分段式自动滚镀流水线控制系统的研发*
2015-12-05 08:53温作锐华学兵蔡文明钱世赟钱海燕浙江工贸职业技术学院浙江温州35003瑞安市锦伦电镀有限公司浙江瑞安3599
浙江工贸职业技术学院学报 2015年4期
杨 鹏,温作锐,华学兵,蔡文明,钱世赟,钱海燕(.浙江工贸职业技术学院,浙江温州35003;.瑞安市锦伦电镀有限公司,浙江瑞安3599)
分段式自动滚镀流水线控制系统的研发*
杨 鹏1,温作锐1,华学兵1,蔡文明1,钱世赟2,钱海燕2
(1.浙江工贸职业技术学院,浙江温州325003;2.瑞安市锦伦电镀有限公司,浙江瑞安325299)
随着制造业的迅猛发展和全球经济一体化的加速,温州电镀业发展规模、技术面临着艰巨的挑战,如何在有限的空间资源环境下发展电镀业已成为目前温州电镀行业的一大发展难题。针对这一问题,运用PLC与滚镀生产线相结合,经过研发,提出分段式自动滚镀流水线生产工艺的系统组成及工作过程控制系统,这对电镀行业分段式自动滚镀流水线的设计、生产有一定的参考价值。
可编程序控制器(PLC);分段式;电镀滚镀流水线;控制系统
0 引言
目前电镀企业规模不一,微小型企业主要以手动为主,中大型企业主要使用人工操作或自动直线、环形电镀等工艺[1],根据镀件要求分为挂镀和滚镀等。现有的龙门式镀铜镍滚镀工艺存在很大的局限性:需要较长的场地来设置整个生产线,对土地成本与日俱增的温州尤为困难;电镀车间环境复杂,废水、废气呈酸性,对生产线上的设备也易造成腐蚀,生产线设备上任何一部分机构出现故障或镀液不稳定都会影响整条生产线上的工件处理,工件极易成为废品,同时浪费原材料;生产线上前一流程的镀液会带入下一流程,如铜槽的镀铜电解液带入镍槽,破坏镍槽镀液成份,不仅影响镀件质量,还给废水回收、处理带来困难。为了充分利用有限的资源来最大程度提高单位面积上滚镀流水线的工作效率,提供一个高效、环保的工作环境,我们以分段式自动滚镀流水线生产工艺的研(究)发为课题进行开发。介绍利用微机和可编程序控制器(PLC)控制的分段式自动滚镀流水线生产工艺的研究及对流水线行车的工作过程控制的方法,该工艺及自动控制系统在瑞安市锦轮电镀有限公司取得到了很好的应用。
1 工艺流程分析
现行的龙门式镀铜镍滚镀流水线工艺需要经过除油、洗水、活化、洗水、镀铜、洗水、镀镍、洗水等一系列过程,存在较多不足。为了克服龙门式镀铜镍滚镀流水线工艺的不足,经过市场调研与分析,吸收其他电镀企业的实际经验,结合项目合作企业的工艺和应用需求,设计了一种新的镀铜镍生产工艺:即分段式自动滚镀流水线生产工艺。工艺工位如图1所示。

图1 分段式工艺工位图
分段式工艺把传统的电镀铜镍滚镀工艺分成相对独立又相互关联的三段,分别为前处理(清洗除油)、镀铜及镀镍三个工作区域,三个生产相对独立的工作区域通过智能化的控制系统又相互关联起来。
第一工作区域(前处理)行车取洗水槽位11上的空滚桶放入送料小车上,镀件装入送料小车上的滚桶后被行车放入除油槽位4后开始碱性除油处理,行车取其它除油槽位的滚桶放入送料小车上,待镀件装入再次取滚桶放入相应除油槽位,反复重复上述操作,直到无滚桶可取或除油槽位放满。若除油槽位放满,行车可取滚桶放入洗水槽位11待用。待除油时间到,行车自动取相应滚桶放入洗水槽5、6洗水后进入酸性活化槽7、8活化处理,处理完后再到洗水槽9、10进行洗水处理,完成后送滚桶到最外侧的送料小车上,由送料小车送入第二工作区域(镀铜),行车取洗水槽位11的滚桶放入除油槽位,重复上述过程,直至无滚桶可取。
