
基于田口法和响应面法的数控铣削工艺参数能效优化方法
2015-12-02 01:26李聪波肖溱鸽张孝峰
计算机集成制造系统 2015年12期
李聪波,肖溱鸽,李 丽,张孝峰
(1.重庆大学 机械传动国家重点实验室,重庆 400030;2.西南大学 工程技术学院,重庆 400700;3.重庆第二机床厂有限责任公司,重庆 401336)
0 引言
近年来,随着制造业能耗和环境问题日益严峻,低能耗、低污染的节能制造模式逐步兴起[1]。数控加工是机械制造系统广泛采用的一种加工方法。数控机床作为数控加工的主要制造装备,量大面广、能耗高但能效极低。因此,国内外学者围绕以数控机床为主体的数控加工系统节能优化的研究日趋活跃。实际加工中,工艺参数不仅影响加工质量、成本、效率等指标,还与能量效率问题紧密相关,选择合理的工艺参数是实现机床加工系统节能的重要手段之一[2]。因此,综合考虑机床能耗及传统目标进行数控加工工艺参数优化,是亟须解决的基础科学问题。
传统的工艺参数优化主要以最大利润、最高生产效率等为优化目标,国内外学者在这方面开展了不少研究,并取得了良好的进展[3-5]。随着节能意识的提高,考虑能耗的数控加工系统工艺参数的相关研究可以概况为如下三个方面:
(1)能量效率与工艺参数的关系分析。例如:Diaz等由工艺参数得出物料切除率并通过铣床切削试验分析了其与切削比能的关系[6];Kara等分别获得了干、湿切过程中物料切除率与比能耗的方程[7];Newman等通过精加工与半精加工的数控加工实验,指出工艺参数、物料切除率等对能量效率的影响关系[8];Mori等通过切削实验发现改变工艺参数、控制加工方法可以提高机床能量效率[9]。这些研究为工艺参数的能效优化提供了实验基础。
(2)通过建立优化模型开展工艺参数能效优化研究。例如,Mativenga等以最小成本和最小能耗为目标进行了车削加工工艺参数优化[10];Rajemi等对车削条件下的能耗优化进行了研究,进一步分析了刀具寿命对能耗的影响[11];Velchev等建立了车削加工的比能模型,采用实验方法确定了模型中的有关系数,并分析了各个切削参数对比能的影响[12]。由于机床的能量源众多,能量损耗规律复杂,数控加工过程的功率平衡方程中参数众多并难以获取[13]等问题,使得建立准确实用的能耗数学模型较为困难。
(3)通过设计优化实验将工艺参数与能效进行数值拟合,选择出最优参数组合,避免分析机床复杂的内部能量损耗规律。例如,Campatelli等针对铣削加工中切削过程和全加工过程的设计优化实验,分析了两种情况下降低比能的优化参数条件[14];Yan等采用灰色关联法将铣削过程中的切削能耗、加工效率和加工质量划为关联方程,并得到了最优组合[15];Issam等采用方差分析法分析了工艺参数对车削过程中粗糙度和能耗的影响大小,并指出交互作用会影响最优组合的选择[16];Kant等采用灰色关联法建立了车削过程中机床能耗和粗糙度的关联模型,并用响应面法分析了各参数间的交互作用大小和影响比重[17]。然而,上述研究仅由实验数据选出优化组合,最优解可能并不在实验组合内。此外,上述研究多将多目标关联成一个方程,导致能效目标及其他目标与工艺参数的相互作用规律不太明确。
鉴于此,本文以数控平面铣削为研究对象,首先分析了数控铣削加工时段的特性,建立了数控铣削加工能量效率函数;其次运用田口法的信噪比分析确定能效和加工时间与工艺参数的关系,并获得了各目标的回归方程;再次建立了数控铣削加工工艺参数多目标优化模型,采用粒子群算法搜寻出Pareto最优解,进而揭示出工艺参数对能效和加工时间的影响规律。通过四个加工方案的对比,说明了高效节能铣削的优越性和该优化方法的有效性。
1 数控铣削加工过程能量效率函数的建立
1.1 数控铣削加工能量效率函数
数控加工中,机床能量效率的评价指标众多,常见的有能量利用率和比能等。本文选用比能作为综合衡量数控加工过程中能耗状况的指标。在数控铣削加工中,比能可表示为某加工过程中机床消耗的总能耗Etotal与铣削加工所切除掉的工件材料体积MRV的比值[10],比能值越小,单位能耗越低,能量效率越高。故本文用“节能”来表示比能低。用Pin表示机床输入的总功率,则面向比能的能量效率函数可表示为:

1.2 数控铣削加工机床能耗时段特性分析
数控铣削加工过程中的功率变化如图1所示。由图中可知,随着加工过程的进行,机床各个时段的总输入功率并不恒定。为建立数控铣削加工的能效函数,需首先对数控加工系统机床能耗的时段特性进行分析。
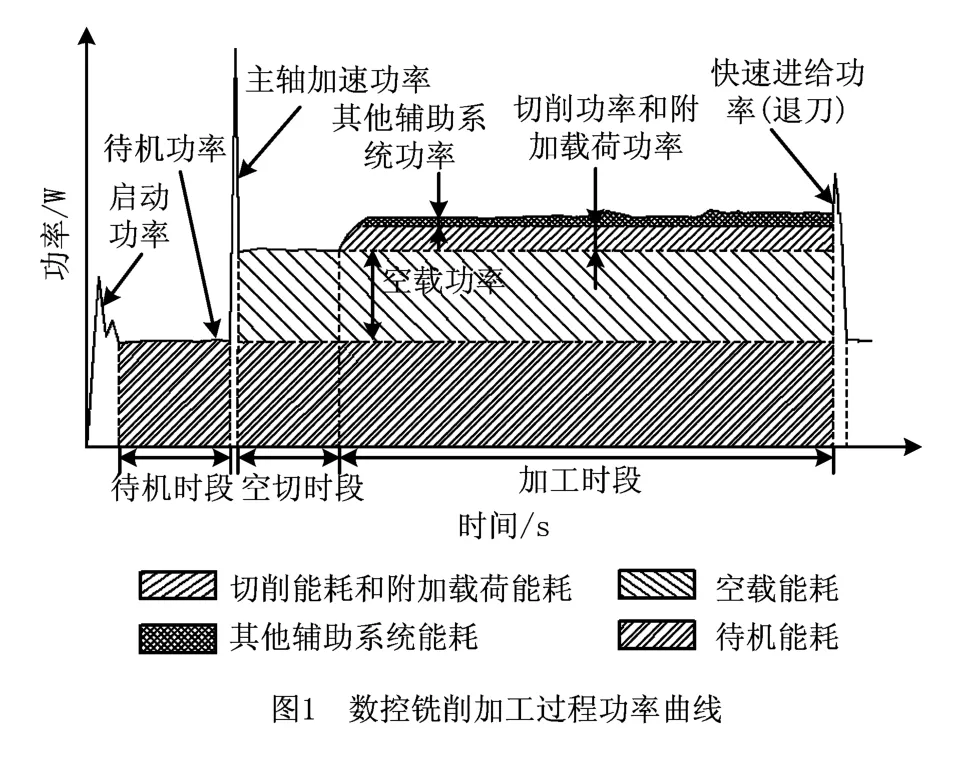
研究[7,9,18]表明,数控机床加工时功率损耗与工艺参数的关系密切,由功率曲线图可知,数控铣削加工各时段的能耗构成特性不同,若想建立模型,则需要对各时段的功率进行复杂的细分。但实际上,若将数控铣削加工系统视为黑箱问题,只需要测量不同工艺参数组合下每个时段的总功率即可避免繁琐的细分工作,获得较为准确的能耗与工艺参数的关系模型。考虑到数控加工过程中启动阶段、主轴加速阶段和完成加工后的快速退刀阶段的时间很短,能量损耗规律复杂且与工艺参数的关系不大,铣削工艺参数建模时暂不考虑这三部分能耗。由上述分析可知,一个工序的加工时段可分为待机时段、空切时段和切削时段。此外,本文还考虑换刀时段下的能耗。数控加工中换刀时间一般包含磨钝换刀时间和自动换刀时间,由于自动换刀时间极短,且与工艺参数的关系不大,本文主要考虑磨钝换刀所消耗的电能在加工过程中的分摊。分别用Pi1表示待机时段的机床总输入功率,用Pi2表示空切时段的机床总输入功率,用Pi3表示加工阶段的机床总输入功率,用Pi4为磨钝换刀时的机床总输入功率。
(1)待机时段tst:主要指机床开始处于待机状态至主轴开始旋转的一段时间,这段时间与工艺参数无关,与加工人员的操作熟练度等因素有关。
(2)空切时段tu:指机床的主轴和进给系统开启但没有物料切除,空切时间包括从主轴旋转至工件切削前的时间和走刀时刀具超出轮廓线时的时间,第一部分时间与NC 代码编写有关,第二部分时间与走刀路径和工艺参数有关。
(3)加工时段tc:指真正用于切除物料的时间,这部分时间与加工路径和工艺参数有关。
(4)换刀时段tct:主要考虑磨钝换刀时间在加工过程中的分摊,通常一次磨钝换刀时间包括卸刀、装刀、对刀三部分时间;这里用tpct表示一次磨钝时间,则换刀时间
式中刀具寿命

式中:CT为一个综合评价系数,m,r和k分别为切削速度、进给量和背吃刀量的影响系数。
因此,数控铣削加工过程总能耗


数控铣削加工过程加工时间

综上所述,数控铣削加工过程比能

式中MRV可由物料切除率MRR与tc的乘积求得,MRR=nfzzapae。
2 加工时间、能效与工艺参数的映射关系分析
考虑到田口法能进行系统的实验规划,以少数实验指向最优趋势;响应面法能在两个变量关系未知的情况下用响应方程进行关联,本文采用田口法规划实验并分析能效以及加工时间与工艺参数的关系,基于实验数据建立能效和加工时间的响应面回归方程。具体流程如图2所示。

