
基于制造资源的复杂箱体零件加工特征识别方法
2015-12-02 01:26刘雪梅黄剑锋李爱平
计算机集成制造系统 2015年12期
刘雪梅,周 易,黄剑锋,李爱平
(同济大学 机械与能源工程学院,上海 201804)
0 引言
特征识别是CAD/CAPP/CAM 系统集成的基础,一直是CAD/CAPP/CAM 领域的研究热点,是工艺数字化、智能化的关键技术之一[1]。现有的特征识别方法整体上可分为基于模式匹配的特征识别方法、基于体积分解的特征识别方法和基于制造资源的特征识别方法三大类。模式匹配法是将实体模型与预先定义的特征库进行匹配,从实体模型中找出符合特征边界模式的区域,进而识别出零件的所有特征,这类方法中比较典型的有基于规则[2]、基于图[3]、基于痕迹[4]和基于神经网络[5]的方法。模式匹配法的最大问题是在处理相交特征识别方面存在不足。体积分解法是将零件实体分解成小的凸体集合,然后对分解出的凸体按照预先定义的特征体模式进行重新组合,产生出零件的特征解释。该类方法主要包括凸包分解法[6]和单元体分解法[7]。体积分解法不存在由于特征拓扑结构改变而导致的相交特征识别困难,但运算量较大,对零件的形状约束较苛刻。由于上述特征识别方法没有考虑工艺环境中的加工资源,使生成的加工特征可能无法找到合适的加工方案。因此,研究人员开始尝试基于制造资源的特征识别方法,直接将加工特征和加工资源联系在一起,即将加工特征定义为采用相同加工资源加工的一组表面。美国范德堡大学Gaines等[8]提出了加工资源自适应的特征识别方法,将特征定义为可以在同一装夹下,采用同一把刀具、以同一刀具接近方向进行加工的一组表面。Stage[9]设计了一个目标驱动的加工特征聚类算法,该算法首先为每个零件加工面选择可行的刀具和装夹方向,然后利用启发式方法和用户定义的评价指标将相似的加工面聚类为加工特征。针对多轴铣削加工,Sridharan[10-11]首先根据刀具可达性、装夹方式和走刀路径等制造资源因素将加工特征分为轮廓特征、端部特征和贯穿特征,并总结出这些加工特征的边界表示,然后从零件实体模型中搜索这些特征类型的边界表示,从而获得加工特征识别结果。上海交通大学汤岑书等[12]通过加工表面与制造资源的映射构建加工表面加工信息模型,然后通过加工表面信息的聚类将同一次装夹下、使用同一把刀具加工的表面聚类为一个加工特征。西北工业大学黄瑞等[13]将具有相同刀具轴向、相同精度等级且满足一定几何拓扑约束的一组连续表面聚类为一个加工特征。基于制造资源的方法能较好地解决一般相交特征识别困难等问题,但在处理复杂的曲面特征方面存在不足。
箱体类零件形状复杂、加工特征多且加工难度大,既有精度要求较高、数量较多的支撑孔和形状各异的平面特征,也有许多精度要求不高的紧固孔、油孔等特征。箱体零件在加工工艺方面具有自身的特点,通常采用一面两销的定位方式,在加工中心上完成平面铣削、钻孔、镗孔等操作。为满足复杂箱体零件工艺规划设计高层次数字化、智能化要求,本文尝试将加工方法生成、制造资源选择与特征识别相结合,提出一种基于制造资源的特征识别方法。特征识别的过程分为三个步骤:①以零件的加工表面为中心,为加工表面匹配可行的制造资源;②以提高加工效率和经济性为目标,对加工表面所采用的资源组合方案进行优化;③将采用同一类资源组合方案的加工表面聚类优化为一个特征,完成特征识别。
