
切梗丝厚度对卷烟烟支质量标准偏差的影响研究
2015-05-30 10:48张鹏
中国包装工业(下半月) 2015年11期
关键词:方差分析
张鹏
【摘 要】烟支质量标准偏差指标体现卷烟烟支质量控制的稳定性,进而影响卷烟的感官质量和焦油含量,是反映卷烟加工精度的重要质量指标。膨胀梗丝是卷烟配方的重要组分之一,工艺作用在于节约原料成本以及卷烟减害降焦等方面。当卷烟配方中膨胀梗丝占比较大时,梗丝加工状态会影响烟支质量控制精度。通过试验分析不同切梗丝厚度对卷烟烟支质量标准偏差的影响,选择适宜的切梗丝厚度,降低卷烟烟支质量标准偏差,提高卷烟烟支质量控制的稳定性。
【关键词】烟支质量标准偏差 梗丝掺配比例 切梗丝厚度 方差分析
切梗丝是烟梗加工的重要工序,切梗丝厚度指标直接影响梗丝的形态等物理性状,对烟支卷制成型过程烟丝的分布均匀性产生影响。膨胀梗丝在低端卷烟配方中占比一般在35%左右,影响效果更为明显。以切梗丝厚度为试验因子,在其他工艺条件相同,保证试验顺序随机的情况下,安排工艺试验。通过单因子方差分析判断切梗丝厚度的差异是否对卷烟烟支质量标准偏差产生显著影响,进而选择适宜的切梗丝厚度,降低卷烟烟支质量标准偏差,提高卷烟烟支质量控制的稳定性。
1 材料与方法
1.1 材料与仪器
烟丝(某牌号四类配方烟丝,梗丝掺配比例35%);Q31切梗丝机;YJ19卷烟机(英国MOLINS公司);游标卡尺;QTMOPC综合测试台(英国斯茹林公司)。
1.2 试验与处理
