全氟烷基乙烯基醚改性聚全氟乙丙烯树脂研究
2015-08-21 09:05张建新徐厚红
化工生产与技术 2015年1期
兰 军 张建新 李 斌 刘 斌 徐厚红
(中昊晨光化工研究院有限公司,四川 自贡643201)
聚四氟乙烯(PTFE)具有优异的耐高低温性能、电性能、耐化学性能和不粘性等,但是其最大的缺点是不易加工。于是开发人员开始寻找一种既可保持优异性能、又便于加工的产品,这就是可熔融加工氟塑料家族中的第1个成员聚全氟乙丙烯(FEP)[1]。
FEP是一种可熔性热塑性树脂,由四氟乙烯(TFE)和六氟丙烯(HFP)在一定条件下共聚而成,具有优越的化学稳定性、耐热性、抗气候性、韧性和柔软性,特殊的绝缘特性、电性能,以及非常优越的加工性能。因此在挤出电线线缆方面具有广泛的应用[2]。
FEP电线电缆产品具有外径小、质量轻、使用温度范围广、耐油、耐磨、耐酸碱及各种化学试剂腐蚀、耐老化、耐高温、耐振动、抗冲击、易安装、不燃烧等优异性能,越来越多地应用于航空、航天工业、地铁运输车辆、自动开关设备、油井测试设备、火焰报警系统、高层建筑、计算机通讯网络系统等各种特殊高端领域[3-4]。但通用FEP在挤出过程中容易出现模内流动不稳定现象,特别是挤出速度达600m/min以上时,芯线绝缘层表面光洁度受到影响,导致用户无法接受[5]。
FEP树脂在早期的应用中,经常出现制品出现开裂的现象,尤其是电线、电缆在比较严酷的条件下长期使用后常会产生开裂;如果工作环境的温度比较高或是有溶剂存在时,开裂现象更为严重[6]。针对开裂现象进行研究及从事生产的人员从聚合工艺上进行了化学改进,最后制得了耐开裂的树脂牌号。
本研究用全氟烷基乙烯基醚(PAVE),包括全氟甲基乙烯基醚(PMVE)、全氟乙基乙烯基醚(PEVE)和全氟丙基乙烯基醚(PPVE)对FEP进行改性。
1 实验部分
1.1 原料
TFE,自产,质量分数大于99.999 9%;HFP,自产,质量分数大于99.99%。PMVE,外购,质量分数大于99%;PEVE,外购,质量分数大于99%;PPVE,外购,质量分数大于99%。
1.2 聚合及后处理
在50 L不锈钢卧式高压反应釜内加入无离子水、分散剂,充氮气试压不漏,抽空分析氧含量合格后自初始槽加入定量的初始单体,并加热升温,达到规定的反应温度时,用计量泵加入引发剂开始反应,并用膜压机将补加单体加入高压釜,维持压力不变。
当补加单体到规定量后,停止反应,回收釜内单体,抽空,放出反应乳液。采用机械破乳凝聚、洗涤、烘箱干燥、双螺杆挤出机造粒而得到产品。
2 结果及讨论
2.1 临界剪切速率
为了满足更高的线芯速度下FEP树脂包覆挤出效率,需要提高FEP临界剪切速率。提高临界剪切速率方法包括加宽FEP相对分子质量分布,采用第3单体和引入长支链的方式对FEP改性。加宽相对分子质量分布虽然适应成型时高速加工的要求,但熔体张力过高,成型过程变得不稳定,结果发生线径不均匀。本研究采用PPVE、PEVE对TFE-HFP进行改性。
