
基于有理B样条曲线的焊接机器人操作空间轨迹规划
2015-10-27 02:28李亮玉王天琪岳建峰孟庆宇
天津工业大学学报 2015年6期
李亮玉,龙 洋,王天琪,岳建峰,孟庆宇
(天津工业大学天津市现代机电装备技术重点实验室,天津 300387)
随着焊接机器人柔性焊接技术的广泛应用,为了最大限度地实现机器人的焊接效率需要引入离线编程技术.而在离线编程系统中如何根据待焊工件的三维模型,进行机器人焊接工作的自动规划是实现机器人柔性加工快速编程的重要技术.
焊接工件的焊缝一般由三维绘图软件中实体边线或者实体相交线表示.对于简单的焊缝如直线、折线等很容易通过数学模型来描述.对于复杂的焊缝曲线如马鞍形[1]等,由于曲线特征相对复杂,则其数学建模工作量大且只适用于特定的工件.如南京理工大学王克鸿等[2]针对马鞍形工件的数学特征进行了马鞍形焊缝的路径规划工作,但是这种规划方案是在规划焊缝的数学模型已知的前提下进行的,不适用于其他类型的曲线.北京工业大学林君等[3]提出采用样条曲线技术在Solid Edge中进行空间曲线焊缝的路径规划工作.这种规划方法不需要精确的数学模型和数学推导工作,并且同一套样条曲线程序可以适用于任意曲线的离散工作,为快速路径规划技术提供了新的思路.目前大部分离线编程[4-6]软件中都可以通过样条曲线技术进行路径规划工作,如Robotstudio软件和Robotwork软件都具有相似的功能.但是这些软件不能完成诸如曲面的中线提取及规划工作.
本文提出在SolidWorks软件中提取待焊工件的三维模型,并且根据工件特征进行焊枪的姿态规划.并将规划结果传输给焊接机器人,从而提高柔性焊接的工作效率.
1 焊缝路径自动提取技术
1.1 曲线路径文件提取
在复杂路径焊接任务规划中,焊接工件的边界线或两独立工件的空间相贯线正是本文要求的焊接路径.在SolidWorks中对焊接工件进行三维建模,并运用SolidWorks转换实引用、3D草图绘制等功能模块,可以实现复杂空间焊接路径的单独提取.IGES格式文件与机器人离线编程软件拥有良好的可分享性,且可以良好全面地描述焊接路径中的复杂空间曲线.在路径点计算时,将生成的三维模型焊缝曲线保存为IGES格式文件*.igs文件,为下一步工作路径点的离散打下基础.图1所示为在SolidWorks中提取的两圆柱相贯后形成的三维焊缝曲线.

图1 SolidWorks空间焊缝曲线的提取Fig.1 Extraction of apace weld in solidworks space
1.2 基于IGES格式文件的路径点离散
利用SolidWorks输出的IGES数据格式文件解决的焊接路径规划问题的实体主要可分为3类[7-10].
(1)110直线实体,可由直线始末特征点的位置数据进行精确描述.IGES文件描述方式为:110,X1,Y1,Z1,X2,Y2,Z2.这种实体形式可以由空间直线方程计算获得路径点.
(2)100圆弧实体,描述需包括7个位置数据:圆弧中心Pm、圆弧起点P1、圆弧终点P2及圆弧平面上平行于ZT的位移量.将上述数据在实体描述过程中与124实体计算方式结合,最终得到SolidWorks下需要的位置数据.IGES文件描述方式为:

124实体变换矩阵格式:

100 圆弧的 Pm、P1、P2的计算方式为:

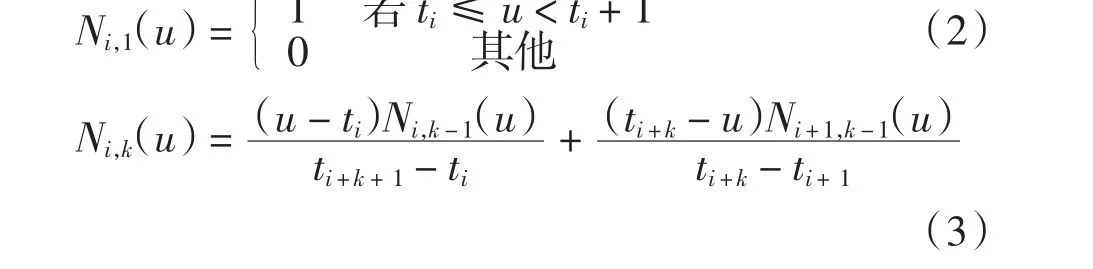
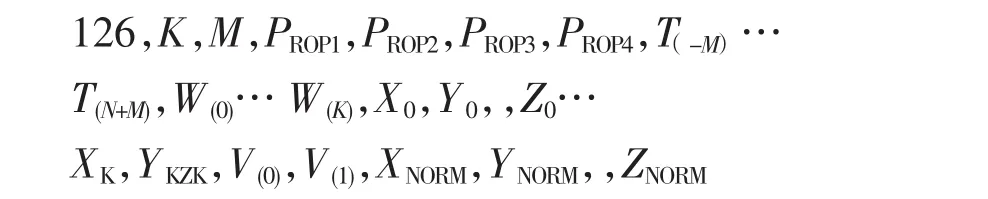
(3)126有理B样条曲线实体,描述需要权值、特征点以及节点序列等位置信息.公式描述如下:

式中:ti为节点值,将变量u和关键节点pi相结合;Ni,k(u)为基函数.公式描述为:
IGES文件描述方式:
完成上述提取工作后,将获得的曲线数据输入VB中,经VB程序完成预定个数的路径点的实际坐标值的计算工作.
2 焊枪系规划算法及实验
2.1 焊枪坐标系快速规划算法
对于焊接机器人来说焊枪坐标系X轴方向常被规定为焊枪前进的方向[11],110直线实体的X轴方向为由起点指向终点方向.
在焊接任务中圆弧上路径点的焊枪系X轴方向为过该路径点的圆弧切线方向.设圆弧实体的圆心到圆弧上各路径点的方向矢量为:[lx,ly,lz,0]T, 所对应的切线矢量为[nx,ny,nz,0]T转换方程如下:

根据有理样条曲线的控制点可以求出该段曲线的曲线方程,在此基础上对该曲线方程求导得到需要的空间曲线焊接任务中的焊枪系的X轴方向.由三次差值法求得的空间曲线上任意曲线片段的描述方程为:

导数运算后得:

将路径点u经方程运算得到该路径点的X轴方向矢量,若当曲线路径中节点取得足够多的情况,圆弧实体的最小曲线实体可近似看做直线,则可以用相邻点之间的方向矢量作为该点的X轴方向.
在焊枪坐标系的定义中一般Z轴方向由焊枪指向决定,Y轴矢量通过右手定则判定.
在常见的机器人弧焊焊接工作中,机器人执行的是一系列连续的或较少间断的焊接路径,由此可以推断出机器人在执行焊接任务时各个路径节点之间焊枪姿态改动相对较小.针对弧焊机器人在实际焊接任务中的这一特点,本文对于弧焊机器人的末端焊枪系的确定提出以下改进:依据上述方法得到机器人焊枪系X轴方向矢量,计算获得其相对于初始坐标系之间的转换关系.
弧焊机器人焊枪系的X轴在初始坐标系下的方向矢量(nxnynz)已知.由WPR角的计算方法可知,初始坐标系通过绕自身的Y轴、Z轴转动及在自身坐标系下的平动,可以实现初始坐标系的X轴与弧焊机器人焊枪坐标系的X轴完全重合如图2(a).且可以计算求得YAW角(α)与PICH角(β)具体值.计算公式如下:

通过上述过程完成了焊接目标点的位置以及X轴即焊枪移动的方向.最后沿自身X轴方向旋转一定角度θ,如图2(b)以满足实际焊接工作对焊枪姿态的要求,这样就得到了最终需要的焊枪坐标系Ttorch.其具体公式为:

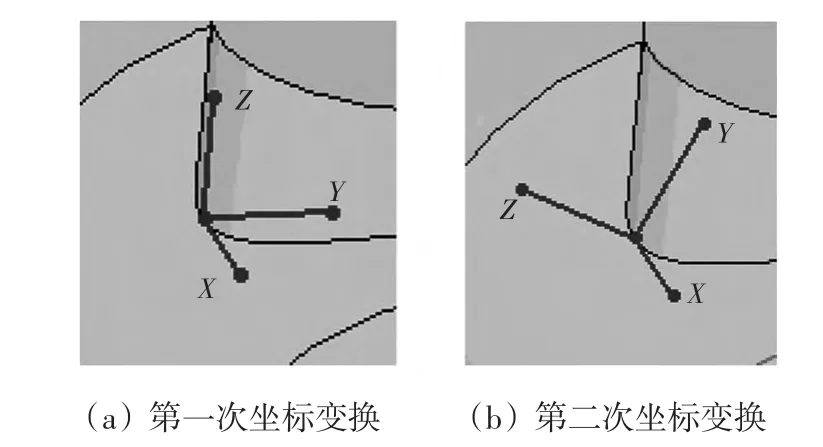
图2 姿态规划过程中的坐标变换Fig.2 Process of attitude planning
进行下一焊枪坐标系时,只需依据焊接起点转角(θ1)、终点转角(θ2)计算其差值△θ并将其赋值于各点,使绕其X'轴转动θ+n△θ角即可.对于有众多拐点的连续曲线进行分段处理,首先给定各拐点转角θ,并分段计算△θ,然后计算焊枪坐标系姿态.由于计算点位数量众多,得出的△θ很小,这样就保证了所得的各特征点之间焊枪姿态具有连续性.
将计算得到的变换矩阵转化为WPR角数据形式并输出.通过以上程序可得到各种复杂空间曲线的位置规划数据,图3所示为用该方法计算出的马鞍形焊接任务中的焊枪系位姿规划结果(坐标系Y轴方向取反).通过Solidworks API功能的二次开发得到焊接路径节点的焊枪坐标系的图标表达.

图3 马鞍型焊缝曲线焊枪坐标系位姿规划Fig.3 Pose plane of torch coordinate
2.2 路径规划结果仿真
通过上述方法可以对任意三维复杂曲线焊接任务进行路径规划.以下的仿真验证是为该功能模块的实现展开的,为了容易观察,对焊枪坐标系的Y轴方向进行取反向操作,路径规划仿真结果如图4所示.

图4 路径规划仿真结果Fig.4 Simulation results of path planning
图4(a)所示为在焊接路径是平面曲线条件下,对两半圆弧与两直线段的路径规划.对图中两焊件进行路径规划的关键难点为在避开部分模型条件下实现焊枪系的规划.图4(b)所示为某三维编程软件参考书中出现的三通座.由图4(b)可知其相贯结构相对复杂,包含了圆柱体之间相交、圆柱体与球体、平面相交等多种形式,其中涉及的实体种类包含了有理B样条曲线、直线以及圆弧曲线,并且需要考虑焊枪在接头与柱体相贯处避开底座,因此规划过程相对复杂.本文选取插头与主体结合处的相贯曲线作为焊接路径为例对其进行位姿规划实验.图4(c)、图4(d)所示为对飞机涡轮发动机叶片进行修复工作而规划的焊枪系路径结果,在三维绘图软件中导入通过三维测量系统获得的叶片实体模型.由于焊接工艺需要,修复工作中焊枪路径需通过叶片中心,但是很难让计算机自动识别三维模型的叶片中心线,所以需要进行叶片截面边界曲线提取并离散,进而通过边界数据计算得到叶片中心线,实现叶片修复焊接工作中的路径规划.经仿真实验可知,用该方法得到的焊枪坐标系路径规划结果拥有较高的连续性,完全满足实际的焊接工作需求.
3 RobotStudio离线编程
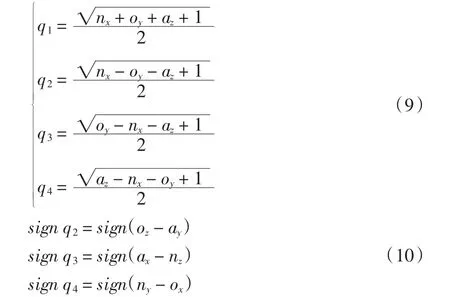
3.1 RobotStudio数据转换(四元素法)
基于Robotstudio的机器人离线编程技术拥有编程快速、控制灵活、研发周期短等优势,为实现由离线焊接路径规划到机器人实际焊接,必须将已规划好的机器人焊接路径经Robotstudio转换为焊接机器人实际焊接时需要的姿态数据.ABB工业机器人内部只能识别四元素法[12-13]表述的姿态数据,所以在数据传送前必须完成相应的转换工作.具体公式为:
3.2 RobotStudio仿真及实验
在Robotstudio中建立与现实匹配的仿真机器人焊接系统,结合规划得到的焊接路径编写焊接机器人运行程序.在仿真环境中驱动机器人焊接系统,如图5所示.观察焊接过程,检验路径规划算法的有效性.表1为焊接过程中部分路径点姿态数据转换为四元素的计算结果.本次实验采用fronius CMT焊机,焊丝直径0.8 mm,焊接机器人选用ABB IRB 1410_5/1.45.