1 制造资源模型定义
基于制造资源的方法从加工过程所涉及资源的角度对零件表面进行聚类,进而实现特征识别。为实现该目标,需要对生产环境中的制造资源进行定义,在切削加工工艺环境中,制造资源主要由机床、刀具和夹具三部分组成,下面分别对机床运动模式、刀具模型和夹具装夹模型进行描述。
1.1 机床运动模式
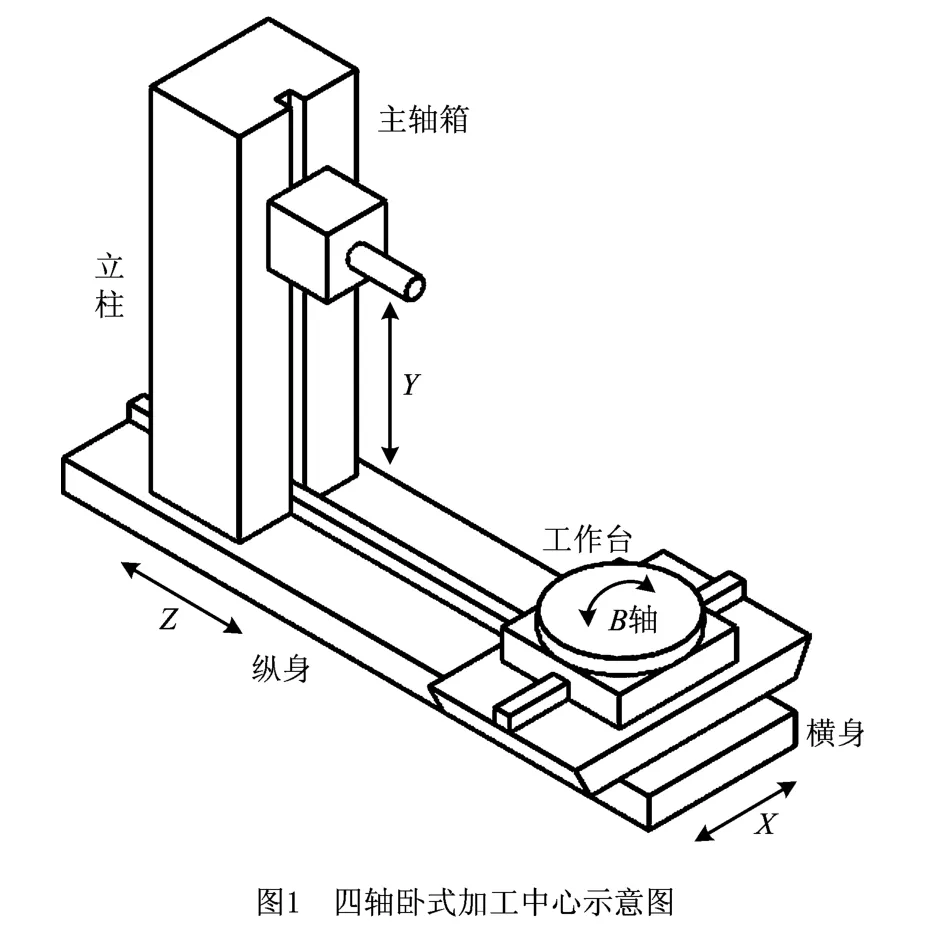
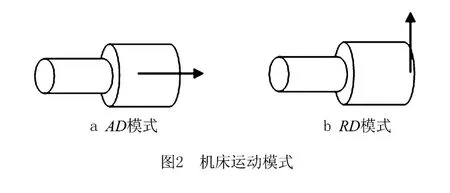
在零件加工过程中,其加工表面的形成通过机床提供的刀具和工件的相对运动实现,而机床主轴和工作台结构决定了加工过程中刀具和工件的相对运动形式。复杂箱体零件常采用四轴加工中心完成加工操作,如图1所示的四轴卧式加工中心,回转工作台在横床身上做X向运动,立柱在纵床身上做Z向运动,主轴箱沿立柱做Y向运动,工作台绕其回转中心做360°范围内的B轴转动,并可与X、Y、Z轴联动控制。在箱体零件进行一次切削加工的过程中,B轴不转动,因而刀具和工件的运动可以分为如图2所示的两种模式(C_Motion):①AD,即刀具沿主轴方向直线移动,如钻孔、镗孔等;②RD,即刀具沿主轴任意径向方向移动,刀具在一个平面内运动,如铣键槽等。
1.2 刀具模型
为了采用统一的模型来参数化定义刀具,设置6个属性,将刀具模型表达为CT=(C_ID,C_Type,C_Mat,C_Dia,ETGR,ERR)。其中:C_ID为刀具号;C_Type为刀具类型;C_Mat为刀具材料;C_Dia为刀具直径,C_Dia=(Diamin,Diamax),Diamin和Diamax分别为可变直径刀具(如镗刀)加工直径的上下界;ETGR为刀具可加工表面的工差等级范围,ETGR=(ETGRmin,ETGRmax),ETGRmin和ETGRmax分别为公差等级范围的上下界;ERR为刀具可加工表面的粗糙度范围,ERR=(ERRmin,ERRmax),ERRmin和ERRmax分别为粗糙度范围的上下界。
1.3 装夹模型
装夹的主要作用是固定工件,使之在机床坐标系中保持特定的位置和方向。在加工中心的加工中,由于刀具轨迹代码的零点坐标可以在生成代码时根据工件的装夹位置调整,在特征识别阶段无需对工件在机床坐标系中的位置进行限制,而只需要确定零件的定位基准面、装夹方向及装夹面。箱体零件加工中一般采用1面及面上的2个销孔定位,并将与定位基准面平行的面作为夹紧面。因此夹具装夹模型可以定义为Fix=(Suface1,Surface2,Vector),其中:Suface1 为定位基准面;Suface2 为夹紧面;Vector为装夹方向,其垂直于定位面与夹紧面,且由定位基准面指向夹紧面。
1.4 成形能力模型
成形能力模型用以描述现有刀具资源、机床运动模式和刀具成形表面类型之间的关系[12]。在零件加工过程中,主运动和进给运动之间的不同组合会形成不同的切削体积,箱体类零件在四轴卧式加工中心的加工,其主运动是刀具的回转运动,进给运动是刀具和工件的相对运动,由机床运动模式决定。因此,成形表面类形CS=(CT,C_Motion),其中CS可能的取值为平面或者回转面。刀具类型、机床运动模式和成形表面类型之间的映射关系如表1所示。
