
计算机集合参数控制在堆焊领域中的应用
2015-05-30 05:37于明志
中国包装工业(下半月) 2015年11期
于明志
【摘 要】在钢铁、水泥等行业中,为了降低成本,多数对各类损坏的辊面进行堆焊再制造,然而,在堆焊再制造中的堆焊参数控制及其重要。对其焊接的工艺参数进行集中和精确的控制,称之为计算机集合参数控制。
【关键词】堆焊 再制造 计算机控制 参数
引言
在钢铁行业中的轧辊、水泥行业中的挤压辊的修复再制造,多数采用埋弧焊、明弧焊,也有采用气体保护焊[1]。在埋弧焊中一般采用平特性和陡降特性控制。但有关文献对这两种控制都存在疑问。另外在处理机头的行走、机头的旋转使用变频控制,即不考虑电压对机头转速的影响,也没考虑两者之间的关系。
埋弧焊焊接过程中,电弧电压和电弧两个参数的控制是保证焊接质量的重要条件,电弧电压表征焊丝端头到辊面的距离,也就是焊接电弧的长度。电弧的长度与焊接的稳定性有直接关系。過长会减少焊接能力,过短会增加堆焊的高度、宽度,两者都会影响焊接质量。焊接电流使焊丝熔化,产生的热在辊面形成熔池,焊接电流大,熔池、熔深大,熔池在辊面形成高温热源,这对辊面是一个可移动的小面积高温点热源,这个点热源的移动形成辊面热应力场的动态分布。
综上所述,从以往经验来看,在用稳定电压来调节电流,或是稳定电流来调节电压都是不合适的,所以我们采用计算机集合参数来控制。
1 计算机控制
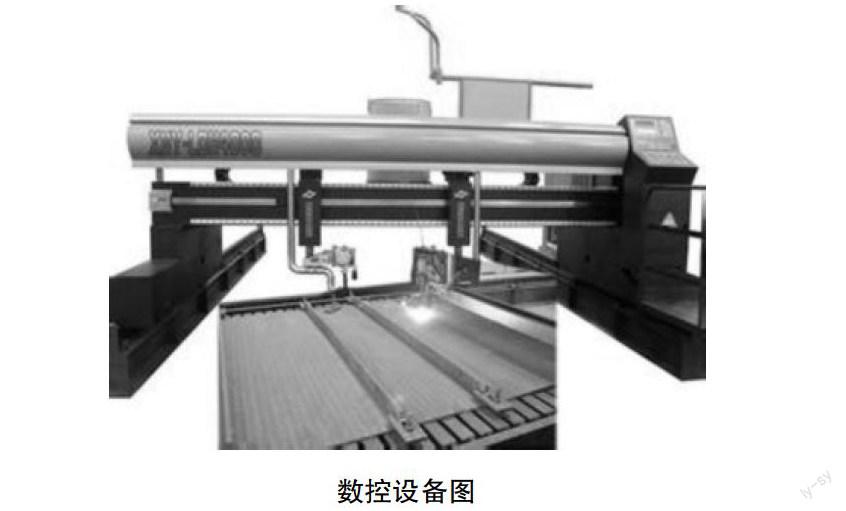
(1)使用数控系统进行控制。为了精准地控制埋弧焊的线速度,首先是辊面线速度是辊转速和辊半径之积。堆焊层数增加,堆焊辊半径也会增加,为了保证线速度恒定,必须保证随着辊半径变大而相应的降低旋转速度。那么辊面旋转速度和堆焊机头轴向移动的速度合成出新的速度,即为辊面堆焊的线速度。此时使用计算机实时控制速度。采用直角三坐标系统下的柱面参数运动控制,机械上有旋转轴旋转运动参数,堆焊机头上有三个可移动的坐标参数,一般情况下为数控堆焊机上有4个运动轴,要有三联动控制。数控设备如图所示。
(2)对于堆焊电源采用恒流、稳压控制,使用恒定的焊接电流的同时稳定焊接电压,可以控制输出功率的稳定性。这样焊接电流和焊接电压是必须控制的参数,通过合成,会产生新的参数,即为焊接功率。最后,计算机控制电弧电压、焊接电流、焊接功率。
(3)焊接送丝机头,使用CPU将送丝电机转速关联着焊接输出功率,实施恒速送丝控制。送丝速度由计算机控制。送丝速度恒定,可计算出厚度参数,可使用计算机直接得到堆焊工作的时间参数。
在数控堆焊机中,要有4个机械运动参数,3个焊接电参数,1个送丝速度参数,这些参数可以得到如下效果:一是焊接功率、送丝稳定,运行也稳定,堆焊熔敷层均匀。二是焊接功率、机头运行稳定,导致熔池大小均匀。辊面热源稳定,动态热应力场稳定,使辊面的性能一致。
(4)堆焊机的电保温炉起到至关重要的作用,保护焊接的层间温度,能够避免焊缝裂纹。电加热炉可以使用单向红外线辐射板和红外线辐射辊,几块辐射板放在轧辊两侧,一个长辐射辊放在轧辊的下方,效果最佳,加热时,使用温度控制器,进行恒温控制。使堆焊过程中的辊面动态应力场有规律地均匀且稳定。
(5)药芯焊丝内部的均匀性也很重要,一般在焊接过程中,为了得到相同的焊接效果,实心焊丝要比药芯焊丝效果好。
(6)铁基材料存在着一个纳米材料系列,在0℃-1270℃温度区间,不会发生复杂的固态相变,没有这种相变产生的吸热与放热效应。这说明温度与材料体征结构稳定性关系不大,也就是说在这温度区间,材料性能是稳定不变的。对于晶格,在原子纳米的范围是进程有序的,在亚纳米尺度表现为长程无序,因此具有较好的抗冲击能力和较好的耐磨性。
结语
数控堆焊机已经得到实际的应用如图所示,堆焊后的表面硬度误差很小,具有较好的耐磨性能。并且数控运动控制精度控制在0.01mm,焊接电流在较大时误差要小于1A,控制焊接电压误差小于1V,控制送丝速度波动误差小于1%。
参考文献
[1]单际国.董祖珏,徐滨士.我国堆焊技术的发展及其在基础工业中的应用现状[J].北京:焊接学会堆焊与表面工程专业委员会.
猜你喜欢
山东冶金(2019年3期)2019-07-10
电脑知识与技术(2016年26期)2016-11-25
企业技术开发·下旬刊(2016年9期)2016-11-23
商场现代化(2016年25期)2016-11-15
中国市场(2016年23期)2016-07-05
新世纪水泥导报(2016年1期)2016-07-01
现代工业经济和信息化(2016年5期)2016-05-17
科技创新导报(2015年6期)2015-06-02
燕山大学学报(2014年3期)2014-03-11
机械制造文摘(焊接分册)(2013年2期)2013-03-20
