
煤焦油常压渣油悬浮床加氢工艺及中试研究
2015-09-03 10:56吴乐乐李金璐邓文安
石油炼制与化工 2015年8期
吴乐乐,戴 鑫,李金璐,邓文安
(1.中国石油大学(华东)重质油国家重点实验室,山东 青岛 266580;2.中海油能源发展股份有限公司安全环保分公司)
煤焦油常压渣油悬浮床加氢工艺及中试研究
吴乐乐1,2,戴 鑫1,李金璐1,邓文安1
(1.中国石油大学(华东)重质油国家重点实验室,山东 青岛 266580;2.中海油能源发展股份有限公司安全环保分公司)
以中温煤焦油常压渣油为原料,在高压釜中进行悬浮床加氢裂化模拟实验,考察了反应压力、反应温度、催化剂、助剂、反应时间对加氢效果的影响,并以优化后的工艺条件在3 000 mL环流反应器悬浮床加氢装置上进行实验。结果表明,在反应压力为12.5 MPa、反应温度为425 ℃、油溶性钼镍双金属催化剂加入量为150 μg/g、助剂SDBS加入量为200 μg/g、硫粉加入量为400 μg/g、反应空速为1.0 h-1、新鲜氢气量为1 800 L/h的条件下,连续运转24 h时石脑油、柴油和蜡油产率高达88.28%,减压渣油仅剩7.98%,单位生焦轻油转化率达48.13。
煤焦油常压渣油 悬浮床加氢裂化 中试 环流反应器
煤焦油是煤炭干馏的副产物,也是一种较为广泛的人造石油[1],随着国内外轻质油品需求量的增加,合理利用煤焦油受到越来越多的关注[2]。由于生成机理的特殊性,煤焦油的品质一般比较低劣[3],特别是煤焦油中的重质组分含有大量的金属、杂原子及沥青质,难于有效加工和利用。目前,煤焦油主要用于提取化工产品及粗放型燃烧[4],既难以充分得到高附加值产品又污染环境[5-6]。因此,寻求一种煤焦油的合理利用途径迫在眉睫。随着近几年固定床加氢工艺的发展,煤焦油越来越多地被加工成轻质油品使用[7-8],也取得了较好的效果和经济效益,但固定床对原料油品质限制严格,难以加工煤焦油的重组分。在煤焦油中,常压渣油等较重组分占全馏分油的40%以上,是煤焦油的主要组成成分[9],开发一种处理煤焦油重组分的工艺也成为解决煤焦油有效利用问题的关键。悬浮床加氢工艺是重油加工领域非常具有前景的加工工艺[10-12],具有原料适应性强、轻油收率高的特点[13],利用悬浮床工艺对煤焦油进行深度加工具有很强的可行性。目前,部分研究人员对煤焦油沥青质等组分进行了研究[14-15],仅有极少人提出利用此工艺加工煤焦油全馏分[16],尚未针对煤焦油渣油组分展开系统工艺优化的研究。中国石油大学以煤焦油常压渣油为原料,通过高压釜模拟实验对悬浮床加氢工艺条件进行考察和优化,并以优化的工艺条件为基础,首次利用中国石油大学(华东)开发的悬浮床加氢工艺中试装置进行实验,为实现煤焦油渣油悬浮床加氢工业化提供指导。
1 实 验
1.1 原料及催化剂
以上海新佑能源科技有限公司中温煤焦油常压渣油(大于350 ℃馏分,简称MCAR)作为悬浮床加氢原料,主要性质见表1。由表1可见,原料油具有密度大、杂原子含量高、H/C摩尔比低的特点,属于重质原料油。该原料油沥青质含量高,而沥青质被认为是重要的生焦前躯体,其含量的多少直接反映了原料油的生焦潜质和加工难度。所以与石油基原油相比[17],MCAR的性质更差,更难以加工。
实验所用催化剂为油溶性钼镍双金属催化剂(Mo与Ni质量比为3∶2)、二烷基二硫代氨基甲酸钼(MoDTC)、二烷基二硫代磷酸钼(MoDDP)、有机酸钼、有机酸镍,均为实验室自主研发;助剂为十二烷基苯磺酸钠(SDBS)、十六烷基三甲基溴化铵(CTAB)、油酸(OA);硫粉(升华硫)、甲苯、正庚烷均为分析纯。
