
巧用数控车、铣复合工艺批量加工零件的案例分析
2015-05-30 14:12孟令威
中国包装工业(下半月) 2015年11期
关键词:加工
孟令威
【摘 要】进行零件加工过程中,合理应用数控车、铣复合工艺能够快速准确的对其进行批量加工,并且可以降低企业生产的成本投入,提升企业效益。本文选取某个零部件,巧用数控车和铣复合工艺对其进行批量加工,取得了很好的效果,并为今后的有关工作提供了可靠的借鉴。
【关键词】数控车 铣复合工艺 加工
企业正常的运作阶段,生产加工长度较短、精度要求较低的零件,通常采用批量加工方式,以节省人力和物力。而合理应用数控车和铣复合工艺对零件进行批量加工,速度快且精度高,属于高效的应用方式。本文以直升机模型的旋翼夹座加工举例,阐述一类应用数控车床和铣复合工艺进行零件生产加工的方式。
1 直升机模型旋翼夹座生产工艺
(1)这个零件外部不属于典型旋转体,有很多不规则特点,无法直接应用车削方式加工,要采用铣削方式;(2)若直接应用方形材料实行铣削,加工较难,通常内陷部分和相连的斜线部分很难应用铣刀加工;(3)由于该零件具备圆柱特点,首先假定其就是旋转体,由于后期铣加工成为当前不规则形状。所以,能够应用圆柱棒为原料,优先应用数控车对其批量加工为半成品,之后应用夹具将其夹好,使用铣床实行批量生产。装夹这个零件需正反面实行两次,方可将全部特点加工铣削完成;(4)这个零件3毫米通孔与M2螺纹底孔应用一般钻床与攻丝机加工,无需应用数控车;(5)铝合金部件实行去金属毛刺、氧化以及着色,其外表展现出蓝颜色,相对美观。
直升机模型的主要部位,比如螺旋桨部位的零部件均应用强度较高和质量较轻的铝合金原料进行生产加工。所以,对直升机模型旋翼夹座进行加工生产通常需注意如下几方面要求。首先,因喜爱航空模型的群体数量较少,航模市场规模依然不大,加上新式航模持续研发且投入市场迅速,更新速度更快,因此,各航空模型的订单量均大约在2000架,该数量为中小批次,各直升机模型运用的铝合金构件大约有20个,加工工艺方面,若应用铝合金压模具方式进行加工,应用模具的生产成本则会很高,并不划算,且开模花费的时间也很多,因此,不能应用模具加工方式进行批量零件加工;其次,因为直升机模型零件规格要求的精度与外表光滑性设定的标准并不太严格,因此,能够应用数控模式进行加工;最后,因直升机模型零件需采取批量加工方式,因此,需制造对应的夹具。和一般的加工工艺比较,数控车和铣复合工艺批量加工生产模式具备如下几方面优点。第一,减少零部件生产加工的环节,提升加工生产成效;第二,降低材料的装夹频率,并提升加工精准度;第三,降低占地面积,减少加工资金成本投入;第四,降低零部件的生产加工时间。