送料小车到达第二工作区域对应停止位停止后,送料小车上的滚桶被第二工作区域行车取下送入洗水槽10、8洗水后,再被送入镀铜槽6开始镀铜,行车返回再次取滚桶放入相应镀铜槽位,反复重复上述操作,直到无滚桶可取或镀铜槽位放满。若镀铜槽位放满,行车可取送料小车送来的滚桶放入洗水槽位11待用。待镀铜时间到,行车自动取相应滚桶放入洗水槽7、9洗水处理,完成后送滚桶到最外侧的送料小车上,由送料小车送入第三工作区域(镀镍)。行车取洗水槽位11的滚桶放入镀铜槽位,重复上述过程,直至无滚桶可取。
送料小车到达第三工作区域对应停止位停止后,送料小车上的滚桶被第三工作区域行车取下送入洗水槽10、8洗水后,再被送入镀镍槽6开始镀镍,行车返回再次取滚桶放入相应镀镍槽位,反复重复上述操作,直到无滚桶可取或镀镍槽位放满。若镀镍槽位放满,行车可取送料小车送来的滚桶放入洗水槽位11待用。待镀镍时间到,行车自动取相应滚桶放入洗水槽7、9洗水处理,完成后送滚桶到最外侧的送料小车上,由操作工人取出镀件后进行钝化处理。行车取洗水槽位11的滚桶放入镀镍槽位,重复上述过程,直至无滚桶可取。
2 系统组成
整个系统在控制系统控制下可分为第一工作区域、第二工作区域、第三工作区域,各工作区相对独立工作,由送料小车将三个工作区串起来,控制系统整体协调完成分段滚镀铜镍工艺流程。如图2所示:

图2 系统组成
每个工作区域系统的组成,主要由行车控制系统、电镀电源系统、抽风系统、过滤系统、废液回收处理系统、加热等其它辅助系统组成,如图3所示。

图3 工作区系统组成
三个工作区域除行车控制系统外,其它系统均采用传统模式,但由控制系统控制。整个系统的核心是控制系统如何控制行车、送料小车取滚桶到预定位置,分别进行前处理、镀铜、镀镍处理,从而完成整个工艺流程。
2.1控制系统
控制系统是整个系统的最重要组成部分,它控制工作区系统所有子系统的运行,控制系统的控制原理图,如图4所示。
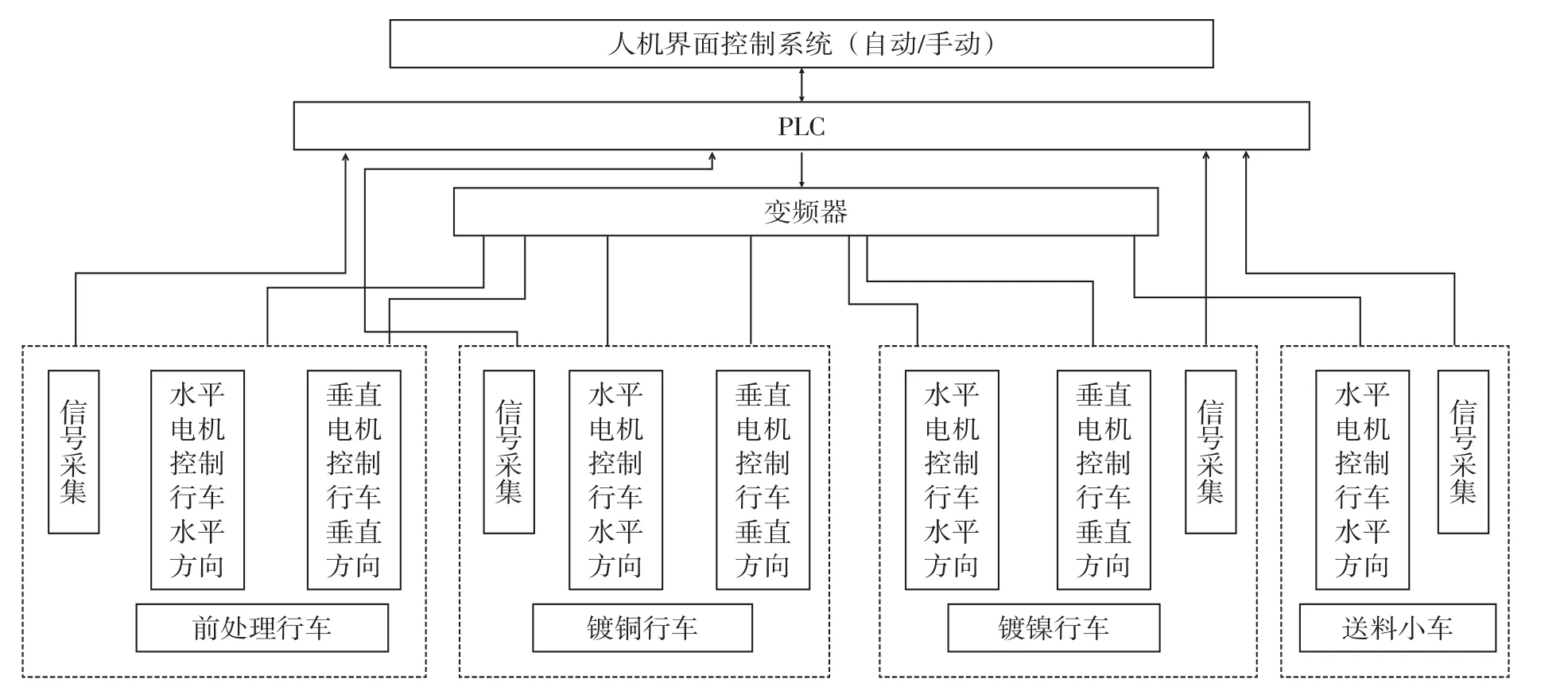
图4 控制系统原理图
前处理、镀铜、镀镍工作区各有一台行车,连同送料小车通过信号采集把信号反馈到PLC[2],再由PLC根据生产工艺编制的程序下达控制指令,控制各工作区行车的前进、后退、上升、下降以及送料小车的前进、后退。
2.2行车控制系统
控制系统的核心是行车的控制[3],分为自动控制和手动控制。手动控制由前进、后退、上升、下降、急停功能组成。自动控制是在手动控制的基础上由控制系统按设定的程序步骤自动运行,从而实现分段式自动滚镀流水线生产工艺的生产控制。
行车上部水平方向拟装二个光电感应器,经水平信号轨道上的多个挡铁进行信号采集,产生输入信号,传送到PLC,PLC根据输入信号和生产工艺编制的程序下达控制指令,控制行车前进、后退、减速、定位、停止。水平信号轨道上部的两端装有用于紧急刹车信号的挡铁,防止行车水平方向越位,一旦行车不受程序控制越位后马上停机,起到水平方向安全保护作用。
行车内垂直轨道上拟装置二个光电感应器,当行车挂钩经过两个二个光电感应器时产生输入信号,传送到PLC,PLC控制行车挂钩上升、下降、减速、定位停止。光电感应器外端的上、下部再各安装一只行程开关,分别控制挂钩上、下移动的最大位置,防止挂钩垂直方向越位,一旦挂钩不受程序控制越位后马上停机,起到垂直方向安全保护作用。