1.2 悬浮床加氢裂化工艺优化
1.2.1 高压釜模拟实验 将一定量原料油、催化剂、硫粉、助剂充分混合分散后加入到大连通产高压釜容器制造有限公司生产的500 mL FYK型高压釜中,用氢气吹扫3~4次以排出釜内空气,再充入氢气使釜内达到一定压力,升温至反应温度,在一定搅拌速率下反应一定时间后停止加热和搅拌,采用水冷方式将釜内温度迅速降至室温以终止反应。反应完成后收集液相产物,以甲苯洗涤反应器壁及搅拌杆上固相产物,离心、干燥后得壁相焦。液相产物经蒸馏得石脑油(低于180 ℃馏分)、柴油(180~350 ℃馏分)、常压渣油(大于350 ℃馏分)组分,并从常压渣油组分中得液相焦质量,液相焦与壁相焦的总质量为反应生焦总量,产生的气体量由减差法得到。

表1 MCAR的主要性质
1.2.2 工艺条件考察 按照1.2.1节中所述的实验方法,分别考察不同反应压力、温度、催化剂、助剂、反应时间对加氢裂化反应的影响,以单位生焦轻油转化率I(石脑油和柴油总量与生焦总量的比值)为依据筛选合适的反应条件作为优化后的加氢工艺条件。
1.3 悬浮床加氢裂化放大实验
根据实验1.2.2节中优化所得工艺条件,在中国石油大学(华东)重质油国家重点实验室开发的3 000 mL悬浮床加氢装置上进行放大实验,悬浮床加氢裂化工艺流程示意见图1。原料油和催化剂在静态混合器中充分混合,通过进料缓冲罐和新鲜氢气共同进入一级、二级预热器进行预热,预热完成后进入3 000 mL环流反应器反应,产物经分离器分离后气相经循环压缩机压缩后返回进料端,液相产物经常减压蒸馏后得到石脑油、柴油、蜡油及渣油馏分,实验采用一次通过加工方式(不进行尾油外甩)。装置停工后,收集环流反应器器壁及导流筒表面附着的甲苯不溶物得壁相焦质量,从渣油馏分中得液相焦质量,产生的气体量由减差法得到。

图1 悬浮床加氢裂化工艺流程示意
2 结果与讨论
2.2 悬浮床加氢裂化工艺条件
2.2.1 反应压力 在反应温度为430 ℃、油溶性钼镍双金属催化剂加入量为150 μg/g(以金属总质量计算,下同)、助剂SDBS加入量为200 μg/g、硫粉加入量为400 μg/g、搅拌速率为700 r/min、反应时间为60 min的条件下,反应压力对加氢产物分布的影响见表2。从表2可以看出:随着反应压力的升高,气体和焦炭生成量均明显减少,当反应初压达到9 MPa时,I达到最高,压力继续增大时,I维持在37左右基本不变,说明高的氢气分压能有效抑制裂化和大分子自由基的缩合;随着反应压力的升高,石脑油产量呈现先增加后减少的变化趋势,主要是因为在氢气压力较低时,加氢反应深度低,重组分难以有效加氢,随着氢气压力的增大,反应深度逐渐增加,石脑油产量随之增加,当压力持续升高时,反应体系的热裂化受到抑制,使生成的短链烃减少,石脑油产量略有降低。因此,高的氢气压力有利于悬浮床加氢,但过高的反应压力不能使I得到明显提高,此外,高的反应压力对设备及操作安全性要求的增加也会使工艺成本增加。因此,选择9 MPa初始压力(对应于12.5 MPa的反应压力)为最佳。

表2 反应压力对加氢产物分布的影响