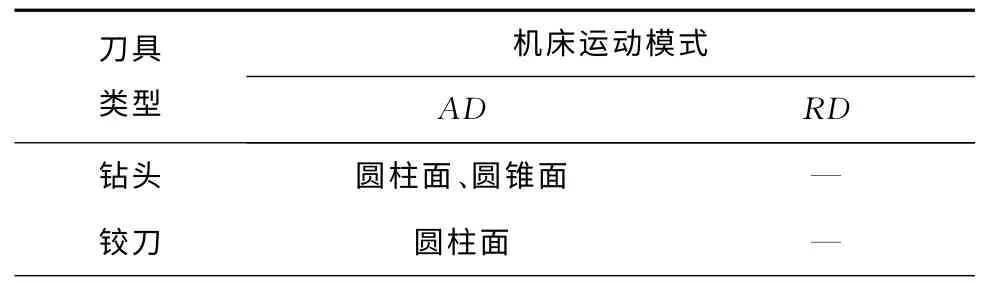
表1 成形表面类型
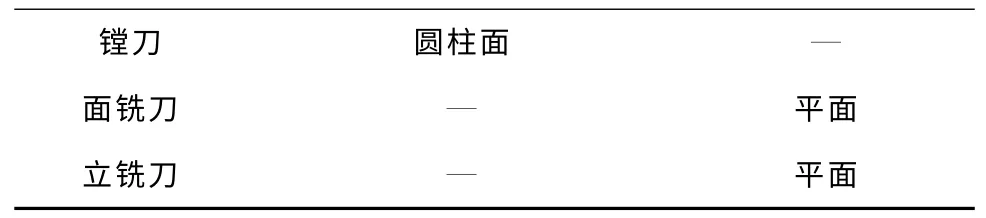
续表1
1.5 零件信息模型
为有效地将CAD 生成的零件实体模型转化为加工特征模型,必须获取零件几何信息与技术要求信息,并将其保存到合适的数据结构中。为了提高数据的准确性和通用性,采用STEP/AP203文件作为数据源,通过提取模型的各个加工面信息,实现设计信息与制造信息间的转换。
获得的表面数据存储到同一数据结构中,该结构中的具体内容如下:
Sur={ID,Sur_Type,Vec,Diameter/Width,Length,C_Piont,T,Ra}。
其中:ID为表面的序号;Sur_Type为表面 的类型,可取平面和回转面;当面为回转表面时,Vec为面的轴向向量,当面为平面时,Vec表示面的法向量;Diameter/Width分别表示圆柱面直径和平面宽度;Length为平面的长度或回转面的深度;C_Piont为面的中心点位置(对于回转面,采用其回转轴中点为其中心点位置);T表示面的公差等级;Ra表示面的粗糙度。
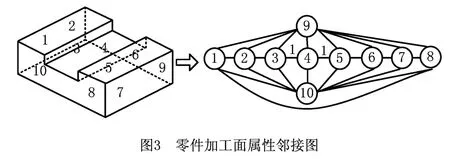
加工表面之间的相互关系采用属性邻接图(Attributed Adjacency Graph,AAG)表 示[9]。AAG 是一种表示零件模型的数据结构,节点表示零件加工面,弧表示零件加工面相交成的边,面和边具有一定的属性,分别附加在节点和弧上。图3所示为一个零件及其对应的AAG。
2 基于制造资源的加工特征识别方法
在加工特征的研究领域,现有文献已经给出了大量不同的定义,由于特征识别的最终目的是为特征选择合适的加工过程和刀具,研究人员开始尝试直接将特征和制造资源联系在一起,并提出了基于制造资源的特征定义,即将加工特征定义为采用相同制造资源加工的一组表面。本文将加工特征定义为:在一次装夹中,采用同一把刀具进行加工的一组零件表面[6],可表达为FE={C_Motion,CT,Fix,S},其中:C_Motion为机床运动模式,CT为刀具模型,Fix为装夹模型,S为同一装夹下同一把刀具可加工的面的集合。
2.1 特征因子生成
本文将刀具、机床运动模式和对应加工表面的可行组合定义为特征因子:sFeture=(C_Motion,CT,Fix,Suri),其中:C_Motion为机床运动模式,CT为刀具模型,Fix为装夹模型,Suri为单个加工面。
假定输入零件所有的加工面集合为S={Sur1,Sur2,Sur3,…,Surn},对于Suri∈S,其特征因子生成过程可分为四个步骤:
步骤1 根据成形表面映射关系,获得各加工面候选刀具、机床运动模式组合的集合F1i如下:

步骤2 根据获得的机床运动模式,使装夹方向与刀轴方向垂直,避免夹具对刀具的干涉,从而确定夹具装夹方案如下:

步骤3 根据加工面表面技术要求信息,删除刀具不满足加工要求的组合,获得剩余组合如下:
步骤4 进行刀具尺寸检测,根据刀具的几何尺寸和加工面的几何尺寸,删除刀具尺寸不符合要求的组合,剩下的即为特征因子集合Fi。
对于变尺寸刀具,如镗刀,Fi={(C_Motion,CT,Fix,Suri)丨(CT,Fix,Suri),CT(C_Diamin)≤Sur(Diameter)≤CT(C_Diamax)};
对于定尺寸刀具,如铰刀,Fi={(C_Motion,CT,Fix,Suri)丨(CT,Fix,Suri),CT(C_Dia)=Sur(Diameter)}。
2.2 特征因子的优化
通过特征因子生成过程可以为每个零件表面生成一组可行的特征因子。从成形表面类型映射可以看到,平面可以通过多种加工方式获得,如面铣刀、立铣刀等,从而每个表面对应的特征因子比较多。如果此时按照特征的定义将可以采用相同特征因子的表面聚类为加工特征,则每个表面都可能被归入十几个甚至上百个加工特征,显然是不合理的。因此,必须以加工效率和经济性为目标,为每个加工表面从可行的特征因子集中选出最优的一部分,在减少特征解释数量的同时,也可以使零件在以所选的特征因子进行特征划分和加工时能有较高的加工精度与加工效率。
本文将特征因子的优化选择分为两个步骤:①凹边相邻的表面组合优化;②基于减少装夹换刀次数的聚类优化。
2.2.1 凹边相邻的表面组合优化
特征因子生成的过程是针对单个加工表面进行的,而实际情况是,在加工一个表面时必然影响到与之凹边相邻的其他表面。例如,对于图3所示的槽特征来说,在加工底面f4时必然同时加工其侧面f3和f5,不可能出现采用一种特征因子加工其底面、用另一种特征因子加工其侧面的情况。因此,针对凹边相邻的表面,本文对每个加工面的特征因子进行聚类优化。
假设面集合fg={fg1,fg2,…,fgn},若∀fgi∈fg,∃fgj∈fg,使得fgi与fgj凹边相邻,则称fg为凹边相邻的表面组。凹边相邻表面组可由零件的属性邻接图获得。通过删除AAG 中的凸边弧及凸边弧后孤立的节点,获得若干个AAG 子图,此时每个AAG 子图为一个凹边相邻表面组。
凹边相邻表面组特征因子聚类算法流程如下:
步骤2 将凹边相邻表面组定义为一个特别的面Surn+1,其特征因子为面组中每个面所共有的特征因子,
Fn+1=tion,CT,Fix)为所共有的特征因子}。
2.2.2 基于减少装夹换刀次数的聚类优化
通常情况下,经过凹边相邻表面组合聚类优化后,一个加工表面往往还包含多个可行特征因子,因此继续为每个表面从可行特征因子中选择一个最优因子,使整个零件所包含的因子数最少,以达到减少刀具使用种类和安装次数的目的,提高零件特征识别结果的经济性。具体实现方法如下:
(1)定义S={f1,f2,…,fn},fn为零件加工表面或凹边相邻表面组,F={fe1,fe2,…,fek},fek为面或面组的特征因子,fek=(C_Motionk,CTk,Fixk)。
步骤1 搜索并获得包含加工面最多的装夹方案Fixk。
步骤2 从可行特征因子集合F中删除包含Fixk的特征因子,从零件加工表面集合S中删除Fixk装夹下可加工的加工表面。
步骤3 判断集合F是否为空集,如果不为空,则重复步骤1;否则获得多个装夹方案。
