 《非合金钢及细晶粒钢焊条》
3.GBT 25775 《焊接材料供货技术条件 产品类型、尺寸、公差和标志》
4. http://www.tjbridge.com/articleread.asp?u=126w340w3854t0
5. http://www.dxyhtc.com/html/105118155.html
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29