2.2.2 反应温度 在反应初压为9 MPa、油溶性钼镍双金属催化剂加入量为150 μg/g、助剂SDBS加入量为200 μg/g、硫粉加入量为400 μg/g、搅拌速率为700 r/min、反应时间为60 min的条件下,反应温度对加氢产物分布的影响见表3。从表3可以看出:随着反应温度的升高,气体及焦炭的生成量增加,410~430 ℃范围内升高反应温度,I不断增加,425 ℃后I基本不变;但当反应温度超过435 ℃时,焦炭生产量急剧上升,I迅速下降,是该工艺的温度临界点。悬浮床加氢裂化生焦为自由基机理[18-19],而自由基的产生和聚合都与温度密切相关,当温度较低时,裂化反应程度小,体系中热裂化自由基少,生焦的几率较低,在一定范围内升高温度,有利于加氢效果的提高,超过温度临界点,裂化生成的大分子自由基急剧缩合生成焦核,更多的大分子自由基能够迅速在焦核上聚集生成焦炭。因此,悬浮床加氢反应温度在425~430 ℃是合理的,考虑到工艺能耗和安全性,选择425 ℃为宜。
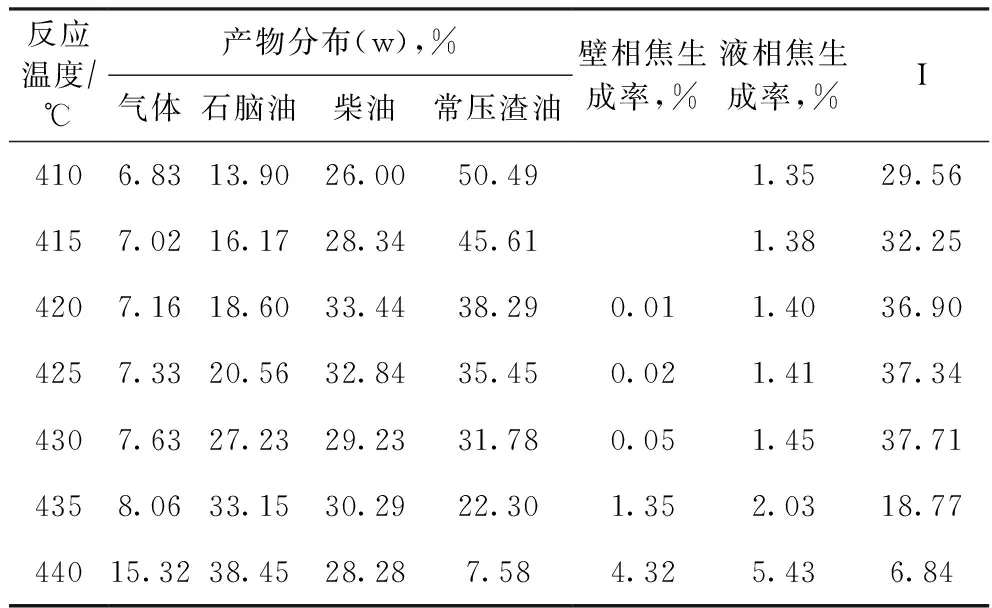
表3 反应温度对加氢产物分布的影响
2.2.3 催化剂 在反应初压为9 MPa、反应温度为425 ℃、助剂SDBS加入量为200 μg/g、搅拌速率为700 r/min、反应时间为60 min的条件下,不同催化剂对加氢产物分布的影响见表4。由于MoDTC、MoDDP为自硫化催化剂,故使用时不添加硫粉,其它催化剂使用时硫粉加入量为400 μg/g。由表4可见,当不同催化剂加入量均为150 μg/g时,催化剂的催化效果具有明显差异,加氢效果由大到小的顺序为:有机酸钼>钼镍双金属催化剂>MoDTC>有机酸镍>MoDDP。在悬浮床加氢工艺中,催化剂中的活性组分能够活化氢原子,抑制大分子自由基的缩合,同时硫化后的催化剂颗粒能够提供结焦中心以减少壁相焦的生成。研究表明[11],在悬浮床催化加氢中,金属Mo比Ni具有更好的催化效果,所以在金属总量相当的情况下,有机酸镍的催化效果较差,同时,由于MoDDP中含有P,使催化剂具有更多的酸性位,对裂化起到一定的促进作用,从而使得其抑制裂化生焦的功能减弱。
从催化效果而言,有机酸钼、钼镍双金属催化剂和MoDTC都可以作为理想的催化剂,但有机酸钼和MoDTC只含有金属Mo,而钼镍双金属催化剂通过添加金属Ni降低Mo的使用量,大大节约了成本,同时,钼镍双金属之间的协同效应也使该催化剂具有了良好的催化效果。因此从催化效果和加工成本考虑,钼镍双金属催化剂更为合理。
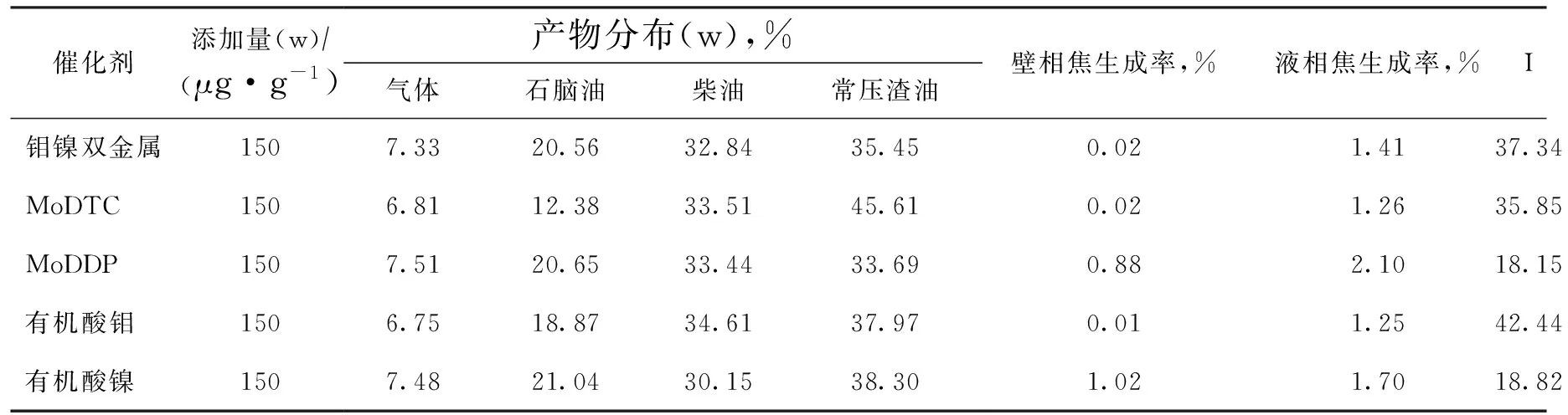
表4 催化剂对加氢产物分布的影响
以钼镍双金属作为催化剂,其它条件不变,钼镍双金属催化剂添加量对加氢产物分布的影响见表5。从表5可以看出,当钼镍双金属催化剂添加量在150 μg/g以下时,随着添加量的增加,I明显提高,当添加量在150~300 μg/g时,I变化不明显,加氢效果相当,但随着催化剂添加量的持续增加,I反而有降低的趋势。因此,催化剂的添加量并非越多越好,当催化剂浓度达到一定饱和程度之后,继续增大用量不仅使大量活性组分不能有效发挥作用,反而会使催化剂分散不均匀,导致催化效率的降低。此外,加氢效果的下降也与反应过程中随着氢气消耗、氢气浓度的降低有关。因此,钼镍双金属催化剂添加量为150 μg/g时加氢效果及经济成本更为合理。

表5 钼镍双金属催化剂添加量对加氢产物分布的影响