2.1 基于田口法的优化实验设计与分析
2.1.1 实验配置
(1)功率采集设备介绍
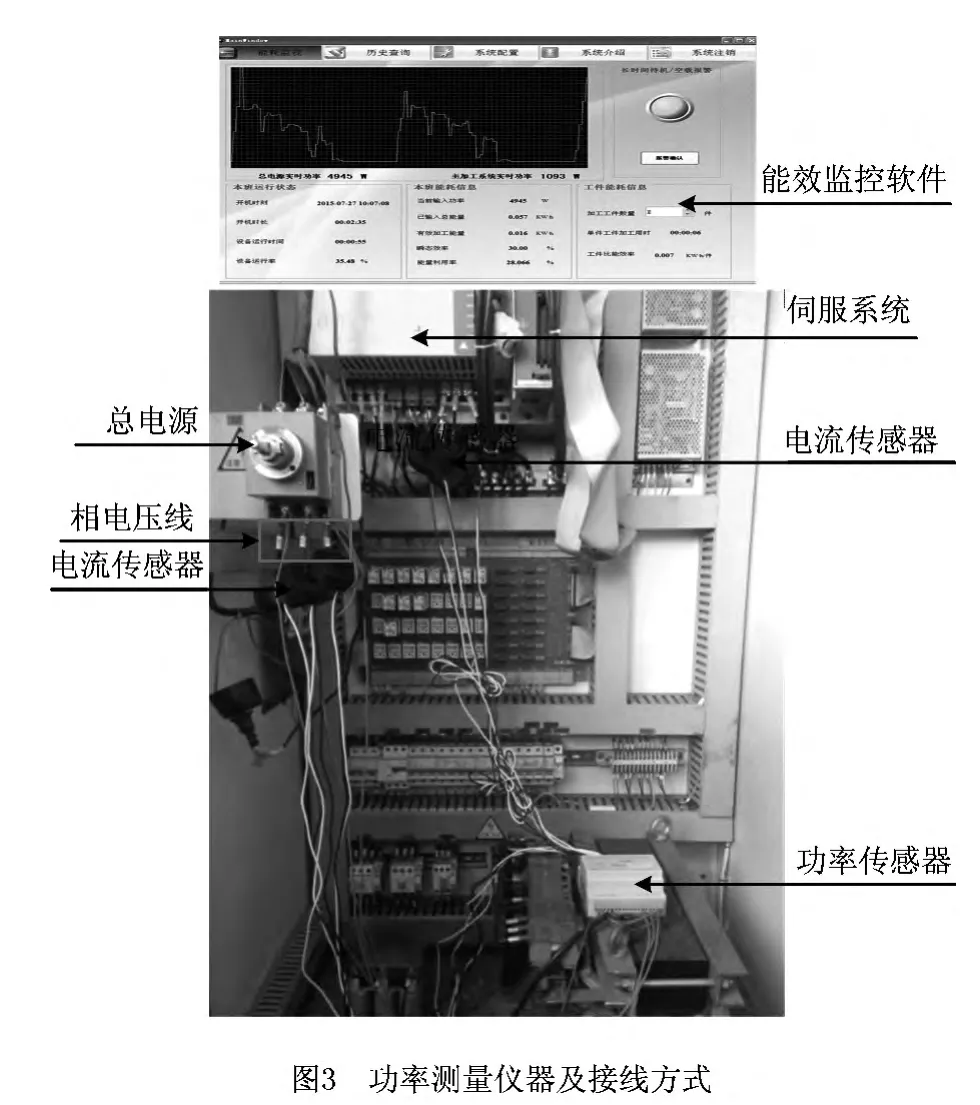
通过HC33C3型功率传感器实现对数控机床运行能耗的实时监视。该设备在机床总电源处获取总电流和总电压,在主轴伺服系统处获得电流信号,并通过总电压换算得到电压信号,从而得到实时功率。所用设备平均0.5s记录一次实时功率并在线显示在软件平台上,测量仪器和监控软件平台如图3所示。
(2)实验条件介绍
以数控机床铣削平面为例,加工过程如图4所示。实验中采用普瑞斯PL700 立式加工中心型号的数控铣削机床,其主电机功率5.5/7.5Kw,主轴转速范围40~6 000r/min,进给速度范围2~15 000mm/min,允许的最大刀具直径75 mm。选用立铣刀,具体参数如表1所示。选用工件、加工方式及部分计算参数如表2所示。
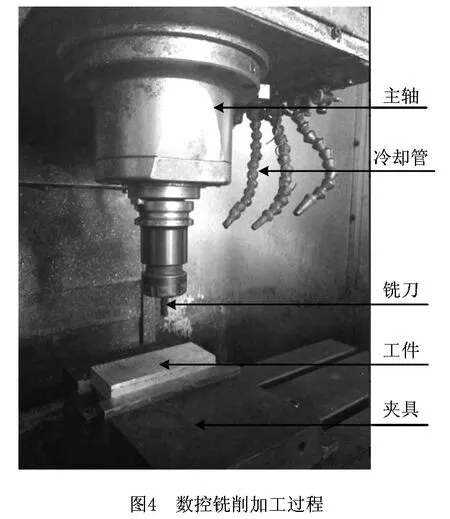
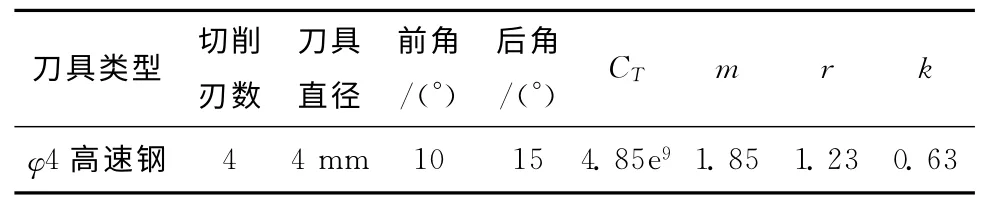
表1 刀具类型与相关参数
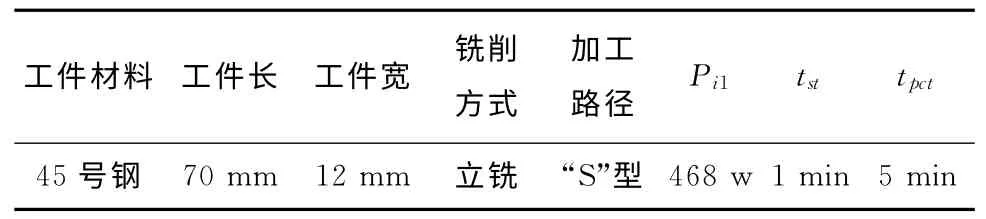
表2 工件与加工方式
2.1.2 正交实验设计及结果
由1.2节分析可知,工艺参数密切影响着铣削数控加工过程中的比能和时间。考虑到主轴转速n、每齿进给量fz、背吃刀量ap、侧吃刀量ae四个要素在实验过程中是可控的,将其作为实验的可控因素,为保证加工的稳定性,根据机床性能和刀具耐磨度选取实验范围n=(2 200~4 200)r/min,fz=(0.015~0.027)mm/z,ap=(0.3~0.5)min,ae=(2~4)min。各可控因素分别按选取实验范围设定三个水平,如表3所示。
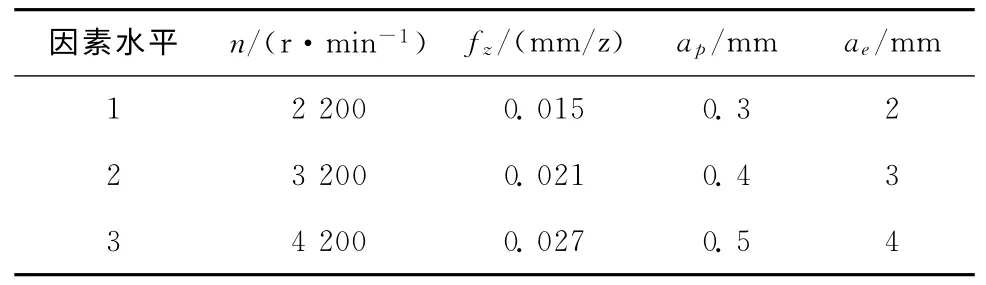
表3 可控因素及水平
为保证实验的准确性,选用实验次数较多的L27(313)正交表进行实验设计,对照正交表进行实验。数控铣削实验中,从空切时段开始到切削结束,冷却液开启。由于普瑞斯PL700 数控机床的空调系统为自动间歇启动且加工开始时为关闭状态,故在全程数据统计时应保证空调系统的关闭。按1.2节中机床三个运行时段记录各子过程的总输入功率,其中待机时段功率、待机时间和一次磨钝换刀时间由于与工艺参数的关系不大,实验数据中27组方案均按同一个数据处理(如表2)。由1.2节知,数控机床加工过程分为待机、空切、加工、换刀四个子过程,每个子过程中的负载变化情况相对较为平缓,可视为一个相对的稳态过程,将每个子过程的输出功率用当量功率代替。为方便实验,将比能公式表示为

