基于VERICUT软件的数控加工中两道工序合并翻面模拟仿真及参数设置
2015-07-12 17:16陈贞奇
新技术新工艺 2015年3期
陈贞奇,刘 涛
(西安北方光电科技防务有限公司 机加车间,陕西 西安 710043)
基于VERICUT软件的数控加工中两道工序合并翻面模拟仿真及参数设置
陈贞奇,刘 涛
(西安北方光电科技防务有限公司 机加车间,陕西 西安 710043)
介绍了VERICUT数控加工模拟过程,并针对两道工序合并的翻面模拟方法及参数设置,利用软件的仿真功能,对加工工件进行了全局的运动仿真,进而调整加工参数和进行NC程序优化,缩短了加工时间,延长了刀具寿命,改进了表面质量,检查过切、欠切现象,防止出现机床碰撞和超行程等错误,降低了加工成本,达到了保证零件加工精度的目的。
两道工序合并;运动仿真;加工程序验证
VERICUT软件是美国CGTECH公司开发的数控加工仿真系统,被誉为世界最强的数控模拟仿真软件之一。可仿真数控车床、铣床、加工中心、线切割机床和多轴机床等多种加工设备的数控加工过程,还可仿真自编宏程序,也能进行NC程序优化,从而缩短加工时间,延长刀具寿命,改进表面质量,检查过切、欠切现象,防止出现机床碰撞和超行程等错误,具有真实的三维实体显示效果[1]。可以对切削模型进行尺寸测量,并能保存切削模型,供检验和后续工序的切削加工。
1 2道工序合并翻面模拟的特点
1) 在加工盒体和箱体类零件时,经常会用到两道或更多工序合并翻面加工,需要模拟、验证程序的正确性,因为盒体零件一般较复杂,加工内容多,各种孔、型腔和凸台较多,一道工序加工完成后,如果凸台加工低了或型腔、孔加工深了,并且没有被发现和检测出,在加工第2道翻面工序时往往在零件铣通、铣透后才发现原因,但此时已造成一批零件报废,损失巨大[2]。
2)2道工序合并翻面模拟在一般程序模拟软件中是很难实现的,需要将第1道工序加工模拟后的三维模型文件单独保存,并在下一道模拟时通过毛坯定义调用提取出来,2道工序编程零点设置不一致时容易发生错误。
2 2道工序合并翻面模拟的参数设置[3]
1)2道工序合并翻面采用数控机床加工,根据零件的不同形状编制刀具加工运动轨迹,采用刀补运动轨迹提高零件加工精度,补偿加工误差。
2)VERICUT软件可以实现常用的数控系统直接调用,如FANUC、SIEMENSHAAS和HEIDENHAIN等。
3)VERICUT软件可以实现数控机床直接从机床库调用,从三轴到五轴简单方便。
4)第1道工序加工完成后不需要保存三维模型,只需翻转毛坯即可。
3 案例分析
为了更好地反映2道工序合并翻面模拟的几何参数设置,通过如图1所示案例来具体说明模拟步骤。
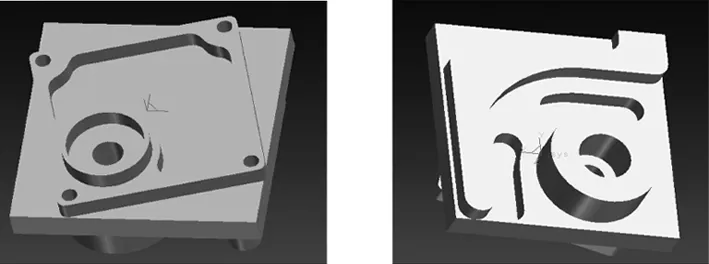
图1 翻面加工的零件
1)打开软件,新建项目,单位默认为mm,进入模拟加工环境。
2)双击数控机床的下一级菜单“控制”,在工作目录下找到控制系统库,选择和程序匹配的控制系统。
3)双击数控机床的下一级菜单“机床”,在工作目录下找到数控机床库,选择适合的三、四或五轴数控机床,选择正确参数后,该选项就由紫色变为蓝色,如图2所示。

图2 选择控制和机床选项