2.2.4 助 剂 在反应初压为9 MPa、反应温度为425 ℃、油溶性钼镍双金属催化剂加入量为150 μg/g、助剂加入量为200 μg/g、硫粉加入量为400 μg/g、搅拌速率为700 r/min、反应时间为60 min的条件下,不同助剂对加氢产物分布的影响见表6。从表6可以看出,以表面活性剂作为助剂加入反应体系能够有效提高加氢效果,助剂促进作用由大到小的顺序为:SDBS>OA>CTAB。相关研究表明,助剂能够通过一定的结合方式稳定原料中的沥青质从而减少焦炭的生成,其中沥青质表面官能团与助剂官能团之间的酸碱作用被认为是最重要的作用力之一。以前对煤焦油沥青质的研究发现,其表面碱性官能团居多,这也是SDBS(含有酸性头部基团的阴离子型表面活性剂)能够在反应中更有效稳定原料油沥青质而减少生焦的原因[9]。

表6 助剂对加氢产物分布的影响
2.2.5 反应时间 在反应初压为9 MPa、反应温度为425 ℃、油溶性钼镍双金属催化剂加入量为150 μg/g、助剂SDBS加入量为200 μg/g、硫粉加入量为400 μg/g、搅拌速率为700 r/min的条件下,不同反应时间对加氢产物分布的影响见表7。从表7可以看出,随着反应时间的延长,反应深度增加,焦炭和轻组分的收率随之增加,反应时间越长,焦炭生成量增长的速率越快,当反应时间超过90 min后,生焦量急剧增加,I迅速降低,加氢效果减弱。因此,反应时间选择60 min为最佳。此外,选择合适的反应时间也是控制反应深度,确定工业放大试验停留时间和空速参数的关键。
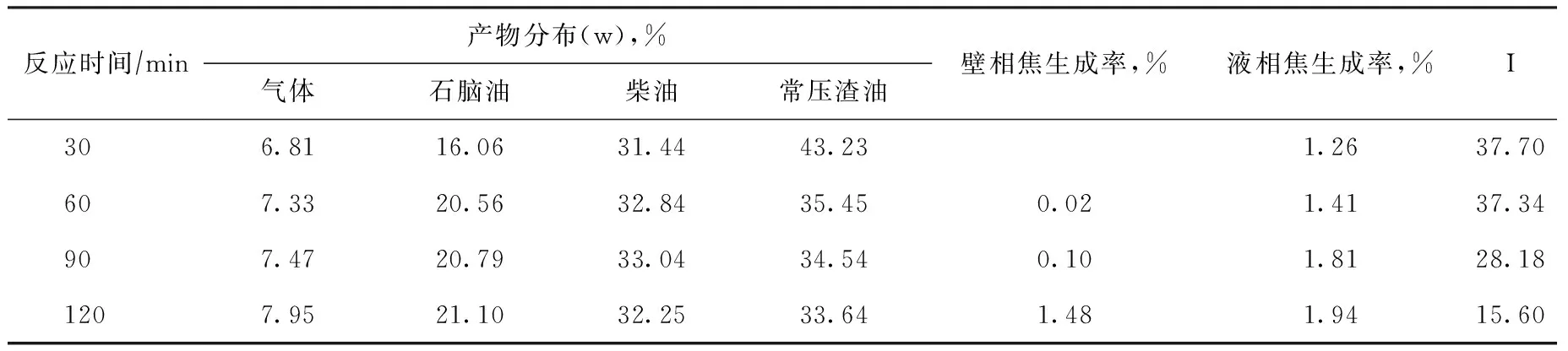
表7 反应时间对加氢产物分布的影响
2.3 悬浮床加氢裂化放大实验
通过对悬浮床实验工艺条件的优化,确定了中试反应条件。在反应压力为12.5 MPa、反应温度为425 ℃、油溶性钼镍双金属催化剂加入量为150 μg/g、助剂SDBS加入量为200 μg/g、硫粉加入量为400 μg/g、反应空速为1.0 h-1,新鲜氢气量为1 800 L/h的条件下,连续运转24 h时的产物分布见表8。从表8可以看出:①与同等条件下高压釜实验结果相比,中试装置焦炭及轻组分的生成量更低,I明显增大,达到48.13,表明在连续运转试验中,操作误差对结果的影响更小;②采用中试装置,能够将MCAR有效转化为可进一步加工利用的轻质油品,石脑油、柴油和蜡油产率高达88.28%,这些轻质油品可通过目前比较成熟的固定床工艺进行进一步精制、改性以生产可利用的清洁油品;③经加氢后减压渣油仅剩7.98%,由于煤焦油本身品质较低,这一小部分渣油可直接用于燃烧。此外,悬浮床加氢裂化尾油中富集了催化剂中大部分的Mo、Ni等金属。

表8 放大实验的产物分布
3 结 论
(1) MACR悬浮床加氢最佳工艺条件为:反应温度425 ℃,初始压力9 MPa(反应压力12.5 MPa),油溶性钼镍双金属催化剂加入量150 μg/g,助剂SDBS加入量200 μg/g,硫粉加入量400 μg/g,反应时间60 min。
(2) 在反应压力为12.5 MPa、反应温度为425 ℃、油溶性钼镍双金属催化剂加入量为150 μg/g、助剂SDBS加入量为200 μg/g、硫粉加入量为400 μg/g、反应空速为1.0 h-1,新鲜氢气量为1 800 L/h的条件下,连续运转24 h时石脑油、柴油和蜡油产率高达88.28%,减压渣油仅剩7.98%,单位生焦轻油转化率达48.13。
[1] 李彻,张传名,周月桂.220 t/h燃油锅炉改烧煤焦油的试验研究[J].发电设备,2007,21(3):177-180
[2] 李冬,李稳宏,高新,等.中低温煤焦油加氢改质工艺研究[J].煤碳转化,2009,32(4):81-83