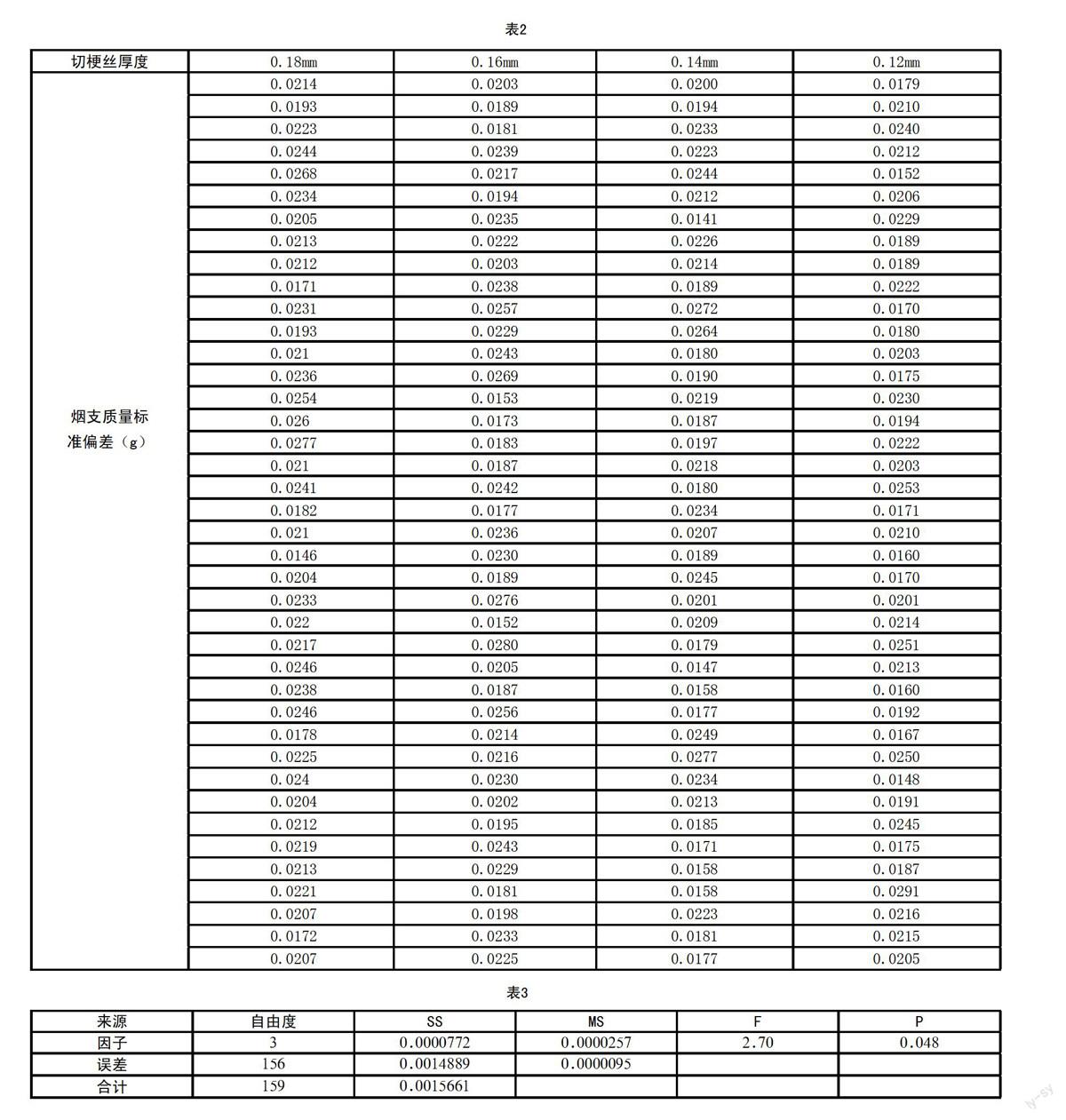
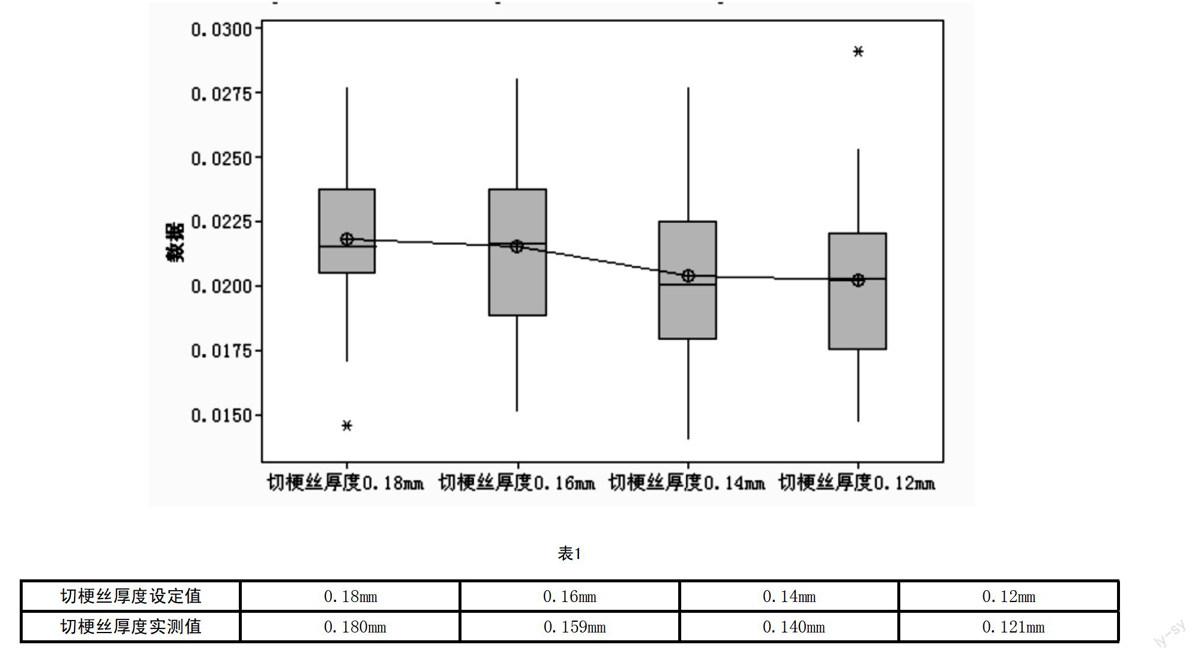
按照切梗丝厚度为0.18mm、0.16mm、0.14mm和0.12mm设定(设定顺序随机)生产梗丝,按照35%的比例分别均匀掺配进入四批烟丝中,形成4个实验批次。使用游标卡尺实测试验梗丝厚度,确认切梗丝厚度控制精度符合试验要求。结果见表1。
在相同的工艺条件下,在YJ19卷烟机上分别进行生产卷制,每批次随机取样40组烟支,每组30支,通过QTMOPC综合测试台检测卷烟质量,得出卷烟烟支质量标准偏差。
2 结果与分析
2.1 对测得的4组数据的进行统计,结果见表2。
2.2 试验分析
使用Minitab软件对试验结果进行分析,以切梗丝厚度为试验因子进行单因子方差分析,判断不同因子水平下,卷烟烟支质量标准偏差是否有明显差异。结果如下。
2.2.1 切梗丝厚度因子四水平(0.18mm,0.16mm,0.14mm, 0.12mm)整体比较分析
单因子方差分析:切梗丝厚度0.18mm,切梗丝厚度0.16mm,切梗丝厚度0.14mm,切梗丝厚度0.12mm,见表3。
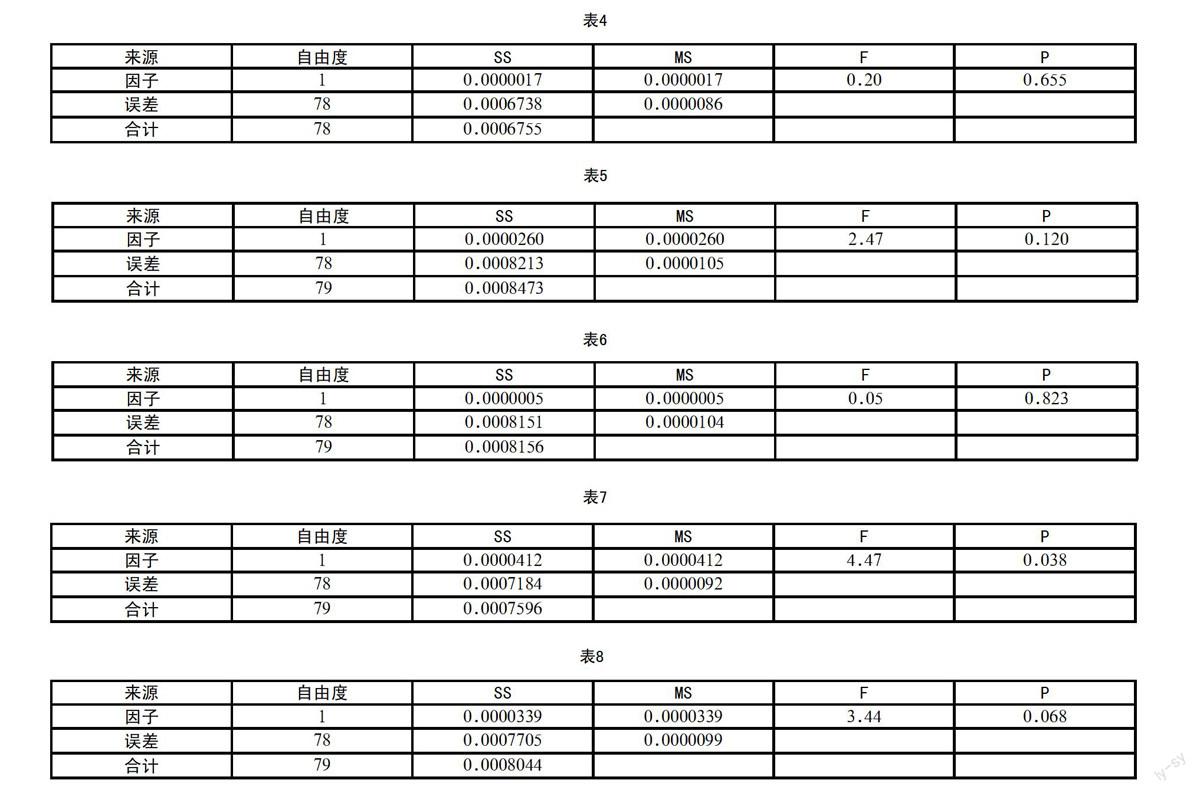
2.2.2 切梗丝厚度因子二水平(0.18mm,0.16mm)比较分析
单因子方差分析:切梗丝厚度0.18mm,切梗丝厚度0.16mm,见表4。
