3D FDM成形薄板塑料ABS零件连接方法*
2015-07-12 17:16李素丽张永军
新技术新工艺 2015年3期
李素丽,刘 伟,张永军
(陕西国防工业职业技术学院,陕西 西安 710300)
3D FDM成形薄板塑料ABS零件连接方法*
李素丽,刘 伟,张永军
(陕西国防工业职业技术学院,陕西 西安 710300)
3D打印熔滴沉积增材制造技术是一种以离散的二维分层模型文件为基础,将金属粉末或金属丝熔化,通过逐层堆积的方式来成形零件的技术。使用熔滴沉积3D打印技术生产出来的产品是自然无缝连接,结构之间的稳固性和连接强度要远远高于传统连接方法;但是,3D FDM成形薄板塑料ABS零件的连接方法有多种,结合生产成本和零件的具体形状,通过强度测试得出,胶粘方法是相对比较好的一种连接方法,可以大大提高零部件的表面质量,是未来发展的趋势。
3D打印;FDM成形;塑料ABS;胶粘
随着工业生产的迅速发展,塑料以其质量轻、比强度高、耐腐蚀和易加工等优点被广泛用于国民经济和人民生活的各个领域[1]。工程上要求塑料焊条材料的成分与被连接材料的成分相同,但材料的强度标号要比被连接材料的强度标号高1个等级,这样才能保证连接强度。而3D打印的零件具有零件尺寸小、回转曲面、厚度小和易变性等特点,如果把2个零部件直接用焊枪吹熔,然后压接上去,会使零件外形尺寸比原来小;所以,寻求一种3D FDM成形薄板塑料ABS零件的连接方法具有重要意义[2]。
1 3D FDM成形薄板塑料ABS零件方法原理
熔融沉积制造法(FDM)快速成形技术是由计算机根据CAD模型确定的二维几何信息,控制FDM喷嘴,将所使用的材料通过电阻丝加热的喷头熔化成液体,使熔化的热塑材料丝通过喷嘴挤出,喷头沿零件的每一截面的轮廓准确运动,将挤出熔的融热塑材料沉积固化成精确的实际部件薄层,覆盖于已建造的零件之上,每完成一层成形,工作台便下降一层高度进行下一层材料的建造,这样逐层由底到顶地堆积成实体模型或零件[3-4]。工艺原理如图1所示。
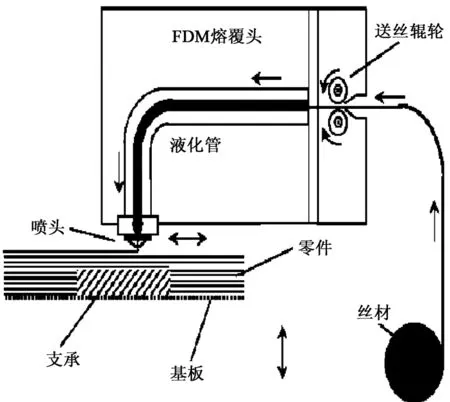
图1 FDM工作原理
2 3D FDM成形薄板塑料ABS零件连接方法
按照所采用的加热软化方式的不同,塑料连接方法可分为外加热源软化、机械运动方式软化和电磁作用软化3种[5-12]。
2.1 外加热源软化
采用外加热源方式软化的连接技术主要包括热板连接、热风连接和脉冲连接。
1)热板连接是最简单的塑料连接技术之一,特别适合于需要大面积连接面的塑料件连接。采用该方法连接装置简单,连接强度高,制品、连接部的形状设计相对来说比较容易;但是,由于依靠热板产生的热量使制品软化,所以周期较长,熔融的树脂会粘附到电热板上,且不易清理,时间长了容易形成杂质,从而影响粘接强度,因此需严格控制压力和时间来保证适当的熔融量。
2)热风连接是当热风气流直接吹向接缝区时,导致接缝区与母材同材质的填充焊丝熔化。这种连接方法的连接设备轻巧易携带,但对操作者的技能要求比较高。
3)脉冲连接主要用于厚度较小的塑料薄膜的连接。该方法是将2片薄膜紧压在一起,利用镍铬丝产生的瞬间热量完成连接。
2.2 机械运动方式软化
采用机械运动方式软化的连接技术包括摩擦连接和超声波连接。
