镀层螺纹旋合性控制方法研究
2015-07-12 17:15王敏
新技术新工艺 2015年3期
王 敏
(长治清华机械厂,山西 长治 046012)
镀层螺纹旋合性控制方法研究
王 敏
(长治清华机械厂,山西 长治 046012)
螺纹表面大多镀覆防腐蚀或装饰层,如何保证螺纹镀覆后的旋合性是许多企业遇到的一大难题。分析了螺纹表面镀层对螺纹几何参数的影响,归纳和总结了螺纹镀前尺寸的控制方法。在实际应用中,根据镀层厚度选择螺纹镀前尺寸控制方法,以保证镀层螺纹的旋合性。
镀层;螺纹;旋合性
为了使螺纹零件防腐蚀,需要进行镀覆工作,如航空用螺纹零件中70%~80%都需进行镀覆保护层工作。随着工业技术的不断发展,对螺纹零件提出了更多、更高的要求,如耐磨、减摩、导电和隔热等,螺纹零件的镀覆层品种及厚度不断增加,从而对镀层螺纹的配合提出了更高的要求,给螺纹零件的加工及镀后旋合性控制带来了一定困难[1]。
1 镀层对螺纹几何参数的影响
镀层在螺纹表面的散布状态与工艺方法、镀层材料、牙形、螺距和表面质量等诸多因素相关,以电镀为例,螺纹牙型顶部与牙型根处的镀层厚度会存在差异,即牙型顶部的镀层厚度会稍大些,而牙型根部的镀层厚度会稍小些。为便于分析,假设镀层厚度在螺纹表面呈均匀分布,并以常用的国家标准规定的60°牙型角的普通螺纹为例进行研究。
普通螺纹公差标准对螺纹大径、中径和小径均规定了公差,但大径和小径在配合中间隙大,不影响配合性质,而中径尺寸是影响螺纹旋合性的主要因素,所以应计算出镀层厚度引起的螺纹中径尺寸的变化量。以外螺纹为例,镀层对螺纹中径尺寸产生的影响如图1所示。

图1 螺纹镀覆前后示意图
螺纹镀后中径尺寸变化量△d为:
△d=d1-d=2t1=4t
式中,d1是镀后中径;d是镀前中径;t1是镀层径向厚度;t是镀层厚度。
螺纹镀后中径尺寸的变化量为镀层厚度的4倍,同理,内螺纹镀后中径尺寸的变化量也为镀层厚度的4倍。相互配合的外螺纹和内螺纹都进行镀覆且镀层厚度一致时,螺纹镀后中径尺寸的变化量为镀层厚度的8倍,这说明即使镀层很薄,其也将明显影响螺纹件的配合公差。为使螺纹镀后能顺利旋合,应控制螺纹镀前尺寸,保证在镀前留有足够容纳镀层厚度的间隙。
2 旋合性控制方法
2.1 以标准配合螺纹作为镀前螺纹
2.1.1 薄涂镀层
GB/T 197-2003《普通螺纹 公差》标准针对薄涂镀层螺纹规定:内螺纹推荐公差带(G、H)能与外螺纹推荐公差带(g、f、e、h)形成任意组合,为了保证内、外螺纹间有足够的螺纹接触高度,推荐完工后的螺纹零件宜优先组成H/g、H/h或G/h配合。如无其他特殊说明,推荐公差带适用于涂镀前螺纹。涂镀后,螺纹实际轮廓上的任何点不应超越公差位置H或h所确定的最大实体牙型[2]。
按照GB/T 197-2003《普通螺纹 公差》标准规定,薄涂镀层螺纹可根据镀层厚度的大小来选用G、g、f、e的基本偏差作为H和h偏差螺纹的镀前尺寸。为了确保镀后尺寸合格,根据H和h尺寸制造标准量规,对镀后的螺纹进行检验,以确保镀层厚度的控制和螺纹的可旋入性。
2.1.2 较厚镀层
当螺纹镀覆层较厚时,在GB/T 197-2003《普通螺纹 公差》标准范围内,可选择G/e、G/f等配合螺纹作为镀前螺纹,利用镀前配合已有的间隙容纳镀覆层, G/g、G/e和G/f配合螺纹可容纳镀层示意图如图2所示。
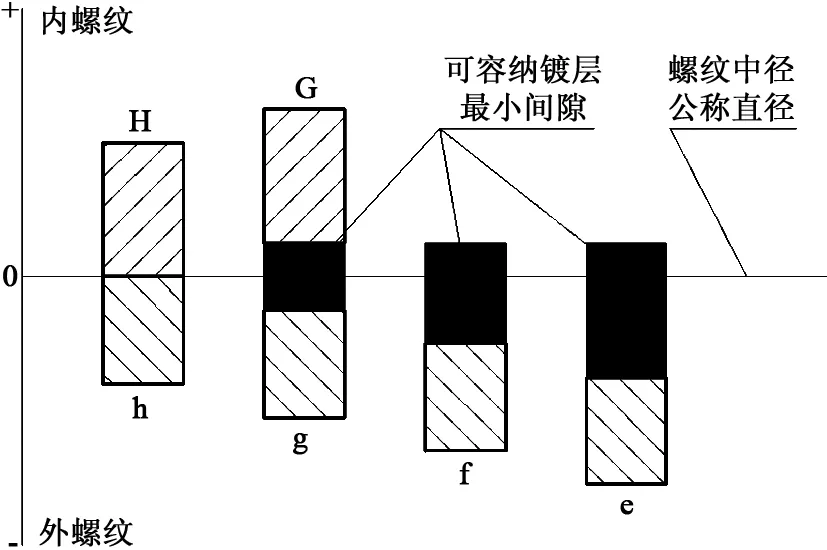
图2 可容纳镀层示意图
由于内螺纹镀后实际轮廓上的公差位置可能超越公差位置H所确定的最大实体牙型,镀后不易用标准量规检测。可通过采用标准量规控制镀前螺纹,同时控制镀覆层厚度,从而保证镀后的旋合性。
2.2 改变螺纹尺寸
当镀层厚度大于标准配合螺纹间隙可容纳镀层厚度时,采用标准配合螺纹作为镀前螺纹将不再适用。以容纳镀层厚度的间隙为依据,确定非标准配合螺纹的镀前尺寸,通过修正镀前尺寸,采用移动公差带或尺寸合并等方法,改变螺纹尺寸,将螺纹尺寸制出特殊的公差。
实际应用中,非标准配合外螺纹可通过三针测量法较精确地测出螺纹中径,而非标准配合内螺纹较难测量;故相互配合的内外螺纹同时镀覆时,为了使问题简化,可将内螺纹镀前需扣除的镀层厚度尺寸部分或全部在外螺纹镀前尺寸上扣除。内螺纹镀前采用标准配合螺纹,外螺纹镀前采用三针测量法控制其中径尺寸,控制镀层厚度即可较好地保证镀后的旋合性。