2.2.3 切梗丝厚度因子二水平(0.16mm,0.14mm)比较分析
单因子方差分析:切梗丝厚度0.16mm,切梗丝厚度0.14mm,见表5。
2.2.4 切梗丝厚度因子二水平(0.14mm,0.12mm)比较分析
单因子方差分析:切梗丝厚度0.14mm,切梗丝厚度0.12mm,见表6。
2.2.5 切梗丝厚度因子二水平(0.18mm,0.14mm)比较分析
单因子方差分析:切梗丝厚度0.18mm,切梗丝厚度0.14mm,见表7。
2.2.6 切梗丝厚度因子二水平(0.16mm, 0.12mm)比较分析
单因子方差分析:切梗丝厚度0.16mm,切梗丝厚度0.12mm,见表8。
2.2.7 做出切梗丝厚度各试验水平的箱线图,见上图。
我们选择的判定准则是:理论上当P值≤0.05,则不同因子水平下,卷烟烟支质量标准偏差有明显差异;P值数据越接近0,则不同因子水平下,卷烟烟支质量标准偏差的差异越明显(实践应用中P值≤0.2。我们认为不同因子水平下,对应数据有明显差异);P值数据越接近1,则不同因子水平下,卷烟烟支质量标准偏差的差异越不明显(P值>0.3,我们判定不同因子水平下,对应数据无明显差异)。
从分析结果来看,可得出如下结论:
(1)切梗丝厚度指标在0.18mm-0.12mm的范围内变动,卷烟烟支质量标准偏差有明显差异;(2)对比切梗丝厚度指标为0.18mm和0.16mm两个水平,卷烟烟支质量标准偏差没有明显差异;(3)对比切梗丝厚度指标为0.14mm和0.12mm两