[3] 肖瑞华.煤焦油化工学[M].北京:冶金工业出版社,2002:258-266
[4] 姚春雷,全辉,张忠清.中、低温煤焦油加氢生产清洁燃料油技术[J].化工进展,2013,32(3):501-504
[5] 曲思建,关北峰,王燕芳,等.我国煤温和气化(热解)焦油性质及加工利用现状与进展[J].煤炭转化,1998,21(1):15-20
[6] 王龙延,杨伯伦,潘延民.炼油助剂新进展[J].石油化工,2004,33(3):277-283
[7] 李传,邓文安,李向伟,等.重油加氢催化剂用于中低温煤焦油加氢改质的中试研究[J].炼油技术与工程,2011,41(9):32-35
[8] 王跃.中低温煤焦油加氢改质工艺分析[J].中国化工贸易,2013(4):128-129
[9] 吴乐乐,邓文安,李传,等.煤焦油重组分沥青质性质分析及对加氢裂化生焦影响的推测[J].燃料化学学报,2014,42(8):938-942
[10]尚猛.油溶性催化剂和助剂在渣油悬浮床加氢裂化中的研究[D].青岛:中国石油大学(华东),2010
[11]尚猛,李传,邓文安,等.渣油悬浮床加氢裂化油溶性催化剂的性能[J].石油学报(石油加工),2011,27(3):362-365
[12]王军,张忠清,黎元生,等.渣油悬浮床加氢工艺研究[J].工业催化,2003,11(7):7-11
[13]邓文安,田广华,张数义,等.复配助剂对渣油悬浮床加氢裂化反应的抑焦作用[J].石油学报(石油加工),2009,25(6):831-835
[14]吴乐乐,邓文安,李传,等.中/低温煤焦油减压馏分油的组分分离与鉴定[J].石油炼制与化工,2014,45(11):100-104
[15]Yen T F,Wu W H,Chilingar G V.A study of the structure of petroleum asphaltenes and related substances by proton nuclear magnetic resonance[J].Energy Sources,1984,7(3):275-304
[16]黄澎.高温煤焦油悬浮床加氢裂化研究[J].洁净煤技术,2011,17(3):61-63
[17]舒歌平.煤炭液化技术[M].北京:煤炭工业出版社,2003:76-80
[18]Derbyshire F.Catalysis in coal liquefaction:Status and directions for research[J].Prepr Div Fuel Chem ACS,1988,33(1):188-197
[19]王刚,高金森,徐春明,等.催化裂化过程中热裂化反应与二次反应的研究[J].燃料化学学报,2005,33(4):440-443
REASERCH ON COAL TAR ATMOSPHERIC RESIDUE HYDROCRACKING IN SLURRY-BED AND PILOT SCALE TEST
Wu Lele1,2, Dai Xin1, Li Jinlu1, Deng Wen’an1
(1.State Key Laboratory of Heavy Oil, China University of Petroleum(East China), Qingdao, Shandong 266580;2.CNOOC Ener Tech Safety & Environmental Protection Co.)