2 直升机模型旋翼夹座的加工环节
首先应用数控车编程生产半成品,原料为¢28毫米铝合金棒。应用Master CAM进行程序编写,且应用数控铣床对零件A和B两面进行加工。数控车的操作经验丰富,能够很好地掌握数控车的操作环节与对刀工艺,防止对刀环节出现问题,导致切削偏差,严重的导致零件报废。铣刀的刀刃数量需尽量多,进而降低刀痕,提升零部件外表的品质,设计阶段需充分考量对刀基准点,且具备主要的对刀参数。编程阶段需有效掌握编程工作和应用的数控车床的主要参数。严格遵循上述要求,方可很大程度提升零部件的加工生产品质与加工效率,保证直升机模型零件的使用性能。若应用一般的数控车进行加工生产,需多次进行装夹方可彻底完成,使用多个数控车与铣车床,造成更长的工艺链,因定位基准不可重合,难以确保精度,生产成效低。所以应用数控车和铣复合工艺对直升机模型零件进行加工。
2.1 首先对顶面凸缘进行加工
基于基准先行,首先粗加工,之后精加工和工序集中的生产加工准则,科学分配生产工艺,因需实行批量加工生产模式。可以首先应用简易的夹具,将夹具放在数控铣床臺上,应用百分表将其找平,使用组合压块稳定。对其四面分中,且选取圆孔底作为对刀面。按照次序将6个零件安置于圆孔中,该圆孔的直径需大于零件外径0.03毫米左右,把夹具上的活动条向内部压,将6个零件压牢靠,之后稳固夹具的活动压条,结束零件的装夹。
2.2 零件A面加工
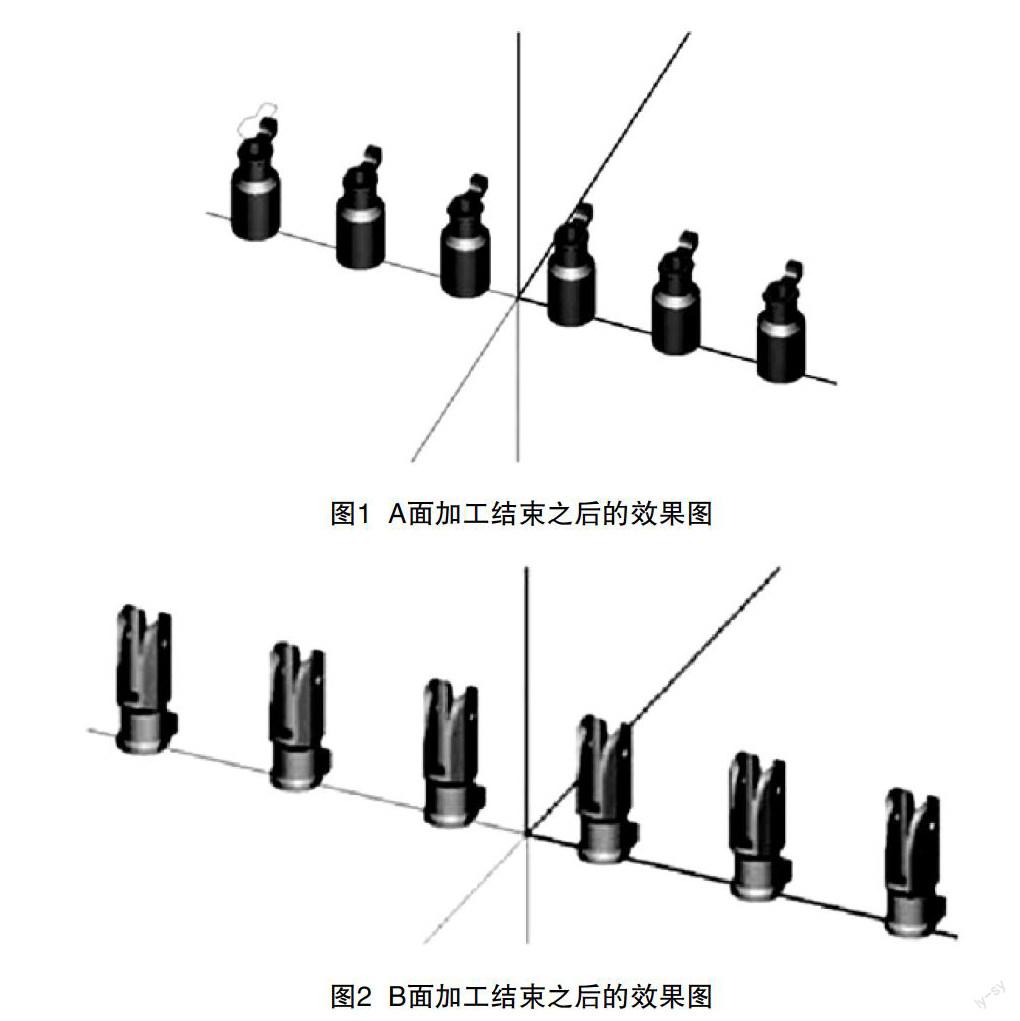
(1)由于加工生产速度与排位之间的距离,首先应用8毫米平刀进行外形轮廓的粗加工,刀具路径向前切削的速度800,主轴转速设定为1800,Z层加工0.5毫米,X和Y预留出0.2毫米。如图1为A面加工结束之后的效果图。
(2)由于两处R1.5加工不足,需更换3毫米平刀对残料进行清理,且对其外形轮廓进行细致修补,确保零件外形轮廓加工充分。刀具路径向前切削的速度400,主轴转速为2200,X和Y平面分成双刀加工,无需预留,设定预留量为0即可。
(3)更换1.5毫米中心转头对M2螺纹底孔进行设点,以便之后应用一般钻床进行打孔加工,保证孔心间距为11.5毫米。
(4)仅需针对首个零件实行程序编写,别的零件应用程序平移方式。总共6个零件加工结束为13分钟左右。
2.3 零件B面装夹环节
进行零件加工阶段,缩短加工生产时间是提升加工效率的主要方式。经以上分析,与该零部件自身的特征相结合,因此,零件B面应用数字铣床加工过程中需应用简易夹具,简易夹具具备6个工位,各工位都嵌1个半径3毫米的铁针,以便对零件进行固定,底面和A面外延尺寸相同,避免加工零件发生松动,之后将零件紧压,稳固夹具上的压条,就能够结束对零件的装夹环节。