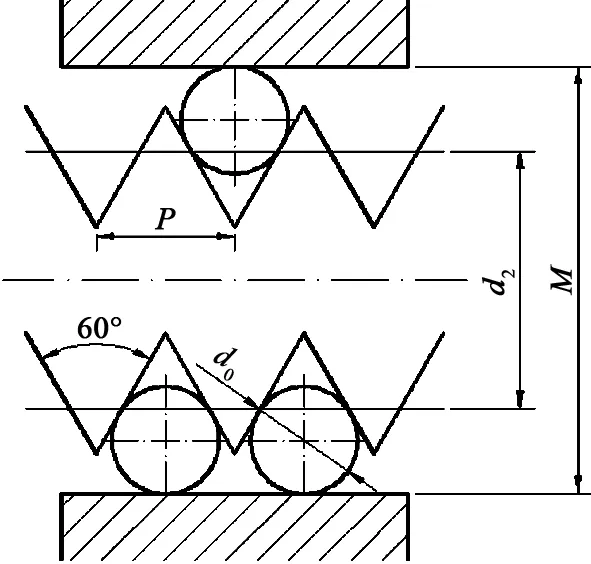
图3 三针测量法示意图
从图3可以得出:
d2=M-3d0+0.866P
式中,d2为螺纹中径;M为辅助尺寸;d0为量针直径;P为螺距。
2.3 化学方法
有些溶液在可控的条件下能以给定的速率剥离金属,可采用这种特殊的工艺方法控制螺纹镀前尺寸。以化学抛光为例,将金属零件在化学抛光溶液中进行化学浸蚀,侵蚀过程中,金属微观表面形成不均匀的钝化膜,从而使表面微观凸出部分的溶解速度显著大于微观凹入部分,使金属表面被浸蚀而获得较平整光亮的外观。根据化学抛光的特点,采用化学抛光方法可使螺纹零件在溶液中有规则地溶解,对螺纹表面进行溶解和整平,可代替机械加工,在螺纹零件表面留出镀层厚度,以达到镀前规定尺寸。
生产中,可根据化学溶液及零件需镀覆的厚度计算溶解时间,并通过生产试验验证控制螺纹镀覆前的尺寸。采用化学方法,可使粗糙的表面得到平整,同时去除螺纹处的毛刺,改善螺纹的旋合性。
3 结语
根据镀层在螺纹上的散布状态,螺纹镀前中径应预留大于4倍镀层的厚度,当内外螺纹均要求镀覆且镀层厚度一致时,内外螺纹镀前中径应预留大于8倍镀层的厚度。镀层较薄时,选用标准配合螺纹作为镀前螺纹;镀层较厚时,可根据实际情况选择标准配合螺纹作为镀前螺纹;当镀层厚度大于标准配合螺纹间隙可容纳镀层厚度时, 通过改变螺纹尺寸或化学方法对螺纹镀前尺寸进行控制。本文论述的是60°牙型角的普通螺纹,其基本概念和方法对其他形式的螺纹也具有参考价值。
[1] 李洪. 机械加工工艺手册[M].北京:北京出版社,1990.
[2] 詹益腾.对采用尺寸化学抛光解决电镀螺纹件配合公差的探讨[J].电器新技术,1986(2):23-26.
责任编辑李思文
ResearchonScrewingPerformanceControlMethodofCoatingThread
WANG Min
(Changzhi Qinghua Machinery Factory, Changzhi 046012, China)
Thread surface is mostly coated with anticorrosive or decorative coating. It is a difficult problem in many companies about how to ensure the screwing performance of coating thread. The paper analyzed the impact of thread surface coating on geometric parameters,induced and summarized the control method of thread dimension before coating. In practical applications ,the control method of thread dimension before coating that can ensure screwing performance of coating thread and can be selected according to coating thickness.
coating, thread, screwing performance
TH 131.3
:A
王敏(1982-),男,硕士,工程师,主要从事机械加工工艺等方面的研究。
2014-08-25
猜你喜欢
金属热处理(2022年10期)2022-10-25
电镀与精饰(2022年8期)2022-08-18
中国金属通报(2021年13期)2021-11-12
制造技术与机床(2019年8期)2019-09-03
哈尔滨理工大学学报(2019年2期)2019-06-03
哈尔滨理工大学学报(2019年1期)2019-04-20
山东工业技术(2018年10期)2018-06-26
机械工程师(2018年10期)2018-02-18
制造技术与机床(2017年11期)2017-12-18
中国新技术新产品(2015年19期)2015-09-02