为减小实验测量误差带来的影响,在进行数据处理时将实验得到的功率和时间分别进行平均处理。实验方案和实验数据如表4所示。
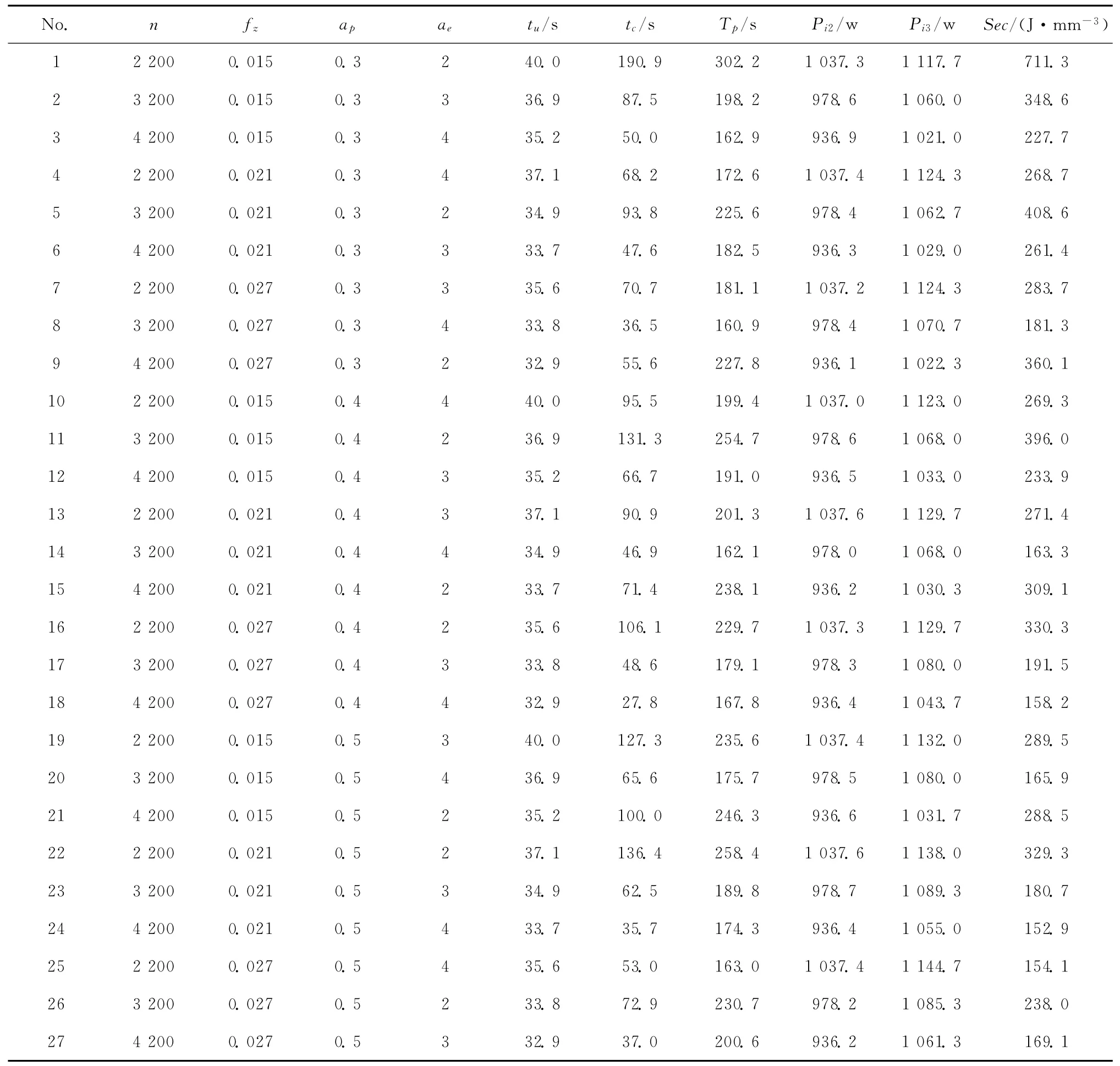
表4 正交表及实验数据
2.1.3 信噪比分析
田口法中用信噪比(S/N)评价目标的品质特性[9],在本实验中采用信噪比分析工艺参数对能效和加工时间的影响规律。数控铣削加工比能和加工时间的信噪比