经过该步骤获得的装夹方案就是零件加工时必须采用的装夹方案。
对于可以在同一个装夹下进行加工的表面,应尽可能采用具有较高加工效率的刀具。如对于平面加工,面铣刀的效率高于立铣刀,而大尺寸的刀具效率高于小尺寸刀具,具体实现过程可以通过设定刀具优先级来完成,算法如下。
(2)定义S={f1,f2,…,fn},fn为零件加工表面或面组,Fm={fe1,fe2,…,fel}为加工面fm可行的特征因子。
步骤1 Setm=1,获得加工面fm及其可行特征因子Fm。
步骤2 从Fm中搜索加工效率最高的刀具,删除其他刀具构成的特征因子。
步骤3m++,重复步骤2,直至m=n。
通过以上步骤,不但大大减少了特征解释的个数,而且保证了生成的加工特征及特征因子可以有较高的加工效率。
3 实例验证与讨论
3.1 实例验证
为验证加工特征识别方法的正确性,选取图4所示箱体零件作为识别对象,利用STEP 中性文件解析器,获得零件中的50个特征加工面。图4所示箱体零件在四轴卧式加工中心上完成加工,根据第1章所述制造资源建模方法,刀具模型如表2所示,装夹模型如表3所示。
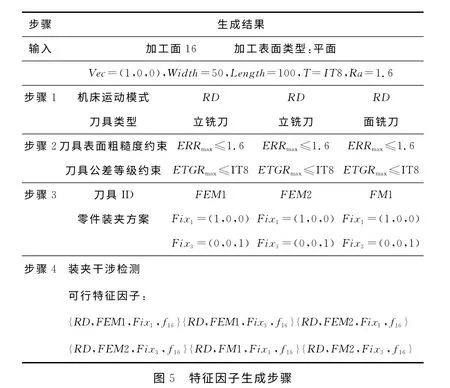
对于零件每一个加工表面,可根据第2章中的方法生成可行的特征因子,下面以图4所示的零件加工表面16为例说明这一过程。

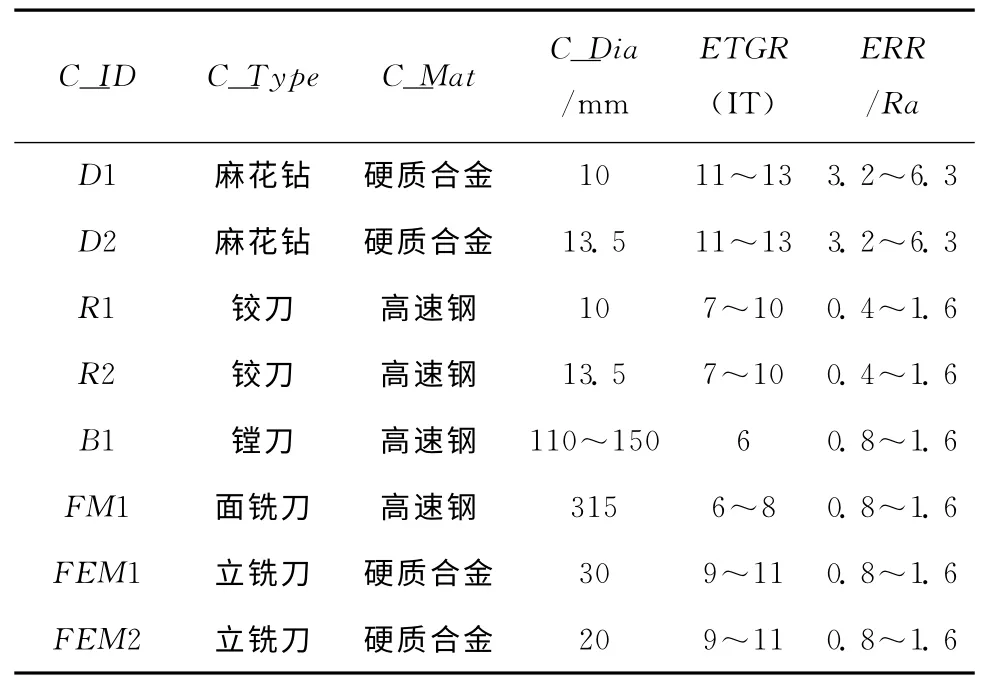
表2 部分刀具参数表
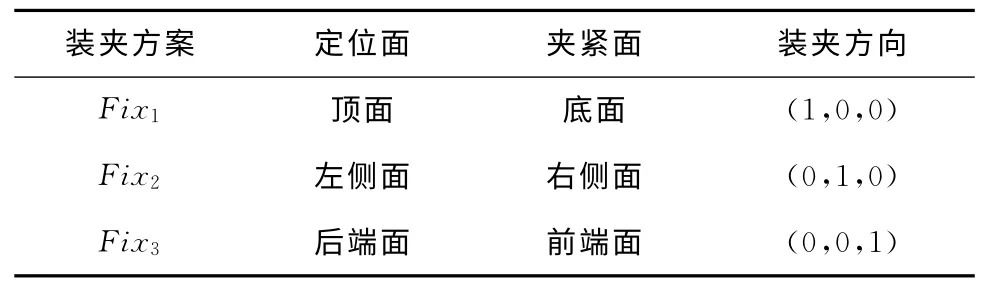
表3 装夹模型表
步骤1 根据16面的平面类型及表1 所示的成形表面类型表,可以获得该加工表面上可行的刀具和机床运动模式组合:{FM1,RD},{FEM1,RD},{FEM2,RD}。
步骤2 根据加工面粗糙度和公差等级等技术要求信息,删除刀具不满足加工要求的组合。
步骤3 由于采用RD机床运动模式加工该表面,为了避免刀具与夹具发生干涉,采用装夹方向与机床主轴方向垂直的装夹方案:Fix1和Fix3。
步骤4 进行刀具尺寸检测,根据刀具和加工面的几何尺寸,删除刀具尺寸不符合要求的组合。由于该平面的边环全部由凸边组成,其采用的加工刀具不会与其他面发生干涉,故以上刀具、机床运动模式和装夹方案的6个组合都是可行的特征因子,如图5所示。
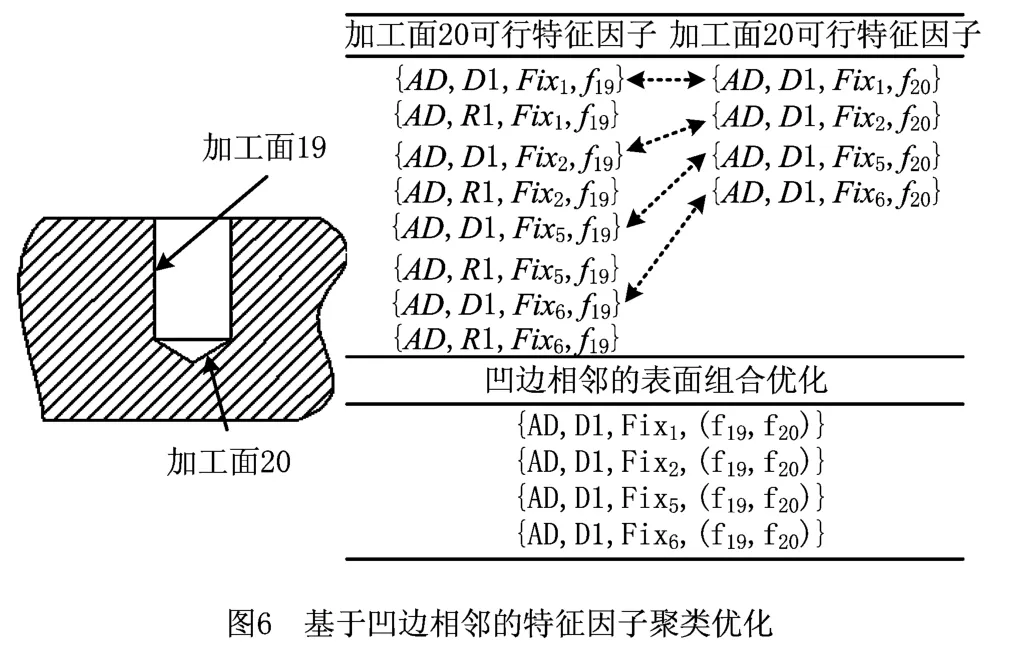
在获得每个加工表面的特征因子后,需要对特征因子进行聚类优化。例如,圆柱面19 和圆锥面20组成凹边相邻表面组,其聚类过程如图6所示。
如图7所示,首先对装夹方向进行筛选。由于在(0,0,1)装夹下可加工表面最多,首先选择该方向,从Fix中删除该装夹方向,并从加工面集合S中删除该装夹方向下所能加工的加工面,重复这一操作,直到所有加工表面都能在某一装夹方向下完成加工,最后得到3个必须的装夹方向。
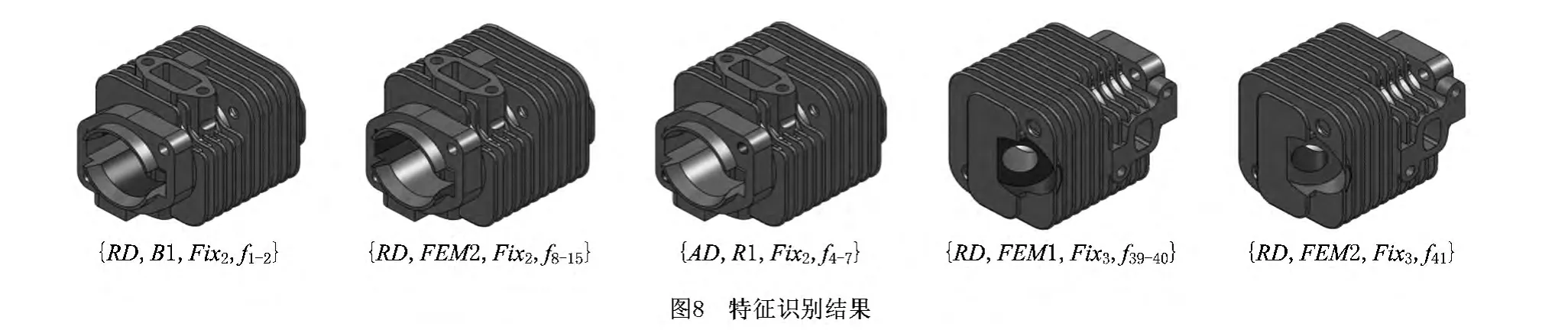