根据ASTM D-3835-96,使用Goettfert毛细管流变仪,在372℃测定了TFE-HFP、TFE-HFPPPVE和TFE-HFP-PEVE的临界剪切速率。以升序使用多种柱塞速度(从10 s-1开始,随后以1.4的倍数增加),通过几何形状为直径1 mm、长30mm、入口角为90°的毛细管来挤出熔融物。当通过50 MPa压力传感器监测出达到恒定的流动条件时,取出挤得的单丝进行目视检查。记录目视检查到熔体破坏时的最终切变速率以及目视可检查到熔体破坏时的第1个切变速率。
通过引入第3单体(PPVE和PEVE)获得长支链可以使临界剪切速率提高2~3倍,获得了良好的加工性能。PEVE改善TFE-HFP共聚物熔体破裂的临界剪切速率的效果最佳,在剪切速率达到104s-1时,挤出物平滑无变形,未出现鲨鱼状表面熔体破坏。
2.2 抗挠寿命
分别采用PPVE、PEVE和PMVE对TFE-HFP共聚物进行了改性,检测结果见表1。

表1 改性单体对抗挠寿命影响Tab 1 The effects ofmodified monomer on the flex life
由表1可知,PEVE改性FEP树脂效果最佳,其MIT抗挠寿命为11 900次循环;其次是PPVE,MIT抗挠寿命为8 650次循环;最差是PMVE,MIT抗挠寿命只有910次循环。此实验证明了全氟烷基的重要性,因为它们会直接影响到三元共聚物的韧性,可见全氟乙基的韧性最好。MIT抗挠寿命检测结果也证明了PPVE和PEVE有很高的韧性。如果改性TFE-HFP共聚物中PMVE含量越高,此共聚物的韧性越差。
进一步通过实验研究了PEVE含量对树脂MIT抗挠寿命的影响,结果见图1。
由图1可知,随着PEVE含量增加,FEP树脂的抗挠寿命也不断提高。当PEVE的质量分数大于1.4%以后,树脂抗挠寿命的增长速度也迅速变慢。

图1 PEVE含量对FEP树脂的抗挠寿命影响Fig 1 The effects of PEVE contenton the flex life
2.3 高温拉伸性能
对比了TFE-HFP、TFE-HFP-PPVE、TFE-HFPPEVE 3种共聚物在高温条件下力学性能,结果见表2。

表2 FEP的高温拉伸性能Tab 2 High temperature tensile properties of FEP
由表2可知,在250℃条件下,TFE-HFP共聚物的极限拉伸强度和极限伸长率均小于三元共聚,TFE-HFP-PEVE三元共聚物的高温拉伸性能最佳。
2.4 热收缩性能
对 比 了TFE-HFP、TFE-PPVE和TFE-HFPPEVE三元共聚物薄片的热收缩性能,薄片以模压的方式加工而成,其长100 mm、宽25 mm、厚0.51 mm。实验结果见表3。
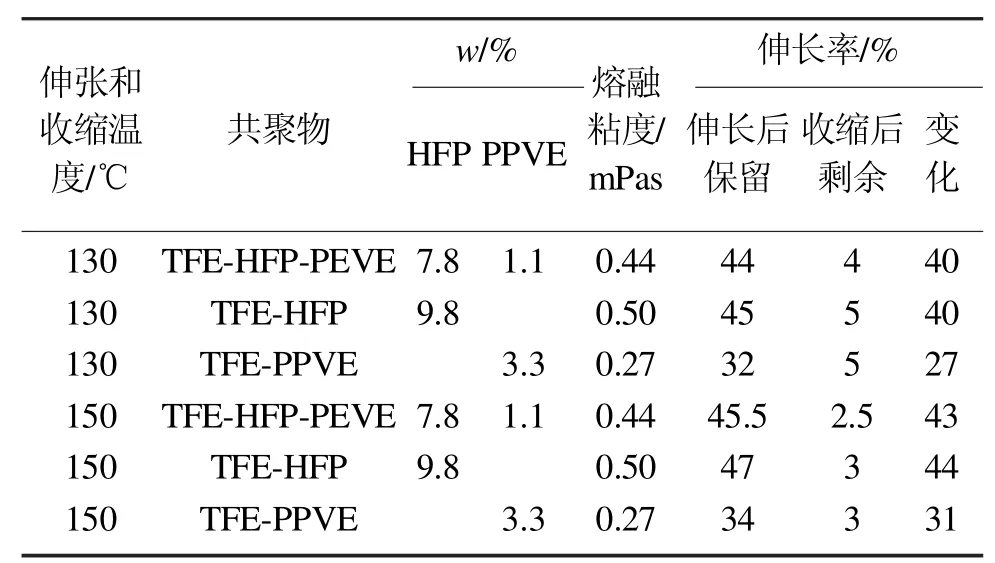
表3 FEP的热收缩性能Tab 3 Thermal shrinkage performance of FEP