图5 在RobotStudio中焊接过程仿真Fig.5 Welding process simulation by RobotStudio

表1 3个位置的四元素Tab.1 Partial data of quaternion
在Robotstudio中仿真运行焊机程序,检验程序是否满足实际焊接需求后.通过Ethernet通信协议将焊接程序传送至焊接机器人控制柜中,以驱动CMT焊接系统完成实际焊接工作,程序运行结果如图6和图7所示.

图6 焊枪初始位置Fig.6 Initial positions of torch

图7 焊枪终止位置Fig.7 Final position of torch
4 结语
(1)在SolidWorks环境下提取焊缝曲线的iges格式文件,并在其API环境下编制路径规划程序.根据待焊工件三维特征编制相应的焊枪坐标系姿态规划程序.
(2)针对几种典型情况的待焊工件焊接路径规划进行仿真工作,仿真结果表明采用本文方法可以很好地满足焊接路径的连续性.
(3)在Robotstudio软件中开发了路径规划结果转换程序,并针对叶片焊接修复工作进行了ABB机器人焊接工作实验.实验结果表明本文提出的方法可以很方便应用于机器人的实际控制工作.
[1]石磊,田新诚.主管旋转式相贯曲线自动焊接模型与仿真[J].焊接学报,2015,36(6):5-8,113.
[2]王克鸿,刘永,徐越兰,等.弧焊机器人离线编程系统[J].焊接学报,2001,22(4):84-86.
[3]林君,殷树言,陈志翔,等.弧焊机器人图形仿真系统的研究[J].制造业自动化,2003,25(3):49-51.
[4]魏振红,俞港,付庄,等.基于Rob-CAD软件的焊接机器人离线编程[J].机电一体化,2015(3):31-34.
[5]危文灏,贠超,宋德政,等.机器人多层多道焊接的路径规划[J].机器人,2014,36(3):257-262,270.
[6]宋鹏飞,和瑞林,苗金钟,等.基于Solidworks的工业机器人离线编程系统[J].制造业自动化,2013,35(5):1-4.
[7]CHEN Kaiyun,XIE Xiaoqin.Research on how the knot vector influences non-uniform rational B-spline curve[J].Chinese Journal of Mechanical Engineering, 2008,44(10):24-29.
[8]ZHANG Li.The iteration method for sample-based polynomial approximation of rational B-spline curves[J].Journal of Informations and Computational Science, 2015, 12(3):865-872.
[9]XU Huixia,HU Qianqian.Approximating uniform rational B-spline curves by polynomial B-spline curves[J].Journal of Computational&Applied Mathematics, 2013, 244(10):10-18.
[10]李重,韩丹夫.有理B样条曲线的快速逐点生成算法[J].浙江大学学报:理学版,2003,30(2):140-144.
[11]周律,蔡锦达,钱炜,等.弧焊机器人焊枪姿态的简便示教[J].机械工程学报,2010,46(8):73-77.
[12]ZHANG Zhonghai.D-H quaternion method for inverse kinematics of serial mechanisms[J].Nongye Jixie Xuebao, 2014,45(3):299-304.
[13]NI Zhensong, LIAO Qizheng, WU Xinxin.General 6Rrobot inverse solution algorithm based on a quaternion matrix and a Groebner base[J].Journal of Tsinghua University, 2013,65(20):50-53.
猜你喜欢
现代农机(2022年3期)2022-07-11
建材发展导向(2022年4期)2022-03-16
防爆电机(2021年4期)2021-07-28
铁道通信信号(2020年6期)2020-09-21
科学技术创新(2020年6期)2020-04-18
组合机床与自动化加工技术(2019年11期)2019-11-27
铁道通信信号(2019年3期)2019-04-25
中成药(2018年2期)2018-05-09
智能制造(2017年4期)2017-07-24
制造技术与机床(2017年3期)2017-06-23