The hydrocracking experiment of medium temperature coal tar atmospheric residue (MCAR,>350 ℃ fraction) was conducted in a magnetic-stirred autoclave to simulate the situation in real slurry-bed and the influence of reaction pressure, temperature, catalyst, additive and time was investigated. Then the pilot scale test was performed in a slurry-bed hydrocracking pilot plant with a 3 000 mL loop reactor under the optimal conditions determined by the above test. The results show that when the reaction conditions are 425 ℃, initial hydrogen pressure of 9 MPa (reaction pressure of 12.5 MPa), reaction time of 60 min, space velocity of 1.0 h-1, fresh H2rate of 1 800 L/h, and the dosage of oil soluble Mo-Ni bimetallic catalyst, additive (SDBS) and sulfur of 150 μg/g, 200 μg/g and 400 μg/g, respectively, the total yield of naphtha, diesel and wax oil is 88.26% and vacuum residue is only 7.98% for 24 h operation. Furthermore, the light oil yield per unit of coke formed is up to 48.13.
coal tar atmospheric residue; slurry-bed hydrocracking; pilot scale test; loop reactor
2015-01-04; 修改稿收到日期: 2015-03-26。
吴乐乐,硕士,研究方向为石油与天然气加工。
邓文安,E-mail:dengwenan@upc.edu.cn。
中国石油大学(华东)创新工程资助项目(No. CX2013030)。
猜你喜欢
石油炼制与化工(2023年1期)2023-02-07
中国特种设备安全(2021年5期)2021-11-06
石油沥青(2019年4期)2019-09-02
山东冶金(2018年6期)2019-01-28
石油炼制与化工(2018年5期)2018-03-23
石油学报(石油加工)(2018年1期)2018-03-05
橡胶工业(2015年2期)2015-07-29
化工管理(2015年12期)2015-03-24
山东工业技术(2014年19期)2014-08-15
化工管理(2014年21期)2014-08-15