进一步对每个装夹方向下的刀具进行筛选。以加工面16为例,FM1、FEM1和FEM2这三把刀具中,面铣刀FM1加工效率最高,因而被优先选中。同时将这几把刀具覆盖的表面从S中删除。重复该过程,直到每个表面都被某把刀具所覆盖;最后可以得到15个特征因子,图8所示即为零件特征识别结果。在Windows环境中,四核2.2GHz、8GB内存的条件下,获得特征识别结果的时间不到20s。


3.2 方法分析
与现有的加工特征识别方法相比,本文方法在识别过程和识别结果方面有一定改进,可以解决现有方法中存在的一些问题。
相比于现有基于制造资源的方法,本文方法主要有三方面的改进:①在制造资源模型定义时,以往的方法多针对三轴机床。本文对箱体零件加工中常用的四轴加工中心、刀具类型及装夹方式进行了参数化定义,拓展了加工特征识别范围。当考虑四轴加工中心工作台可转位因素后,使得在三轴机床一次装夹下无法用同一把刀具加工的多个特征聚类为1个特征,有利于减少后续工艺规划的装夹次数、换刀次数。②本文采用由STEP 中性文件获得的AAG 模型来存储零件信息,数据的正确性容易得到保证。③通过特征因子的聚类优化,从每个加工面的可行特征因子中筛选出最优的特征因子,得到特征识别结果,可以大大减少后续工艺规划的工作量。以图4所示加工面4~7为例,每个加工面可生成一个或一个以上的特征因子,如果没有对这几个面进行聚类,则至少会获得4个加工特征。而将这四个面进行聚类后,可获得如图9所示的加工特征{AD,R1,Fix2,f4-7},从而使后续工艺设计时的对象大大减少。
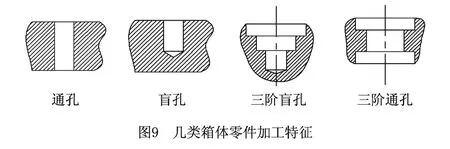
相对于模式匹配法,本文方法不需要预定义特征模式,具有较强的柔性。如图9所示的几类孔特征,若采用模式匹配的方法,则需要对每一类特征预先定义特定的特征模式,然后再将零件模型与之匹配来完成加工特征识别。复杂箱体类零件的加工特征种类多样,需要预定义的特征模式数量会较大。特别是存在相交特征时特征模式发生改变,从而出现没有预定义的特征模式,造成零件加工特征无法识别。而本文方法只要加工表面存在可行的加工资源组合,不需要预先定义特定的特征模式即可得到特征识别结果,同时也可以避免相交特征识别困难的问题。如图4所示加工面1、2组成的孔和加工面21~24组成的通槽产生相交,这两个特征的特征模式发生了变化,难以通过模式匹配的方法识别。而利用本文方法对这些面分别生成特征因子后聚类,可以得到{RD,B1,Fix2,f1-2}和{RD,FEM2,Fix1,f21-24}两个加工特征。
相对于体积分解法,本文方法在生成特征因子时充分考虑了现有制造资源中机床、刀具和夹具等约束对于零件加工面加工方法确定的影响,不会存在识别结果难以加工的问题。如图8所示,每个加工特征都有制造资源与之相适应,因而获得的加工特征在现有的加工能力下都能完成加工,特征识别的可加工性得到了保证。
4 结束语
本文针对现有的特征识别方法存在的相交特征识别困难、特征识别结果可制造性不理想等问题,提出了基于制造资源的加工特征识别方法,并基于箱体零件实例验证了其可行性。实例结果表明,该方法能有效解决复杂箱体零件的特征识别问题。
当然,本文方法还存在一定的局限性。所提出的方法虽然能够处理大多数解析表面,但对于包含三维自由曲面的零件来说,加工特征识别依然存在问题。如何进一步描述制造资源的成形能力,扩展其识别的加工表面类型,将是下一步工作的重点。