个水平,卷烟烟支质量标准偏差没有明显差异;(4)对比切梗丝厚度指标大于等于0.16mm和小于等于0.14mm两种情况,卷烟烟支质量标准偏差有明显差异,切梗丝厚度小于等于0.14mm时卷烟烟支质量标准偏差有效降低。
3 结论与讨论
随着卷烟降焦减害工作的深入推进,在四、五类卷烟中,膨胀梗丝的掺配比例也多在30%以上。因此,一是卷烟企业在生产低端产品时,为降低卷烟烟支质量标准偏差,提高卷烟质量稳定性,在制定膨脹梗丝加工工艺技术要求时,可将切梗丝厚度指标设定为0.14mm以下;二是综合考虑质量成本,不必将切梗丝厚度指标设定过低。
参考文献:
[1]国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
[2]陈良元.卷烟生产工艺技术[M].郑州:河南科技技术出版社,2002.
猜你喜欢
现代农业科技(2017年2期)2017-03-16
现代农业科技(2017年2期)2017-03-16
现代农业科技(2017年2期)2017-03-16
现代农业科技(2017年1期)2017-03-06
考试周刊(2017年6期)2017-02-13
商场现代化(2016年21期)2016-10-21
大学教育(2016年7期)2016-07-27
课程教育研究·学法教法研究(2016年15期)2016-06-30
科技视界(2016年11期)2016-05-23
农业科技与装备(2014年9期)2014-12-26
