水电站岔管特种高强钢焊接技术
2015-10-21 19:28张川
装饰装修天地 2015年5期
张川
摘要:工程采取的焊接工艺技术合理可行,现场焊接质量控制措施可靠,整个施工过程未发现裂纹缺陷,WDB620D钢材焊接性能较好,适用于水电站压力钢岔管等复杂的焊接结构件。目前该工程安全运行4年多,获得了业主、监理、设计等有关单位的一致好评。
关键词:水电站;钢岔管;高强钢;焊接技术
一、材料特性
1.钢材特性
WDB620D钢是舞钢为适应和满足国家西电东送项目而研制开发的水电压力钢管新型低焊接裂纹敏感性高强钢板,分C、D两个质量等级。由于该特种钢碳当量Cep≤0.42%,焊接裂纹敏感系数Pcm≤0.20%,与其它调质高强钢相比较而言,具有良好的焊接性能,裂纹倾向较小。特别是≦50mm钢板具有焊前不预热、焊后不需热处理的特点,简化了施焊程序,降低了施焊难度。
2.焊接材料特性
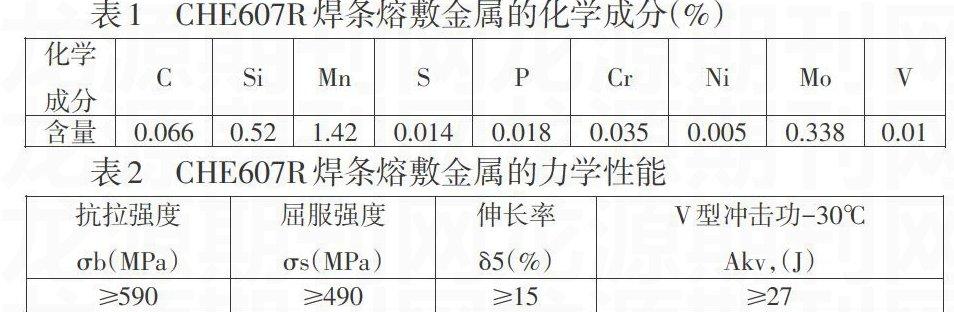
由于该钢岔管结构的特殊性,制作安装的焊缝全部采用手工焊焊接。焊接材料是决定和影响焊接质量的主要因素,根据WDB620D高强钢的化学成分、焊接特性及坡口形式等方面选取焊材。焊接材料初选用四川大西洋生产的牌号为CHE607R焊条,直径为Ф3.2mm和Ф4.0mm两种,其焊条的熔敷金属化学成分和力学性能分别见表1、表2。
二、焊接工艺措施
1.焊接工艺评定
参考以往焊接经验,制定预生产工艺指导书,进行严格的焊接工艺评定。具体方法是制作焊接试板,进行无损检测,对试板不同位置进行各项力学性能等方面的评定试验,为验证了工艺指导书的可行性,确保焊接质量的可靠性。
2.焊前准备
2.1坡口制备
该电站钢岔管所用钢板均为双定尺钢板,由数控编程下料,所以下料时就一起将坡口用等离子切割机制备,坡口型式、尺寸满足焊接及施工图纸要求。组对前,坡口面及坡口两侧20~30mm范围内的毛刺、铁锈、氧化皮、熔渣等清除干净。坡口加工完毕后用砂轮机修磨,清除氧化皮和渗碳层。
2.2焊材准备
焊条使用前必须经过380℃×1h烘干,再保存于100~150℃的恒温箱中,随取随用。焊工施焊时必须配备完好的焊条保温筒,使用过程中保温筒应通电加热,焊条从保温筒中取出一根用一根,烘干后的焊条在保温筒内超过4h时应重新烘干,烘干次数不超过2次。
2.3焊接设备
焊接设备采用ZX7-400S型逆变直流焊机,与焊接工艺评定所使用的焊接设备相同。焊接设备上的电流表、电压表必须完好且检定合格,焊接参数调节装置等设备必须完好,保证调节灵活。
2.4焊接人员
焊接人員除合格焊工外,还应配备专门的焊接技术人员、焊接检查员和无损检测人员。焊工必须取得国家特种钢全位置焊接资格证书;施焊前,必须进行详细的技术交底,在全面掌握WDB620D钢的焊接特点、控制项目及方法后;按照工艺指导书进行焊接作业,严格执行“三检制度”。
3.焊接工艺要点
3.1 必须严格按照经评定合格的焊接工艺指导书实施焊接。