1)摩擦连接。利用压力下的2部分在摩擦过程中产生的热量使接触部分的塑料熔融软化,对正固定直到凝结牢固。
2)超声波连接。使用高频机械能软化或熔化接缝处的热塑性塑料,超声波连接过程很快(连接时间<1 s),并且很容易实现自动化。 其是一种自动连接过程,需要专用连接设备,一旦确定了正确的连接参数,即可稳定地进行生产。
2.3 电磁作用软化
常见的电磁作用软化连接技术包括高频连接和激光连接。
1)高频连接。利用基于电磁感应原理的高频感应加热技术,穿透塑料制品对埋藏于塑料件内部的感应体或磁性塑料产生感应加热,被焊塑料在快速交变电场中可以产生热量而使需连接部位迅速软化熔融,继而填充接口间隙,并辅助以完善的机械装置达到完美连接。
2)激光连接。将激光产生的光束通过反射镜、透镜或光纤组成的光路系统聚焦于待连接区域,形成热作用区,从而使热作用区中的塑料被软化熔融,在随后的凝固过程中,已融化的材料形成接头,待连接的部件即被连接起来。
3 3D FDM成形薄板塑料ABS的性能及其零件连接方法对比
塑料ABS由丙烯腈、丁二烯和苯乙烯3种化学单体合成,从形态上看,其是非结晶性材料(见图2)。塑料ABS是一种综合性能良好的树脂,无毒,呈微黄色,在较宽广的温度范围内具有较高的冲击强度,热变形温度比PA和PVC高,尺寸稳定性好,收缩率在0.4%~0.8%,若经玻纤增强后可以减少到0.2%~0.4%,而且很少出现塑后收缩。塑料ABS具有良好的成形加工性,制品表面粗糙度小,且具有良好的涂装性和染色性,可电镀成多种色泽[13-15]。由于3D FDM成形薄板塑料ABS零件属于异形不透光薄板零件(见图3),采用超声波、热风、热板、摩擦以及通过电磁作用均不可以实现其连接,所以采用胶粘和脉冲连接的方法进行比较。

图2 塑料ABS 零件 图3 塑料ABS 零件连接件(左:粘接,右:脉冲)
4 结语
为了更好地了解3D FDM成形薄板塑料ABS零件不同方法的连接性能,采取了标准拉伸截面尺寸(50 mm×20 mm×1 mm),试样总长为115 mm(见图4)。通过拉伸设备(见图5)对3D FDM打印零件、粘接零件以及脉冲连接零件进行拉伸试验(见图6),得出拉伸位移与载荷的关系(见图7)。从表1可以看出,3D FDM打印零件的结合强度好;但是2个相同材料的零部件需要连接在一起时,采用胶水粘接方法比脉冲方法的结合强度要高,而且表面质量较好[16-18]。
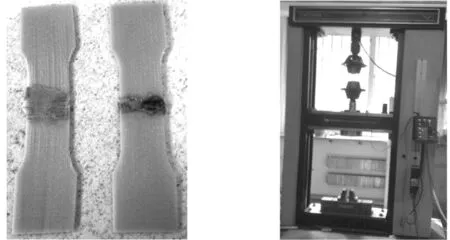
图4 标准拉伸截面(左: 图5 拉伸设备粘接,右:脉冲)
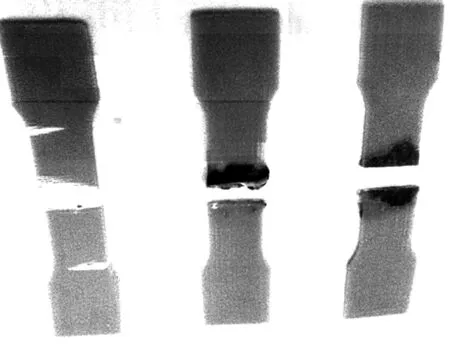
图6 3种试样拉断示意图(拉伸速度2 mm/min)
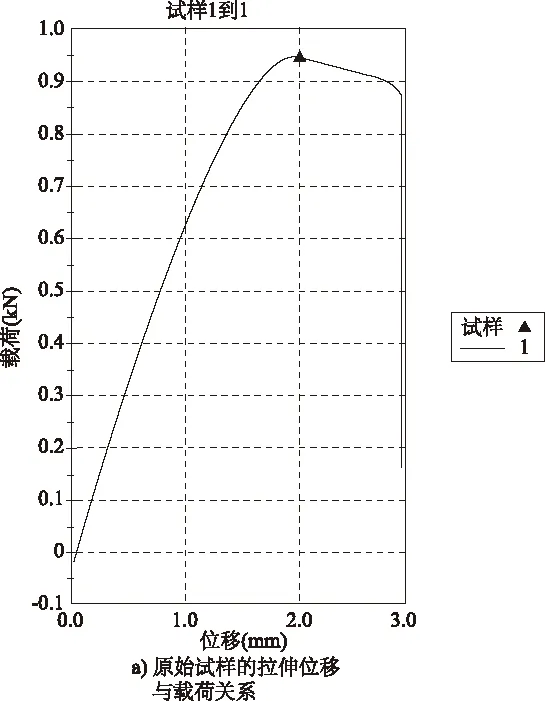


图7 标准试样拉伸位移与载荷关系
表1最大载荷对比
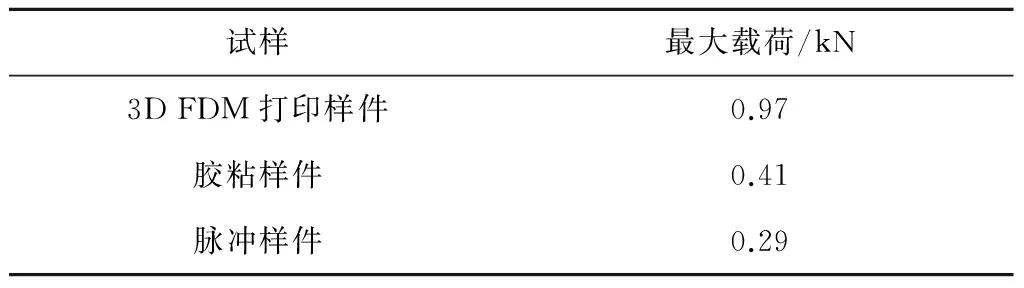
试样最大载荷/kN3DFDM打印样件0.97胶粘样件0.41脉冲样件0.29
[1] 杨士勤,田修波.国外超声波塑料焊机使用中的焊头设计[J].电焊机,1995(5): 25-28.