[1]GAO Shuming.A survey of automatic feature recognition[J].Chinese Journal of Computers,1998,21(3):281-288(in Chinese).[高曙明.自动特征识别技术综述[J].计算机学报,1998,21(3):281-288.]
[2]SADAIAH M,YADAV D R,MOHANRAM P V.A generative computer-aided process planning system for prismatic components[J].The International Journal of Advanced Manufac-turing Technology,2002,20(10):709-719.
[3]LI Yingguang,DING Yongfa,MOU Wenping.Feature recognition technology for aircraft structural parts based on a holistic attribute adjacency graph[J].Journal of Engineering Manufacture,2010,224(2):271-278.
[4]RAHMANI K,AREZOO B.A hybrid hint-based an d graphbased framework for recognition of interacting milling features[J].Computers in Industry,2007,58(4):304-312.
[5]SUNIL V B,PANDE S S.Automatic recognition of machining features using artificial neural networks[J].The International Journal of Advanced Manufacturing Technology,2009,41(9/10):932-947.
[6]ZHAO Peng,SHENG Buyun,DENG Weigang.Delta-volume decomposition and combination strategy for process planning[J].Computer Integrated Manufacturing Systems,2010,16(9):1793-1800(in Chinese).[赵 鹏,盛步云,邓伟刚.工艺设计过程中的切削体分解组合策略[J].计算机集成制造系统,2010,16(9):1793-1800.]
[7]HOUSHMAND M,IMANI D M.A volume decomposition model to determine machining features for prismatic parts[J].Journal of Applied Sciences,2009,9(9):1703-1710.
