钢筋直螺纹机械连接质量通病的防治
2015-10-21 17:10何亮
建筑工程技术与设计 2015年33期
何亮

摘要:随着钢筋工程在当前建筑工程应用比例的日益增加,在钢筋连接中连接方式和工艺不断改进。钢筋直螺纹连接技术是在热轧带肋钢筋的端部制做出直螺纹,利用带内螺纹的连接套筒对接钢筋,达到传递钢筋拉力和压力的一种钢筋机械连接技术。直螺纹连接技术以其接头强度高、操作简单现场连接速度快、生产效率高提前预制不占工期、成本低、环保安全不受环境及气候影响等优点,已广泛应用。
关键词:钢筋直螺纹;机械连接;质量通病;原因分析;防治措施
ABSTRACT: with the steel works in the current construction engineering application proportion is increasing day by day, connection mode and process continuous improvement in reinforcing bar connection. Reinforced straight thread connection technology is in the hot rolled ribbed bar end make straight thread, the connecting sleeve joint reinforced with internal threads, areinforced mechanical connection technology transfer reinforcement tensionand pressure. Straight thread connection technology for its simple operation,high strength joint site connection speed, high production efficiencyprefabricated in advance do not account for the duration, low cost,environmental protection and safety without environmental and climatic effectsand other advantages, has been widely used.
KEYWORDS: reinforced straight thread;mechanical connection;quality problem;reason analysis;prevention measures
1、 引言
直接滾压直螺纹连接接头其优点是:螺纹加工简单,设备投入少,不足之处在于螺纹精度差,存在虚假螺纹现象。由于钢筋粗细不均,公差大,加工的螺纹直径大小不一致,给现场施工造成困难,使套筒与丝头配合松紧不一致,有个别接头出现拉脱现象。由于钢筋直径变化及横纵肋的影响,使滚丝轮寿命降低,增加接头的附加成本,现场施工易损件更换频繁。本文就钢筋直螺纹机械连接件加工、安装过程中产生的质量通病进行原因分析,并就质量通病提出诸多防治措施。
2、 工程概况