式中:S/N表示某目标的信噪比值,n为总测量次数(本实验中n=3),yi表示各实验方案下第n次实验测得的目标值,这里表示第n次实验测得的比能或加工时间值。
图5和图6反映了普瑞斯PL700立式加工中心加工45号钢在其工艺参数三个水平下的比能与总时间的信噪比图,图中横轴表示每个可控因素的三个水平值,纵轴表示对应的信噪比值。实验数据显示,面向高能效的最优参数组合为n3fz3ap3ae3,表明采用尽可能高的切削用量能获得较小的比能;由图6 可知,面向高效率的最优参数组合为n2fz3ap1ae3,表明在相对高的转速下,采用较小的背吃刀量会延长刀具寿命、减小换刀时间进而提高生产效率。此外,随着主轴转速的提高,加工时间减小的速率变得较为平缓,这主要是由于主轴转速相对于其他工艺参数来说更影响刀具寿命,从而影响了换刀时间。
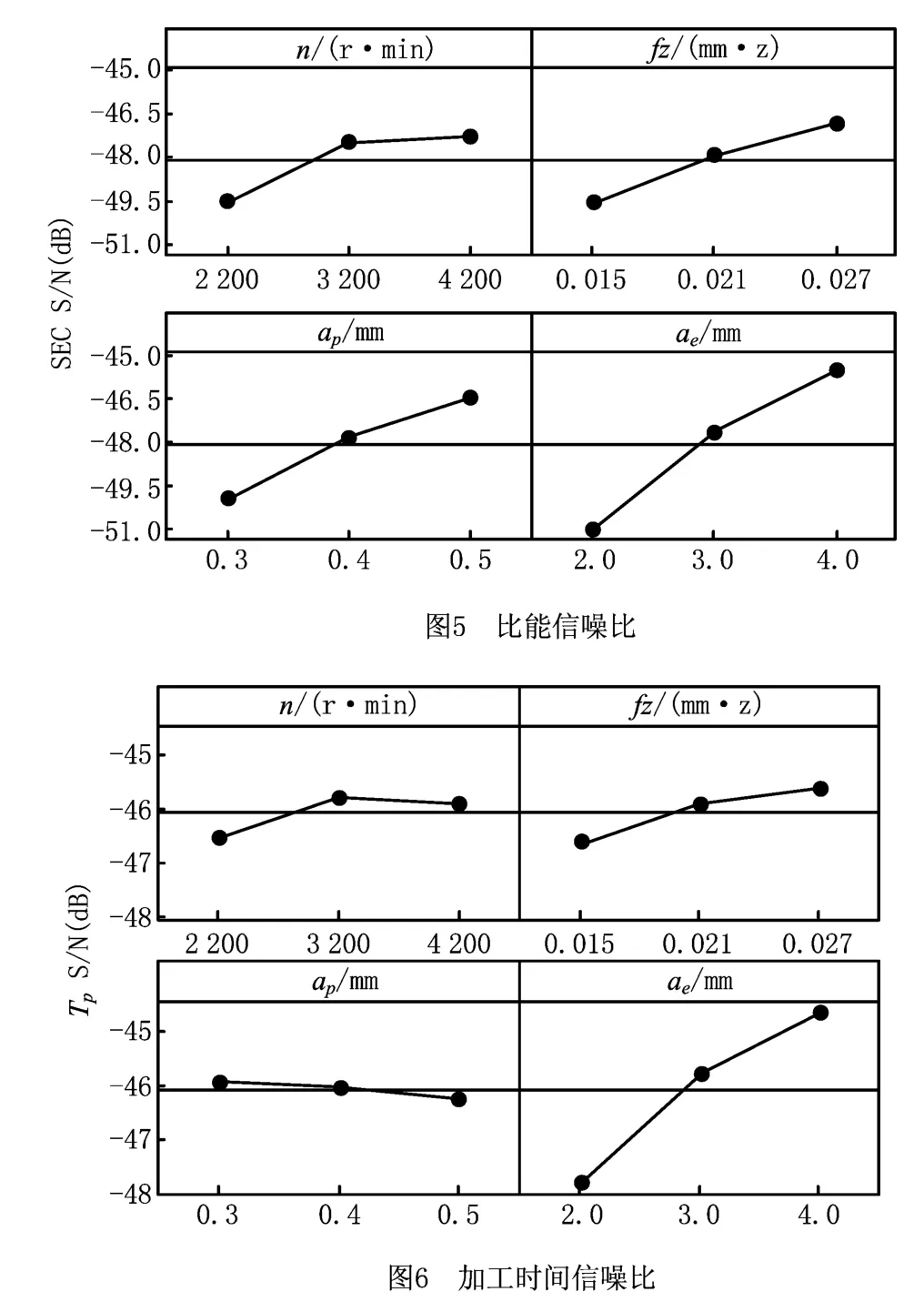
将信噪比的最大值减去最小值即可获得该工艺参数对目标值的影响,极差越大说明该工艺参数对目标值的影响越大,对比能和加工时间的S/N极差分析如表5所示。从表中可知,侧吃刀量是影响数控铣削过程中比能和时间的核心因素,若只控制主轴转速和每齿进给量则改善效果不明显。这表明在实际加工中,应在选取较高主轴转速和每齿进给量并协调控制背吃刀量的情况下,保证尽可能大的侧吃刀量,才能显著地节能和提高生产效率。
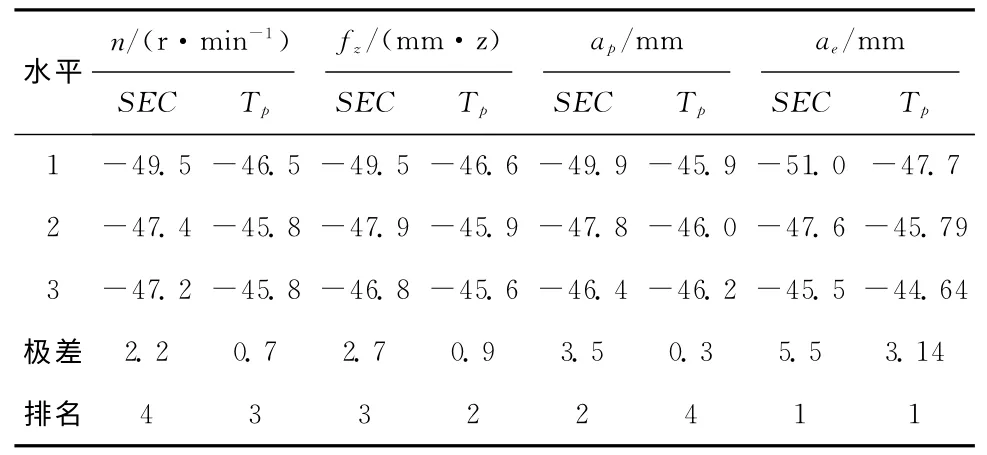
表5 极差分析
田口法能直观地分析出每个因素对各目标的影响规律及影响大小,但总体来讲,它是一种用于处理单目标优化问题的实验方法。另外,通过田口法得出的最优组合有时需要根据实际加工约束作一定的调整。因此,有必要对目标值建立数学模型,进行更加深入的多目标优化研究。
2.2 基于响应面法的能效及时间回归模型的建立
响应面法(Response Surface Methodology,RSM)多项式回归模型采用二次回归方程,通过最小二乘法求取回归方程系数进而构造自变量和响应量之间的函数。为了寻求最优工艺参数,首先需建立能量效率与工艺参数之间的回归方程。由于数控铣削加工时间及比能与工艺参数的关系不是简单的线性关系,而是复杂的非线性关系,采用如下二阶响应曲面模型[4]:

式中:y为比能和加工时间;x为指铣削工艺参数主轴转速、每齿进给量、背吃刀量和侧吃刀量;β=1,2,…,m为指回归方程的系数;ε为指回归值与实际值的误差。
采用Minitab16软件对实验得到的数据进行拟合,由于各自变量的变化范围都不相同,为解决量纲不同给设计和分析带来的麻烦,将决策变量分别作线性变换,变换后A,B,C和D的变化范围均在[-1,1]。具体计算如表6所示。
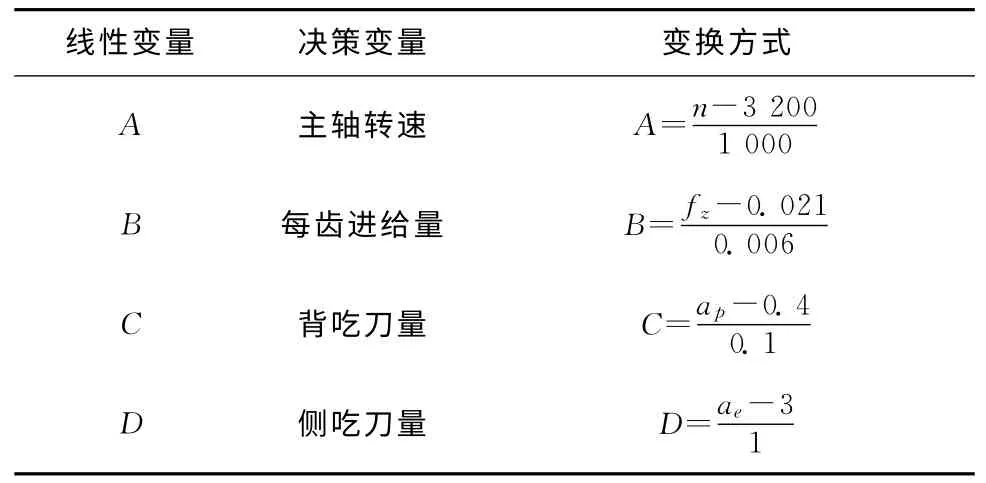
表6 决策变量的线性变换方式
比能和加工时间的RSM响应函数为:
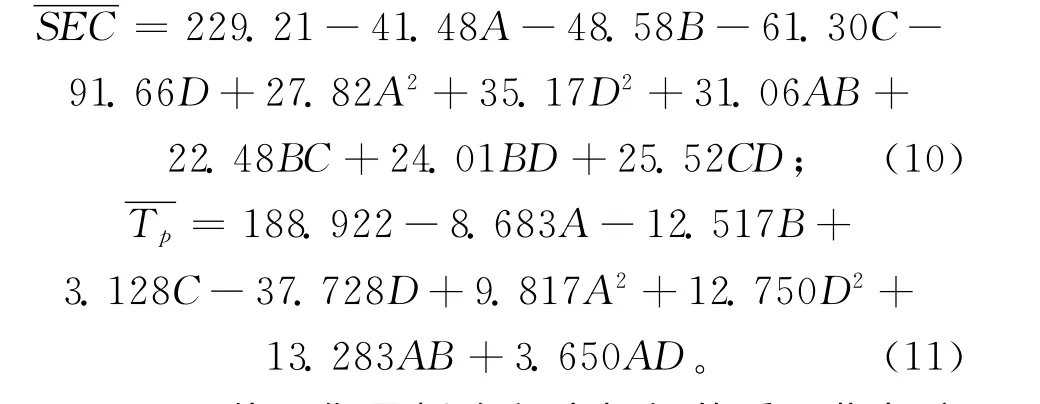
R-sq值是衡量拟合程度好坏的重要指标之一,一般超过90%即可较好地预测该范围内的目标值,对回归模型进行方差分析,其中比能模型的Rsq为95.71%,R-Sq(调整)达到了93.04%;时间模型的R-Sq为97.09%,R-Sq(调整)达到了95.80%,说明比能和时间的模型拟合程度良好,可预测该范围内的比能值和时间值。
3 数控铣削加工工艺参数多目标优化模型
3.1 优化变量及目标函数
(1)优化变量的确定 在数控铣削加工中,比能和时间目标主要受主轴转速n、每齿进给量fz、背吃刀量ap以及侧吃刀量ae的影响,因此将该铣削四要素作为优化决策变量。
(2)优化目标的确定 将比能回归模型(式(10))作为切削过程的比能目标函数,将加工时间回归模型(式(11))作为切削过程时间的目标函数。
3.2 约束条件
数控铣削过程中,决策变量应满足各种加工条件限制,根据铣削加工的实际,选取机床约束、刀具约束、加工质量约束作为约束条件:
(1)机床约束 任何切削加工都需要在机床的允许范围内进行,它是限制加工的主体约束:
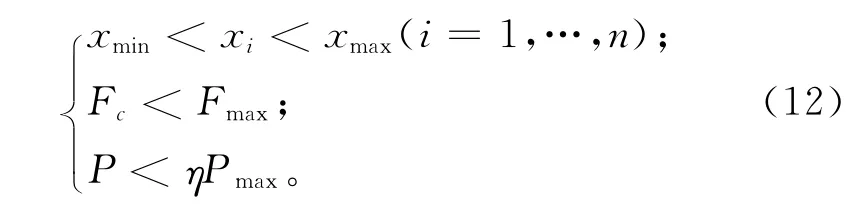
式中:xi为决策变量,Fmax为机床允许切削力,Pmax为机床额定功率,η为机床效率。
(2)刀具约束 过于频繁的换刀会影响加工的连续性和加工精度,其约束应满足

式中Tmin为刀具寿命下限。
(3)加工质量约束 虽然有时也将加工质量作为优化目标,但在以其他函数为目标的优化中,加工质量是优化的前提,立铣时:

式中:La为刀具前角;Ca为刀具后角,[Ra]为工件允许的最大表面粗糙度值。
综上分析,数控铣削加工工艺参数多目标优化模型的数学模型如下:


4 基于交叉法的粒子群算法模型求解
4.1 基于交叉法的粒子群算法描述
采用非劣解质量高、鲁棒性好的多目标粒子群优化算法,对数控铣削加工工艺参数的多目标优化模型进行求解。粒子群中每个个体代表数控铣削加工工艺参数优化问题的一个加工方案,每个粒子用位置、速度和适应度三个指标表征。本文中,适应度值为比能目标值和加工时间目标值。由于决策变量为主轴转速、每齿进给量、背吃刀量和侧吃刀量,故用四维空间存储每一个加工方案的决策变量,该四维空间中每 个粒子 的位置 为Xi=(ni,fzi,api,aei)。它所经历的最好位置为Pi,群体中最优的粒子位置为Pgb,每一代粒子进化时其速度和位置都按照以下公式更新:
式中:ω为惯性权值;r1和r2为[0,1]之间的随机数;c1和c2为学习因子。虽然粒子群算法有较强的通用性,但也存在容易早熟收敛、后期迭代效率不高的缺点。基于此,采用以下两种改进粒子学习策略:
(1)适应惯性权重
Shi[18]指出,采用自适应权重更好地平衡了算法全局搜索和局部搜索的能力,变换公式如下:

式中:ωstart为初始惯性权重,ωend为迭代至最大次数时的惯性权重,k为当前迭代次数,Tmax为最大迭代次数。
(2)交叉法
引入遗传算法中的选择交叉操作,使算法跳出局部最优并加快收敛速度。将Lovbjerg等提出的交叉机制[19]改进后用于多目标粒子群算法(Multi-ObjectiveParticle Swarm Optimization algorithm,MOPSO)模型中:将种群中所有粒子进行非支配解分级,并计算每个粒子的拥挤距离;将种群均分成两个子群,越靠近前沿、拥挤距离越大的粒子称为适应度值较好的粒子;适应度值较好的前一半粒子直接进入下一代,后一半粒子作为待交叉因子两两随机进行交叉操作,即将两个粒子代表的工艺参数方案中对应的工艺参数互换,执行交叉的粒子产生子代,比较父代和子代,适应度值较好的粒子再进入下一代。进行交叉操作的后代粒子位置和速度矢量如下:
式中:childi表示交叉子代粒子;parenti表示交叉父代粒子;i=1,2,表示两两交叉的两个粒子;r为[0,1]之间的随机数。
4.2 参数设定及算法流程
调整基本参数如下:学习因子c1和c2取1;惯性权重ωmax与ωmin取0.2和0.6;种群个数为60;迭代次数为100;速度Vmax与Vmin分别为1.5和-1.5。具体寻优过程如图7所示。

4.3 优化结果及分析
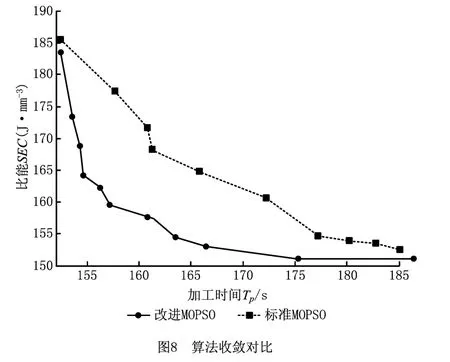
采用MATLAB 编程对模型进行求解,图8 为运行第70代时算法收敛前沿对比,实线部分为本文提出的改进算法的收敛前沿,虚线部分为标准粒子群算法的收敛前沿,从图中可以看出,采用改进策略后优化算法的收敛速度更快,收敛前沿更接近于真实的帕累托前沿。所得较优切削参数组合和优化结果如表7所示。
由表7可知,以节能为主要优化目标时,由于主要考虑机床消耗的电能,大的切削用量缩短了切削时间,使得在该时间内的辅助系统能耗、空载能耗和切削能耗都得以减小,而其他时段的能耗受工艺参数的影响较小,总能耗呈下降趋势,但由于大的切削量会使刀具磨损加剧,从而增加了加工时间;以高效为主要优化目标时,考虑到刀具磨损会增加分摊的换刀时间,选择了相对小的切削用量,缩短了换刀时间,但小的切削量较大地增加了切削能耗,进而总能耗增大。以高效节能为目标时,虽然高效节能铣削比高效铣削的时间值高出了2.2%,但比能值降低了14.1%,同样,虽然与节能铣削相比其比能值高出了0.7%,但总时间值降低了10.2%。由此可见,高效节能铣削能平衡两个目标,在保证加工时间的同时尽可能地使能效最高。