系统在运行过程中如果不能控制行车水平方向越位或挂钩垂直方向越位,可通过行车上的急停按钮强制停止行车的运行,还可以通过转运控制柜的手动、自动、停止开关强制停止行车的运行,起到安全保护作用。
行车前进手动控制程序[4]如图5所示,按下前进按钮,产生输入信号,M11得电,触头闭合,Y12输出点得电,产生输出信号,接通变频器正转信号,驱动电动机正转,驱动行车前进;按下后退按钮,产生输入信号,M16得电,触头闭合,Y13输出点得电,产生输出信号,接通变频器反转信号,驱动电动机反转,驱动行车后退。

图5 行车前进手动控制程序图
行车前进自动控制程序如图6所示,进入前进步,激活S1,手动前进驱动信号M11得电,调用手动控制程序,驱动行车前进。前进到下一站点时返回一结束信号X21,经过延时0.5秒后(微调),RST S1将本步复位,如此反复调用,从而实现自动控制行车前进。

图6 行车前进自动控制程序图
行车的后退、上升、下降手动、自动控制部分不在一一描述。送料小车的运行只有前进、后退功能,相对较简单,不在细述。
3 技术支持与培训
通过一段时间的调试运行,分段式自动滚镀流水线生产工艺系统运行稳定。在网络环境支持下,还可在线监视运行状态,调整工序时间或出现非机械故障时可在线调整程序[5],提高运行、维护效率。对企业现场的技术人员、操作人员进行操作培训,定期检查、保养本系统,减少故障,降低维护成本,保障生产。
4 结束语
经改进和完善,分段式自动滚镀流水线系统在企业运行已有几个月。目前系统运行稳定,镀件镀层均匀,性能稳定,产品质量控制较好。采用创新的分段式自动滚镀流水线生产工艺,整个工序减少了3名劳动力;每一工序段单位时间同比节约生产周期40分钟;生产成本同比降低20%,生产业绩同比提高30%;有效减少了车间占地面积,提高了单位面积的经济效益;废水分流处理,减少了废水排放、污水处理负担,更加环保;为企业和员工提供了一个高效、环保、友好的工作环境。
分段式自动滚镀流水线工艺系统的设计思想和控制过程可以在电镀行业得到充分的扩展和应用,本系统是电镀生产实现高效、低成本、高质量自动化生产的一个重要发展方向。
[1]张允城,胡如南,向荣,等.电镀手册(第4版)[M].北京:国防工业出版社,2011.
[2]杨后川.三菱PLC应用100例(第2版)[M].北京:电子工业出版社,2013.
[3]杨鹏.微机控制的单臂电镀流水线系统[J].浙江工贸职业技术学院学报,2007(6):58-62.
[4]李响初.图解三菱PLC、变频器与触摸屏综合应用[M].北京:机械工业出版社,2013.
[5]段然.可编程控制器PC设计与工业自动化系统开发[J].民营科技,2011(9):34-202.
(责任编辑:王本轶)
The Research and Development of the Control System of Sectional Type Automatic Rolling-platingAssembly Line
YANG Peng1,WEN Zuorui1,HUAXuebing1,CAI Wenming1,QIAN Shiyun2,QIAN Haiyan2
(1.Zhejiang Industry&Trade Vocational&Technical College,Wenzhou,325003,China; 2.Rui'an Jinlun Electroplating Limited Company,Rui'an,325299,China)