巴塘~昌都500kV线路工程起于四川省500kV巴塘变电站,止于西藏500kV昌都变电站,线路全长2×327km(46km按同塔双回架设,其余按两个单回路架设),其中28公里在四川境内,按同塔双回路架设,其余299公里在西藏境内。其中包12、13有铁塔基础274基,全部采用掏挖桩基础。本标段Φ18以上的钢筋全部采用直螺纹机械连接。
3、 质量通病的调查
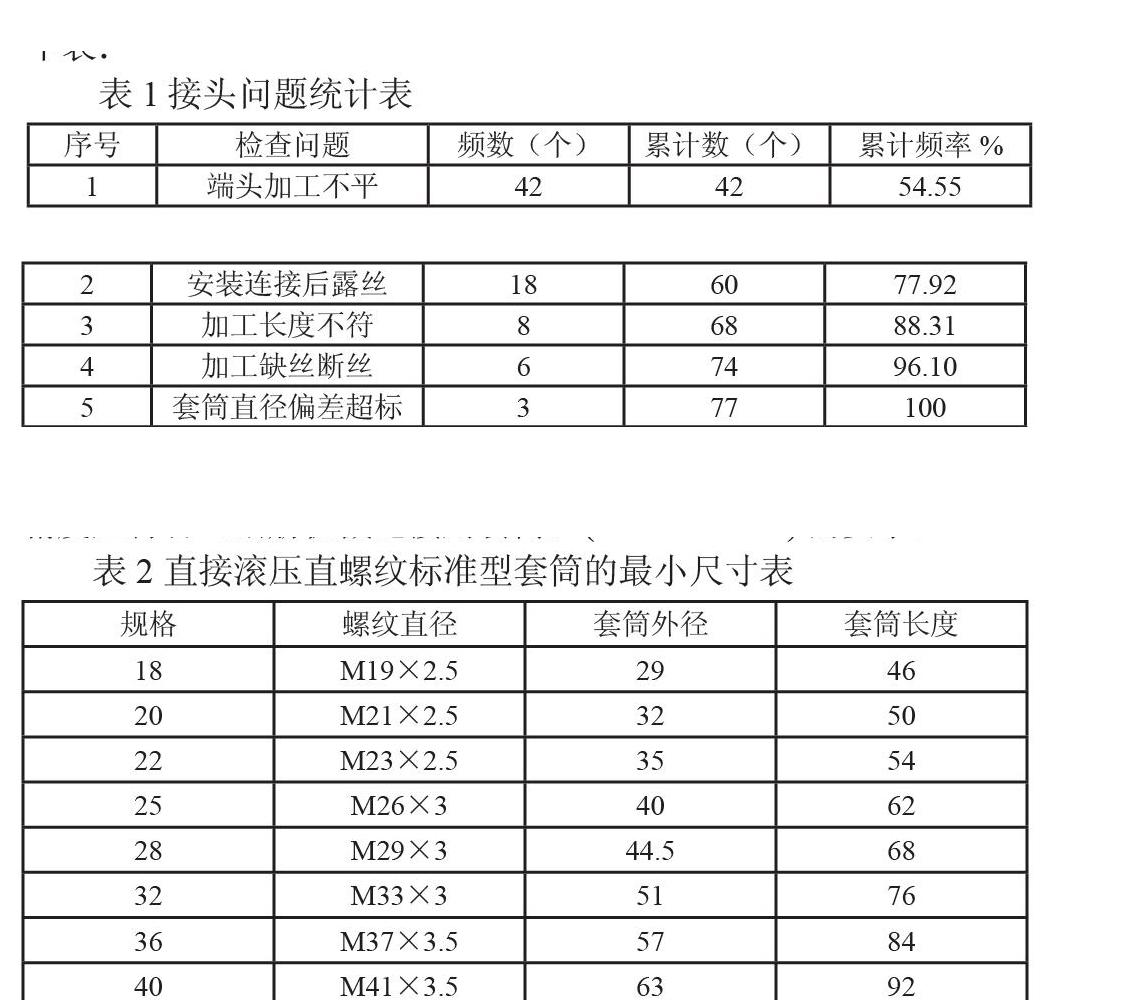
通过对本工程包13基础主筋直螺纹接头的加工及安装质量的检查共和统计,共检查接头数1000个,其中一次连接合格点923个,不合格点77个,一次连 从上述统计表可以看出,影响钢筋直螺纹机械连接接头质量主要有以下问题:
a、 进场原材料的质量问题:套筒直径偏差超标;
b、 钢筋端部加工质量问题:端头加工不平、加工长度不符、加工缺丝断丝;
c、 接头安装质量问题:安装连接后露丝。
4、 质量通病产生的原因及防治措施
4.1进场原材料质量问题
进场原材料质量问题主要表现在套筒直径超标,其主要防治措施有:
a、套筒进场时应生产厂家同时提供有效的型式检验报告。
b、 接头安装前应检查连接件产品合格证及套筒表面生产批号标识;产品合格证应包括适用 钢筋直径和接头性能等级、套筒类型、生产单位、生产日期以及可追溯产品原材料力学性能和加工质量的生产批号。
4.2钢筋端部螺纹加工的质量问题
4.2.1端头加工不平、长度不符
众所周知,钢筋端头不平,会造成钢筋对接时两根钢筋端头不能完全接触,使得钢筋对接时丝扣不能完全旋入套筒内,外露丝扣增多,钢筋接头质量达不到设计和规范的要求,其次钢筋端头杂质含量高,受力时易脆断。造成钢筋端头不平的主要原因有:钢筋原材料端头不平;使用钢筋切断机而未使用砂轮切割机下料,从而导致钢筋端部呈马蹄状;现场操作人员技能不熟练,质量意识差。
为防止不合格品的出现,避免质量问题的发生,钢筋端头加工时应采用砂轮切割机下料,同时将钢筋端头部分钢筋切除,防止钢筋接头出现脆断的现象;丝头长度应满足产品设计要求,公差应为0~2.0p(p为螺距),同时加强操作人员的技能培训,提高质量意识。
4.2.2加工出现缺丝断丝
钢筋直螺纹出现缺丝断丝时易导致钢筋接头时,钢筋丝扣不能旋入或者部分旋入套筒内,从而导致质量缺陷的现场。造成缺丝断丝情况出现的原因有:钢筋滚丝机使用时间过长,维护保养不及时,滚丝头没有及时检修;加工操作人员操作方法不正确;加工完毕后未及时保护好丝头,在运输过程中对丝头造成损伤。
为防止钢筋丝头在加工过程或运输途中出现缺丝断丝现象,首先应加强机械保养,对螺纹滚丝机进行日常保养及定期检修,及时更换不合格的滚丝头,其次加强操作人员的技能培训,熟悉操作流程及技巧,做到持证上岗;钢筋丝头加工完成后,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p,钢筋丝头宜满足6f级精度要求,对检验合格的丝头应及时带上丝头保护套或拧上连接套筒进行保护,防止装卸、搬运过程中对丝头造成污染或损伤。
4.3接头安装质量问题