表7 工艺参数优化结果
由此可见,选择高效节能铣削比单一地追求铣削过程中的节能或效率更具有优越性。由于经验铣削对工艺参数的选取相对保守,采用小的切削用量导致了加工时间过长,从而增加了加工过程中的比能值。高效节能铣削与经验铣削相比,加工时间降低了15.2%,比能降低了19.6%。
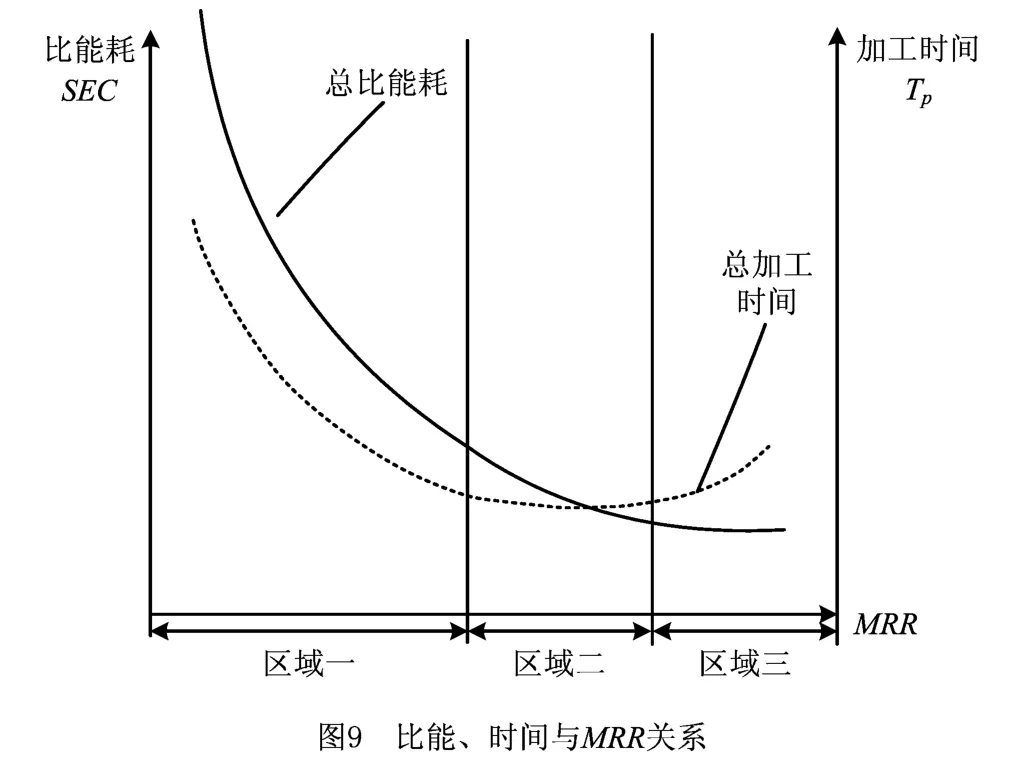
根据实验数据绘制总比能耗和加工时间随物料切除率增加的变化规律曲线,如图9 所示。从图9可见,区域一中的SEC和Tp随着MRR的增加而减小,但由于切削用量小,使得SEC和Tp总体都偏大;区域三中的SEC受换刀能耗的影响,随切削用量增大而减小的趋势已逐步减弱,Tp随换刀时间的增加有明显的增大趋势;区域二表明一定存在最优的MRR值,使得SEC和Tp都能取得较小值。
5 结束语
本文在分析数控铣削加工能耗时段特性的基础上,建立了数控铣削加工能量效率函数,并通过信噪比分析分别得到面向节能和面向高效的两组优化实验参数组合,揭示了两个目标与工艺参数间的关联关系,进而分别基于响应面法建立了回归方程。实验结果表明,要实现高效节能铣削,需要在较高主轴转速和每齿进给量的情况下协调好背吃刀量,并选择尽可能大的侧吃刀量。
本文在实验的基础上建立了以主轴转速、每齿进给量、背吃刀量和侧吃刀量为优化决策变量,以能量效率、加工时间为优化目标的一种数控铣削加工工艺参数多目标优化模型,基于多目标粒子群优化算法对上述模型进行了求解,并得到了比能、加工时间与物料切除率的关系图。优化结果表明,选择高效节能铣削比单一追求高效或节能更具优越性。
数控加工过程能量耗散机理复杂,本文主要针对平面铣削加工过程中数控机床消耗的电能进行分析研究,而实际加工过程中刀具、切削液等物料的间接损耗亦不可忽略。因此,综合考虑数控加工系统的直接能耗与间接能耗,分析其广义能耗特性,并建立数控加工系统广义能量效率模型,将是下一步研究的重点。
[1]LI Congbo,CUI Longguo,LIU Fei,et al.Carbon emissions quantitative method of machining system based on generalized boundary[J].Computer Integrated Manufacturing Systems,2013,19(9):2229-2236(in Chinese).[李聪波,崔龙国,刘飞,等.基于广义边界的机械加工系统碳排放量化方法[J].计算机集成制造系统,2013,19(9):2229-2236.]
[2]LI Li,LIU Fei,CHEN Bing,et al.Multi-objective optimization of cutting parameters in sculptured parts machining based on neural network[J].Journal of Intelligent Manufacturing,2015,26(5):891-898.
[3]YANG Y K,CHUANG M T,LIN S S.Optimization of dry machining parameters for high-purity graphite in end milling process via design of experiments methods[J].Journal of Materials Processing Technology,2009,209(9):4395-4400.
[4]THEPSONTHI T,ÖZEL T.Multi-objective process optimization for micro-end milling of Ti-6Al-4Vtitanium alloy6[J].The International Journal of Advanced Manufacturing Technology,2012,63(9):903-914.
[5]ADDONA D M,TETI R.Genetic algorithm-based optimization of cutting parameters in turning processes[J].Procedia CIRP,2013,7(2):323-328.
[6]DIAZ N,REDELSHEIMER E,DORNFELD D.Energy consumption characterization and reduction strategies for milling machine tool[C]//Proceedings of the 18th CIRP International Conference on Life Cycle Engineering.Berlin,Germany:Springer-Velage,2011:263-267.
[7]KARA S,LI W.Unit process energy consumption models for material removal processes[J].CIRP Annals -Manufacturing Technology,2011,60(1):37-40.
[8]NEWMAN S T,NASSEHI A,IMANI-ASRAI R,et al.Energy efficient process planning for CNC machining[J].CIRP Journal of Manufacturing Science and Technology,2012,5(2):127-136.
[9]MORI M,FUJISHIMA M,INAMASU Y,et al.A study on energy efficiency improvement for machine tools[J].Cirp Annals-Manufacturing Technology,2011,60(1):145-148.
[10]MATIVENGA P T,RAJEMI M F.Calculation of optimum cutting parameters based on minimum energy footprint[J].Cirp Annals-Manufacturing Technology,2011,60(1):149-152.
[11]RAJEMI M F,MATIVENGA P T,ARAMCHAROEN A.Sustainable machining:selection of optimum turning conditions based on minimum energy considerations[J].Journal of Cleaner Production,2010,18(10):1059-1065.
[12]VELCHEV S,KOLEV I,IVANOV K.Empirical models for specific energy consumption and optimization of cutting parameters for minimizing energy consumption during turning[J].Journal of Cleaner Production,2014,80(0):139-149.
[13]WANG Qiulian,LIU Fei.Research on mathematical model of multi-source energy flows for CNC machine tools[J].Journal of Mechanical Engineering,2013,49(7):66-74(in Chinese).[王秋莲,刘 飞.数控机床多源能量流的系统数学模型[J].机械工程学报,2013,49(7):66-74.]
[14]CAMPATELLI G,LORENZINI L,SCIPPA A.Optimization of process parameters using a response surface method for minimizing power consumption in the milling of carbon steel[J].Journal of Cleaner Production,2014,66(1):309-316.
[15]YAN J H,LI L.Multi-objective optimization of milling parameters e the trade-offs between energy,production rate and cutting quality[J].Journal of Cleaner Production,2013,52(4):462-471.
[16]ISSAM H,ABDELLATIF K,FRANCISCO M C.Optimization of cutting conditions for sustainable machining of PEEKCF30using TiN tools[J].Journal of Cleaner Production,2012,33(1):1-9.
[17]KANT G,SANGWAN K S.Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining[J].Journal of Cleaner Production,2014,83(15):151-164.
[18]HU S H,LIU F,HE Y,et al.An on-line approach for energy efficiency monitoring of machine tools[J].Journal of Cleaner Production,2012,27(4):133-140.
[19]SHI Y,EBERHARTR C.A modified particle swarm optimizer[C]//Proceedings of the IEEE International Conference on Evolutionary Computation.Piscataway.Washington,D.C.,USA:IEEE Press,1998:69-73.
[20]LOVBJERG M,RASMUWSEN T K.Hybrid particle swarm optimiser with breeding and subpopulations[C]//Proceedings of the 3rd Genetic and Evolution Computation Conference.San Fransisco,Cal.,USA:Morgan Kaufmann,2001:469-476.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
昆钢科技(2022年2期)2022-07-08
当代水产(2021年10期)2022-01-12
建材发展导向(2021年23期)2021-03-08
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年2期)2019-03-06
华人时刊(2018年15期)2018-11-10
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
现代工业经济和信息化(2016年12期)2016-05-17