3.2 定位焊应焊在后焊侧坡口内,后焊坡口侧焊前必须清除定位焊道,定位焊缝长度为80~100mm,间距为300mm左右。
3.3 现场焊接检查员在施焊过程中必须严格监测和控制层间温度及焊接线能量,并对每条焊缝进行实际施焊规范记录。
3.4 双面焊的焊缝,一侧焊后,另一侧采用碳弧气刨清根。清根时,第一道焊缝应完全清除。
3.5 焊工应配备齐全钢丝刷、扁铲、角向磨光机等清理工具,多层多道焊时,应将每道的熔渣、飞溅物仔细清理,自检合格后方可进行下层(道)焊接。
3.6 焊缝表面尽可能平滑,咬边、焊瘤、焊趾过渡角过大的部位要用细砂轮仔细打磨,使表面光滑平整。
3.7 每条焊缝应进行编号,并记下施焊焊工姓名和焊工代号存档。禁止在母材上打焊工钢印号码。
3.8 安装环缝焊接顺序应逐条焊接,不得跳跃;每条环缝安排偶数焊工,对称、均匀占位,采用“分段退步,多层多道,小规范”的方法进行。
4.焊接工艺参数
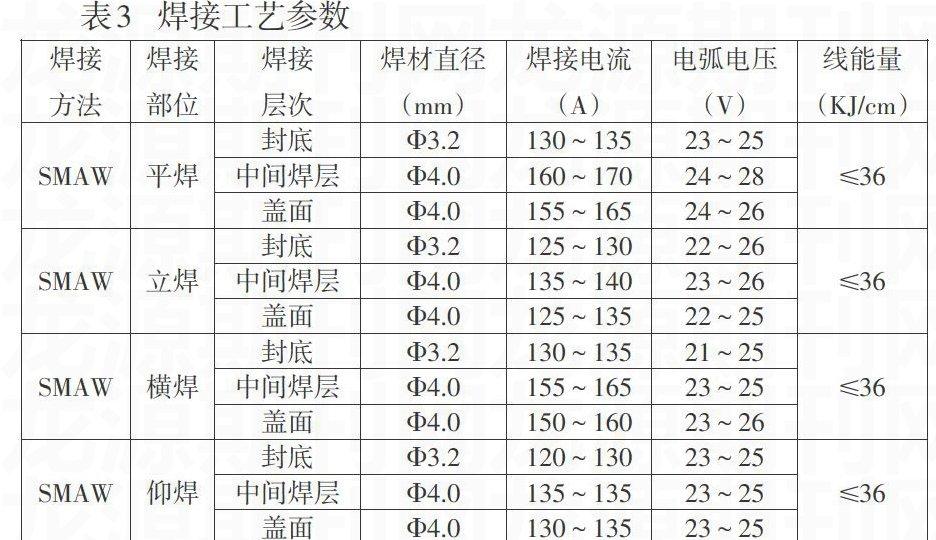
在合格的焊接工艺评定、焊接工艺参数的基础上,严格按照制定的焊接工艺指导书进行施焊。具体焊接工艺参数及焊接层次分别见表3。
施焊过程中,焊接线能量严格控制在36kJ/cm以下,一根焊条约在1min内焊完。因此,对于一根直径3.2mm的焊条,控制其焊道长度一般不少于60mm;一根直径4.0mm的焊条,其焊道长度一般不少于80mm。其每道焊缝的厚度为4mm左右为宜。
5.焊缝质量检验
施焊完成后,首先进行外观检查,外观检查由焊工、班组长质、专职质检员进行严格的三级检查。焊缝内部质量检测和评定由Ⅱ级或Ⅱ级以上的无损检测人员担任,按照《金属熔化焊焊接接头射线照相》、《钢焊缝手工超声波探伤方法和探伤结果分级》等规范要求进行无损检测。
焊缝质量的实际检验结果:WDB620D高强钢焊缝总长度约478m,超声波探伤总长度478m,一次合格长度463m,一次合格率96.9%。拍片39张,合格39张,一次合格率100%。
参考文献:
[1] 国家发改委.DL/T5017水电水利工程压力钢管制造安装及验收规范.北京,中国电力企业联合会,2007:130-131.
[2] 国家发改委.DL/T 868焊接工艺评定规程.北京,中国电力企业联合会,2004:14-18.
[3] 国家水利部.SL432水利工程压力钢管制造安装及验收规范.北京,国家水利部,2008:9-16.
猜你喜欢
电子乐园·下旬刊(2021年3期)2021-02-08
建材发展导向(2016年6期)2017-01-17
都市家教·下半月(2016年11期)2016-12-29
中国科技纵横(2016年20期)2016-12-28
科学与财富(2016年29期)2016-12-27
科技创新导报(2016年21期)2016-12-17
能源研究与信息(2016年1期)2016-06-01
科技视界(2016年5期)2016-02-22
环球时报(2009-08-18)2009-08-18