由表3可知,在130℃和150℃的测试温度下,TFE-HFP共聚物和三元共聚物均具有很好的热收缩性能,且远比TFE-PPVE共聚物好。表3中最后一列数据也能说明TFE-HFP和TFE-HFP-PEVE热收缩性能更佳。三元共聚物和TFE-HFP共聚物的热收缩率比TFE-PPVE共聚物高40%~50%。因此,与TFE-PPVE共聚物相比,三元共聚物或FEP制造热收缩管性能更好,运用尺寸范围更大。
2.5 挤出速率
采用熔体拉伸挤出技术中Nokia-Maillefer 60 mm挤出导线生产线。将TFE-HFP-PEVE和TFEHFP-PPVE共聚物树脂挤出绝缘在AWG24固体铜导线(0.51 mm)上。TFE-HFP-PEVE和TFE-HFPPPVE共聚物挤出条件及其结果见表4和表5。

表4 TFE-HFP-PEVE共聚物的挤出速率Tab 4 Extrusion rate of TFE-HFP-PEVE copolymer
由表4可知,电线挤出速率由400m/min增加到1 000m/min,火花中断也不断增加。由此可知,TFE-HFP-PEVE共聚物的挤出速率达900m/min。
由表5可知,TFE-HFP-PPVE共聚物的挤出速率低于600m/min,即TFE-HFP-PEVE共聚物的挤出速率是TFE-HFP-PPVE共聚物的挤出速率的1.5倍。
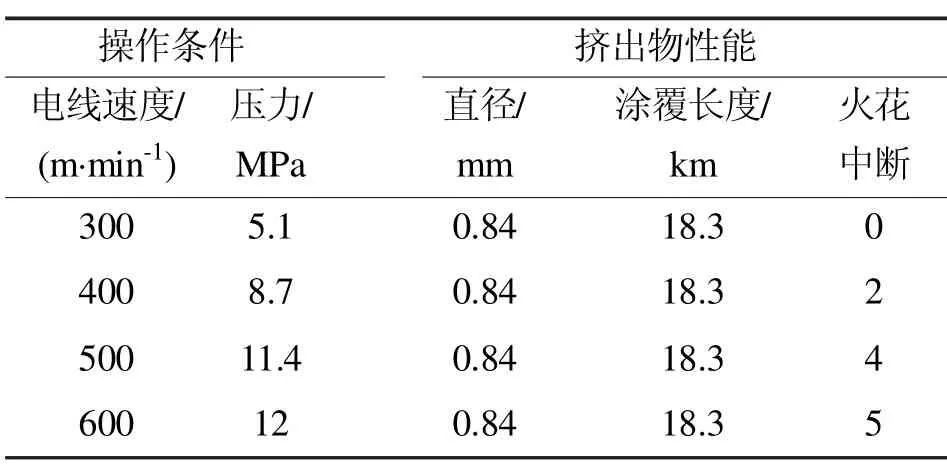
表5 TFE-HFP-PPVE的挤出速率Tab 5 Extrusion rate of TFE-HFP-PPVE copolymer
3 结论
综上所述,PPVE、PEVE能有效提高改善FEP树脂的临界剪切速率,提高其电线电缆挤出速率。通过对比,PEVE改性FEP树脂的临界剪切速率、抗挠寿命、高温拉伸强度和挤出速率均比PPVE优异。TFE-HFP-PEVE共聚物的挤出速率能达900m/min。
[1]吕俊英,游金宗.聚全氟乙丙烯的聚合[J].有机氟工业,199(3):13-17.
[2]A K Nyraqeb,董尚惠.氟塑料制品的加工方法[J].有机氟化工,1990(5):54-55.
[3]傅旭.树脂与塑料[M].北京:化学工业出版社,2005:526-527.
[4]景亚宾,徐洪,许锡均,等.影响聚全氟乙丙烯电线涂覆包紧度的因素[J].化工生产与技术[J].2013,20(2):7-9.
[5]晓力.聚全氟乙丙烯高分子物化性能[J].有机氟工业,200(4):46-52.
[6]王海连,付铁柱,姜文军.聚全氟乙丙烯高速挤出电缆料研究概述[J].化工生产与技术,2013,20(3):5-7.
猜你喜欢
大众文艺(2022年16期)2022-09-07
农药科学与管理(2019年5期)2019-08-13
画刊(2018年2期)2018-03-06
造纸化学品(2017年1期)2017-01-21
当代化工研究(2016年7期)2016-03-20
化工生产与技术(2016年5期)2016-03-13
化工生产与技术(2016年5期)2016-03-13
橡胶工业(2016年5期)2016-02-24
中国塑料(2015年1期)2015-10-14
材料研究与应用(2015年4期)2015-08-23