[8]GAINES D M,CASTANO F,HAYES C C.Mediator:a resource adaptive feature recognizer that interwines features extraction and manufacturing analysis[J].Journal of Mechanical Design,1999,121(1):145-158.
[9]STAGE R,ROBERTS C,HENDERSON M.Generating resource based flexible form manufacturing features through objective driven clustering[J].Computer-Aided Design,1999,31(2):119-130.
[10]SRIDHARAN N,SHAH J J.Recognition of multi axis milling features:part I topological and geometric characteristics[J].Transactions of the ASME,2004,4(3):242-250.
[11]SRIDHARAN N,SHAH J J.Recognition of multi axis milling features:part II algorithms and implementation[J].Journal of Computing and Information Science in Engineering,2005,5(1):25-34.
[12]TANG Censhu,CHU Xuening.Machining feature recognition based on form-shaping capability model[J].Journal of Computer-Aided Design &Computer Graphics,2010,22(10):1655-1663(in Chinese).[汤岑书,褚学宁.基于切削成型能力模型的加工特征识别方法[J].计算机辅助设计与图形学学报,2010,22(10):1655-1663.]
[13]HUANG Rui,ZHANG Shusheng,BAI Xiaoliang.Manufacturability driven interacting machining feature recognition algorithms for 3DCAD models[J].Journal of Computer-Aided Design &Computer Graphics,2013,25(7):1089-1098(in Chinese).[黄 瑞,张树生,白晓亮.可制造性驱动的三维CAD模型相交制造特征识别方法[J].计算机辅助设计与图形学报,2013,25(7):1089-1098.]
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
发明与创新(2016年5期)2016-08-21