4)右键单击Fixtures,选择“添加模型”→“模型文件”,在右侧下拉菜单中选择“样本”→选择“3_axis_mill_fanuc_body_fxt.stl”和“3_axis_mill_fanuc_jaw_fxt.stl”,提取2个软件自带的模型文件,本文选择的夹具是虎钳(见图3)。

图3 选择夹具
5)右键单击“stock”设置毛坯,选择添加“模型”→“方块”,软件默认为25×25×25,现改为120×120×40。
6)双击“碰撞”,勾选“碰撞检测”选项,点击“应用”,选择“关闭”默认选项。
7)双击“行程极限”,勾选“超程错误日志”选项,点击“应用”,选择“关闭”默认选项。
8)单击“坐标系统”,选择添加新的坐标,出现配置坐标系统(Csys1对话框),单击“到”后面的对话框(选中后变为黄色),这时直接在右侧图形窗口1(View1-Stock(工件)窗口)选中工件上的程序坐标系零点,出现红色移动方向箭头,左键单击一次,返回Csys1对话框配置坐标系统,然后单击“移”图标可发现, Csys1坐标系已移至工件上的程序坐标系零点,切记勾选“激活的坐标系”选项,否则坐标系统是没激活状态。设置坐标系统如图4所示。
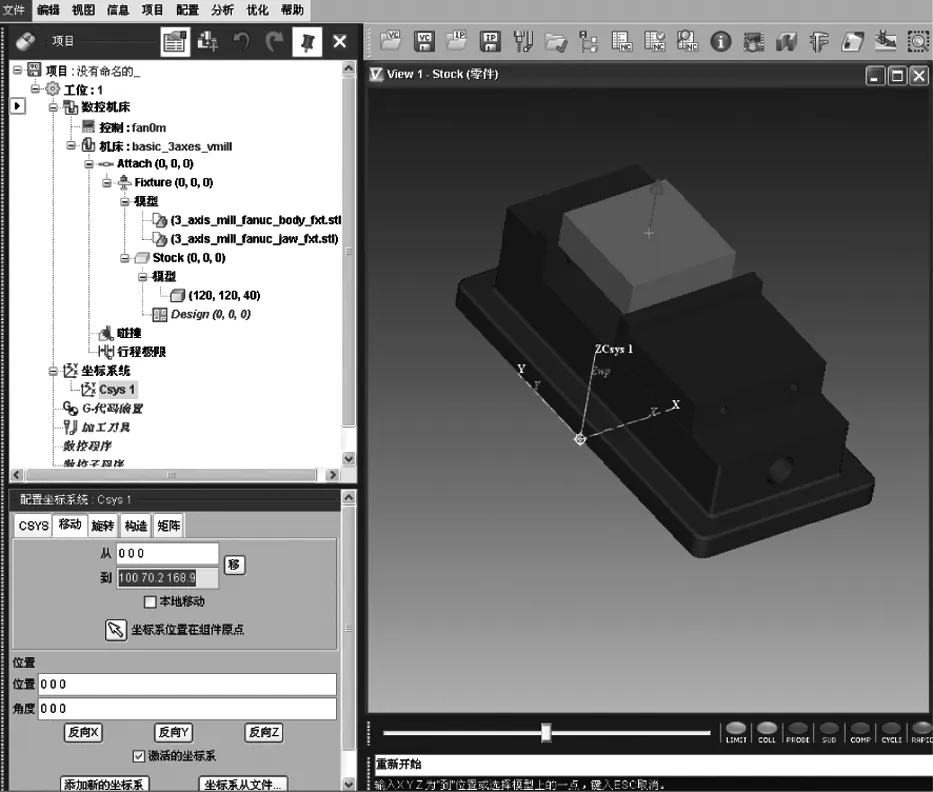
图4 设置坐标系统
9)单击“G-代码偏置”,选择偏置名“程序零点”,单击添加,出现配置程序零点对话框,单击“从组件名字”下拉对话框,从中选择Tool(刀具),单击下面“到坐标原点”下拉对话框,从中选择Csys1(工件坐标系),设置G-代码偏置如图5所示。
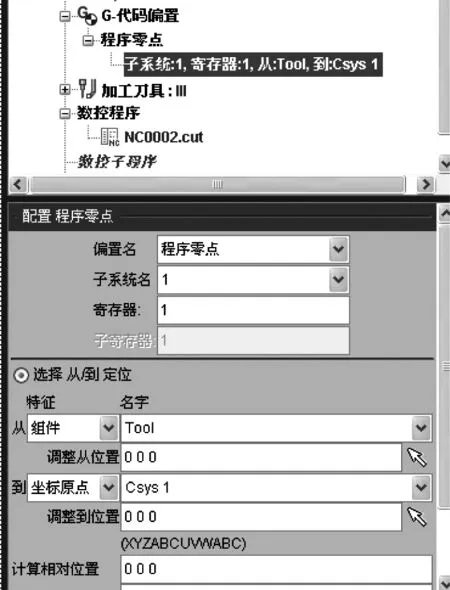
图5 设置G-代码偏置
10)添加刀具和数控程序不是难点,这里不过多赘述。需要说明的是,这里添加的刀具是2道工序共同使用的全部刀具,而程序只是第1道所用的加工程序,添加完这2项内容就可仿真模拟第1道工序,如图6所示。
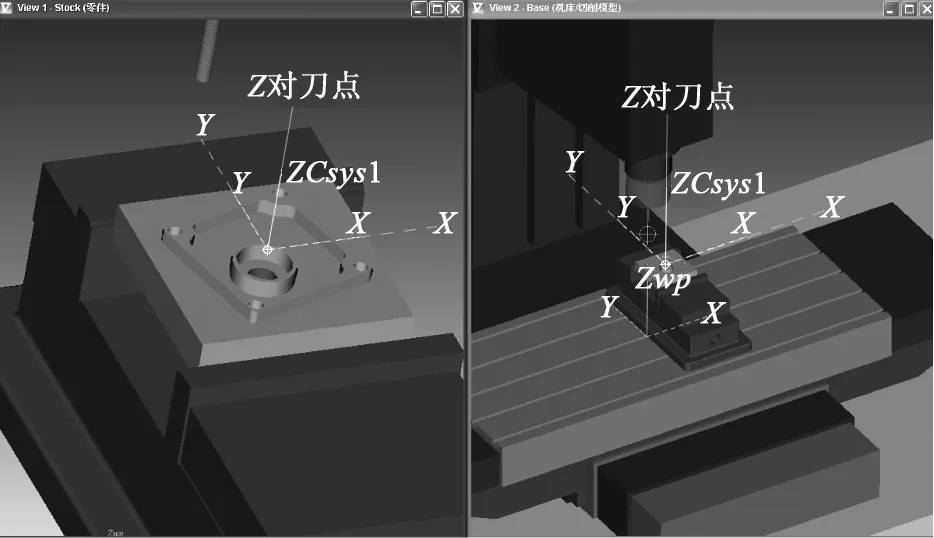
图6 工件完成第一道工序模拟
11)第2道工序需要翻面模拟,先将“工位1”拷贝粘贴,自动生成“工位2”,单击“开始模拟”按键开始模拟第1道工序,第1道工序模拟完成后会自动停止,这时将第1道模拟完成后的毛坯即“加工毛坯”拷贝至工位2(见图7)。
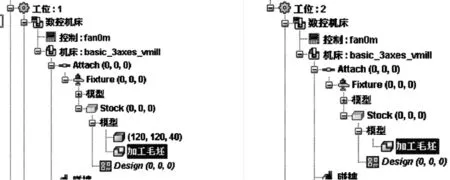
图7 拷贝工位1加工模拟后的毛坯
12)翻转毛坯,单击工位2的“加工毛坯”,出现配置模型对话框,选择旋转选项,单击“旋转中心”图标,设置增量值为180°,单击“X+”或“X-”图标,可以看到毛坯已旋转了180°,如果Z方向零点不在毛坯的回转中心上,还需要移动毛坯,选择移动选项,选择“到0 0 -10”即毛坯向Z轴负方向移动10 mm,X、Y轴方向不移动。需要注意的是,旋转和移动毛坯后一定要单击“保留毛坯转变”图标,如图8所示。

图8 旋转和移动毛坯
13)添加第2道工序的数控程序后就可以仿真模拟第2道工序了,如图9所示,还可通过软件中的“视图”→“剖切面”来进一步观察型腔深度。

图9 两道工序翻面模拟
4 结语
工件加工程序编制完成后,利用VERICUT软件进行仿真模拟,其整个仿真过程包含程序验证、分析,机床仿真、优化和模型输出等,对于提高工件合格率,减小首件试切的成本和企业的加工成本起到了至关重要的作用。