[2] 林仲茂.20世纪功率超声在国内外的发展[J].声学技术,2000,19(2):23.
[3] 蔡惠卿.塑料零件超声波铆接装配工艺及应用[J].继电器,1999,27(3):12.
[4] 周兴键.经济有效的塑料连接工艺[J].国外塑料,1999(2):56.
[5] 许立锦.超声波加工在汽车工业中的应用[J].重型汽车,1996(2):77.
[6] 唐华.超声波连接技术的应用[J].电子科技导报,1995(9):10.
[7] 徐佩弦.塑料件的设计[M].北京:中国轻工业出版社,2001.
[8] Jiromaru T, Misugi H, Tetsugi U. Ultrasonic plastic welding using fundamental and higher resonance frequencies[J]. Ultrasonics,2002(40): 375-378.
[9] Kazunari A, Masanaka, M I, Shigeo M. Development of torsional-vibration systems used for high frequery ultrasonic plastic welding[C]. Tokyo:IEEE, 1995.
[10] Jiromaru T, Takako U, Katsuhisa Y, et al. Welding characteristics of ultrasonic plastic welding using two-vibration system of 90 kHz and 27 or 20 kHz and complex vibration systems[J].Ultrasonic, 1998 (36):67-74.
[11] 田修波.国外超声波连接机的使用及维修[J].电焊机,1995(1): 45-46,47.
[12] 朱红海.塑料超声波焊机声学系统设计及质量检测方法研究[D].上海:上海交通大学, 2002.
[13] 杨世勤,阎久春.超声波塑料连接机的能量控制模式[J].连接学报,1995(6):31.
[14] 田修波,杨士勤,阎久春,等.压力可变的超声波塑料焊机[J].电焊机,1999,29(12):63.
[15] 周玉生,阎久春,董震,等.塑料超声波连接过程及质量研究I:连接过程接头熔化状态分析[J].材料科学与工艺,1999,7(增刊):87.
[16] 闰久春,周玉生,董震,等.塑料超声连接头熔化状态与强度[J].声学学报,2001,26(3):90.
[17] 阎久春,周玉生,董震,等. 塑料超声波连接过程及质量研究II连接接头熔化膜厚度计算模型[J].材料科学与工艺,1999,7(增刊):22.
[18] 周玉生,闺久春,卢彤,等.塑料超声波连接过程及质量研究连接接头质量影响因素分析[J].材料科学与工艺,1999,7(增刊):78.
*陕西国防工业职业技术学院校级资助项目(Gfy14-14)
责任编辑李思文
ConnectionMethodof3DFDMFormingSheetPlasticABSParts
LI Suli, LIU Wei, ZHANG Yongjun
(Shaanxi Institute of Technology,Xi’an 710300, China)
3D printing droplet deposition material manufacturing is a kind of technology based on the discrete two-dimensional layered model file, which melt the metal powder or wire through the accumulation of step by step way to form a part of technology. By using droplet deposition 3D printing technology, the produced products are natural and seamless connection, stability and the connection between the structure strength is far higher than that of traditional methods. But there are many types of connection methods for 3D FDM forming sheet plastic ABS parts, combined with the production costs, the specific shape of the parts, through a variety of methods of strength test, it was concluded that adhesive method is a relatively good connection method, which can greatly improve the surface quality of the parts and components and is the developing trend of the future.
3D printing, FDM forming, plastic ABS, adhesive
TQ320
:A
李素丽(1981-),女,讲师,主要从事模具设计及焊接等方面的研究。
2014-04-08
猜你喜欢
作文新天地(小学版)(2021年8期)2021-08-24
数学物理学报(2021年3期)2021-07-19
科技创新导报(2021年33期)2021-04-17
保鲜与加工(2021年1期)2021-02-06
重型机械(2020年2期)2020-07-24
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
中成药(2018年10期)2018-10-26
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19