With the rapid development of manufacturing industry and the acceleration of global economic integration,both of the scale and the technology of Wenzhou electroplating industry face arduous challenges.How to develop the electroplating industry under the limited space resources environment has become a major development problem in Wenzhou electroplating industry.In connection with this problem,it brings forth the system composition of production technology of sectional type automatic rolling-plating assembly line,and the research and development of the control system of working process,by applying the combination of PLC and rolling production line,which has some reference value for the design and production of sectional type automatic rolling line in the electroplating industry.
PLC;sectional type;electroplating and rolling-plating assembly line;control system
TP273
A
1672-0105(2015)04-0049-04
10.3969/j.issn.1672-0105.2015.04.013
2015-10-10
温州市科学技术局2014年公益性科技计划项目(G20140059)
杨 鹏,硕士,讲师,主要研究方向:计算机应用,教学管理;温作锐,讲师,主要研究方向:工业自动化控制,微电子应用技术;华学兵,讲师,主要研究方向:光机电;蔡文明,讲师,主要研究方向:工业自动化控制,微电子应用技术;钱世赟,工程师,主要研究方向:电镀表面技术;钱海燕,主要研究方向:电镀表面技术。
猜你喜欢
节能与环保(2022年3期)2022-04-26
电镀与精饰(2022年3期)2022-03-14
小学科学(学生版)(2020年2期)2020-03-03
电子制作(2019年19期)2019-11-23
表面工程与再制造(2019年1期)2019-05-11
电子制作(2018年14期)2018-08-21
永善文学(2017年1期)2017-07-18
中国塑料(2015年2期)2015-10-14
表面工程与再制造(2014年5期)2014-12-04
自动化博览(2014年6期)2014-02-28