[1] 杨胜群. VERICUT数控加工仿真技术[M]. 北京:清华大学出版社,2013.
[2] 李海霞, 姬东伟, 郭长永, 等. VERICUT 7.2数控加工仿真技术培训教程[M]. 北京: 清华大学出版社,2013.
[3] 李云龙,曹岩. 数控机床加工仿真系统VERICUT[M]. 西安:西安交通大学出版社,2005.
责任编辑李思文
NCProcessingwithTwoStepsProcessSimulationandParameterSettingbasedonVERICUTSoftware
CHEN Zhenqi, LIU Tao
(Machine Shop,Xi′an North Photoelefricity Technology Defense Co.,Ltd.,Xi′an 710043,China)
The paper introduced the Vericut machining process simulation, according to the two processes with turning simulation method and parameter setting and the usage of simulation software, the whole motion simulation of global for processing a workpiece was down to adjust processing parameters and optimize NC program, which can shorten processing time, extend tools life, and improve surface quality, inspected overcut and undercut, prevent the errors like machine tool claps, over stroke, and so on, lower the processing costs, got the goal of ensuring workpiece machining precision.
two step integration, motion simulation, processing program verification
TG 659
:A
陈贞奇(1963-),男,工程师,主要从事机械加工技术等方面的研究。
2014-12-09
猜你喜欢
科学之友(2021年12期)2021-12-23
语数外学习·高中版中旬(2021年4期)2021-11-24
小猕猴智力画刊(2021年2期)2021-02-22
上海故事(2020年8期)2020-10-22
网络安全和信息化(2020年1期)2020-01-15
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
中学科技(2018年12期)2018-12-19
中学科技(2018年10期)2018-12-18
制造技术与机床(2017年7期)2018-01-19