从现场安装的实际情况来看,安装后套筒不居中是影响钢筋接头的关键问题,其主要原因在于安装时作业人员未按规范要求操作到位。其正确操作方法应为作业时,连接套筒的钢筋应固定牢,连接钢筋时,应对正轴线将钢筋拧入连接套筒内,安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧,标准型接头安装后的外露螺纹不宜超过2p。安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合下表的规定:
4.4钢筋直螺纹机械接头的验收
钢筋直螺纹机械接头加工前应对钢筋母材进行批量送检,只有当母材质量合格后才能进行直螺纹机械接头的加工;直螺纹机械接头批量加工前应按照要求加工试件送检,送检合格后进行批量生产,然后按检验批进行验收,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,应500个为一个验收批进行检验与验收,不足500个也应作为一个验收批。
所有接头施工单位应进行100%的自检,自检合格后方可投入使用,监理工程师应抽检不少于30%的接头。只有如此层层检验把关,才能防止不合格品流入施工现场,防止质量事故的发生。
5、 钢筋安装机械接头的设置
结构构件中纵向受力钢筋的接头宜相互错开,钢筋机械连接的连接区段长度应按35d计算(d为被连接钢筋中的较大直径)。在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率(以下简称接头百分率),应符合下列规定:
a、接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅲ级接头的接头百分率不应大于25%;Ⅱ级接头的接头百分率不应大于50%;I级接头的接头百分率除下面条款所列情况外可不受限制。
b、接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法避开时,应采用Ⅱ级接头或I级接头,且接头百分率不应大于50%。
c、受拉钢筋应力较小部位或纵向受压钢筋,接头百分率可不受限制。
d、对直接承受动力荷载的结构构件,接头百分率不应大于50%。
6、 结束语
用钢筋机械连接代替常规的钢筋焊接连接,提高了钢筋连接质量,提升了施工效率,在粗直径钢筋连接中,钢筋机械连接方法有广阔的发展前景。本文以川藏联网工程为例就钢筋直螺纹机械連接件加工、安装过程中产生的质量通病进行原因分析,并提出诸多防治措施,在往后的施工中都有借鉴意义。
参考文献
[1] JGT163-2013《钢筋机械连接用套筒》
[2] JGJ107-2010《钢筋机械连接技术规程》
[3] GB1499.2-2007《钢筋混凝土用钢 第2部分 热轧带肋钢筋》
[4] JGJ18-2012《钢筋焊接及验收规程》
作者简介:
何 亮 男,1983年生,工学学士,电力工程师,注册监理工程师,从事电网建设监理工作。
猜你喜欢
中国新技术新产品(2017年1期)2017-01-20
建筑建材装饰(2016年14期)2017-01-05
建筑建材装饰(2016年14期)2017-01-05
居业(2016年9期)2016-12-26
现代经济信息(2016年8期)2016-12-26
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14