2.4 零件B面的加工环节
(1)首先对外形实行2D轮廓粗加工,应用8毫米平刀,刀具路径向前切削的速度800,主轴转速为1800,Z层0.5毫米,X和Y预留0.25毫米。粗加工结束之后,应用之前的刀具实行外形轮廓精修,刀具路径向前切削的速度为400,设定主轴转速为2200,Z无需进行分层,X和Y无需进行预留,预留量设定为0,并且加工充分。如图2为B面加工结束之后的效果图。
(2)应用4毫米平刀针对4.8毫米宽的窄槽的外形进行加工,刀具路径向前切削的速度为1000,主轴转速为2200,Z层加工,各层0.2毫米。
(3)针对曲面实行加工工序。由于曲面流线显著,因此,对曲面流线采取精工方式。应用6毫米球刀,刀具路径向前切削的速度为1000,主轴转速为2200,曲面流线cross方向之间距离为0.2毫米,加工结果较佳,之后实行氧化,之前产生的刀纹则会被有效的消除。
(4)仅需针对首个零件实行程序编写,别的零件应用程序平移方式。6个零件全部结束加工生产为半小时左右。通常情况下,进行打孔环节的时候,应用一般机床对零件进行3毫米钻孔,且应用攻丝机将M2螺纹底孔的毛刺消除,实行氧化和着色处置之后,直升机模型旋翼夹座加工完成。
结语
综上所述,现实的加工生产阶段,往往会有部分少量但种类较多的零件加工生产工作,由于量少则无法使用模具,仅可以组合应用机加工方式进行生产。本文巧用数控车和铣复合加工方式,以快速精确的加工零件。这种方式可以节省磨具,进而降低了加工成本,企业也取得更多的利润。
参考文献
[1]白伟鹏.巧用数控车、铣复合工艺批量加工零件的案例分析[J].广东教育(职教版),2014(09):101-103.
[2]张一帆,陈剑,魏小钧,等.手缓解体零件的车铣复合加工工艺分析及应用[J].机械工程师,190-191.
[3]田洪江.数控车巧用宏程序进行零件加工[J].科技与企业,2013(14):328-330.
猜你喜欢
钛工业进展(2022年6期)2023-01-13
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
哈尔滨轴承(2022年1期)2022-05-23
湖北农机化(2020年4期)2020-07-24
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
模具制造(2019年4期)2019-06-24
红领巾·探索(2018年11期)2018-12-10
湖南农业(2016年3期)2016-06-05
