
前摆式螺旋焊管机组递送机递送速度稳定性提升
2015-12-18 08:31王晓东
焊管 2015年6期
谭 赟,王晓东
(宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
前摆式螺旋焊管机组递送机递送速度稳定性提升
谭 赟,王晓东
(宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
针对前摆式螺旋焊管机组递送机递送速度不稳定现象,提出了力矩平衡控制系统,采用PLC、欧陆可逆直流调速装置590P 4Q和编码器对前摆式机组递送机直流传动系统进行了改进设计。改进后的系统可对工作中产生的过大不平衡电流很快做出相应调节,保证加减速度过程当中电流平衡。采用小比例大积分环节,保证系统在机组电流差异不大时进行缓慢调节。通过实际应用,该系统稳定可靠。
螺旋焊管;递送机;递送速度;力矩平衡
前摆式螺旋焊管机组也称短机组,具有占地少、节省空间等优点,但也因其自身设备布置过于紧密、前桥有移动要求等因素,致使前摆式螺旋焊管机组有其自身无法避免的缺点,其中之一就是递送机在前桥上采用悬挂式安装,上、下辊两辊单独传动,由两台直流电机拖动。在早期的递送机电控设计上由于受当时调速器技术发展的限制和制约,不能很好的做到上、下辊的力矩平衡和速度稳定,采用递送速度整体给定后,再对上、下辊的速度进行各自的微小调节,虽然在生产规格和工况不发生大的变化时在一定时间内能做到递送速度的稳定,但当生产规格发生变化或原料处在料尾时递送速度会出现较大的波动,最大可达0.40 m/min。由于上、下两辊的电机电枢电流会出现高达40 A的差异,因此递送机会出现打滑故障,由此导致递送机上、下辊的力矩不平衡,从而引发递送速度的不稳定。为保证每次变更生产规格后机组能够正常运行,均需要人为的对调速器进行相关部分参数的再次调整以满足生产,致使设备的运行可靠性较低,焊接作业需要稳定的递送速度也不能有效保证。本研究针对上述问题,提出了解决上、下辊力矩不平衡的方案,使递送机上、下辊在任意生产速度下都能实现电枢电流平衡。
1 前摆式螺旋焊管机组的组成
前摆式螺旋焊管机组是由前桥、成型机和后桥组成,其主要设备布置如图1所示。前桥上主要设备有拆卷机、轿直机、剪切对焊机、递送机、粗铣边机、精铣边机以及成型机。后桥上主要设备有飞剪机、钢管输出辊道记忆落管机构。前桥上的设备是将钢带连续送入成型机,在成型机处将钢带卷曲成钢管后焊接;后桥上的设备将钢管定尺切断,钢管从焊管机组下线后进行后续工序的处理。递送机是螺旋焊管机组钢带成型的动力设备,其递送速度控制的稳定性直接影响钢管的焊接质量。

图1 前摆式螺旋焊管机组主要设备布置图
2 递送机上、下辊力矩平衡问题设计方案
针对原有机组上存在的问题,采用PLC、欧陆可逆直流调速装置590P 4Q和编码器,对前摆式机组递送机直流传动系统进行改进设计,力矩平衡控制系统示意如图2所示。
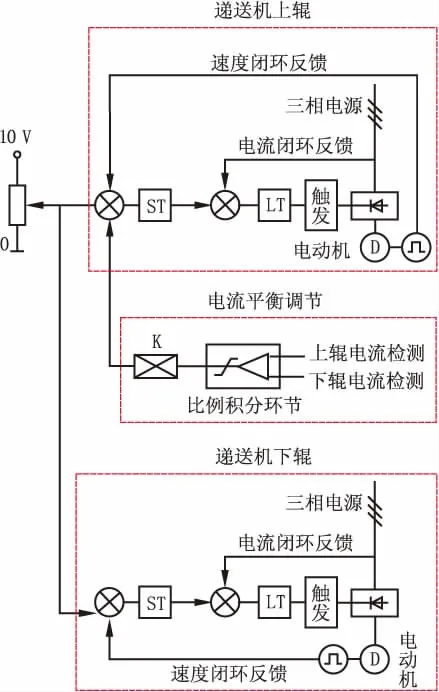
图2 力矩平衡控制系统示意图
递送机上、下两个递送辊是由两台同型号直流电机经过减速机分别驱动,机械参数见表1。理论上采用编码器反馈能保证上、下驱动辊的线速度是一致的,但由于制造差异和机械磨损以及递送机液压缸压下力差异、递送辊打滑等原因,会引发上、下辊的电机电枢电流不平衡。生产线焊接时需要保证钢带递送线速度稳定,因此要求在上、下辊电枢电流平衡进行调整时不能对线速度造成波动。此系统以下辊作为调整的基准,也就是下辊的工作是独立的,只调节上辊,使上、下辊电枢电流保持相等,以保证递送速度稳定。

表1 递送机机械参数表
在设计中可以采用两种方案完成电流平衡的调节:①利用PLC的模拟量AI口分别采集上、下辊的实际电流,在PLC内经过比较运算,采用一个小比例大积分PI环节,将运算的调节量叠加到下辊调速器速度附加给定上辊。由于采用编码器反馈,线速度是比较一致的,因此对上辊的调节量也是很小的,并且调节平缓稳定,下辊是独立工作不参与调节,保证递送速度稳定。②采用欧陆590调速器内部功能进行上、下辊电流采集和比较运算,采用一个小比例大积分的PI调节器,其输出值微量调节上辊速度,调整PI调节器的参数保证调节平缓稳定。
由于采用PI调节器,在加减速的过程中,过大的不平衡电流,PI调节器很快做出调节,保证加减速度过程当中电流平衡,在稳定运行时,由于是小比例大积分环节,对电流差异不大时进行的是缓慢调节,系统稳定可靠。
经过分析,笔者认为采用第二个方案比较好,既没有干扰每个调速器独立工作时具有的加速、减速、调节性能,又很好的实现了力矩平衡、速度稳定,即节约投入资金,又便于系统整体调试方便。
3 方案实施后效果
采用力矩平衡控制方案后,递送机递送速度的稳定性得到了明显的提升,整个生产过程中速度波动很小,在更换生产规格时也无需人为调整,系统自动将上、下辊的力矩进行平衡调节,达到递送速度稳定、可靠。将该方案应用于实际生产中,以生产L450 φ711 mm×10.31 mm钢管为例,设定带钢递送速度为1.97 m/min,机组上、下辊电机电枢电流及钢带实际递送速度见表2,图3为调速器运行时照片。

表2 控制方案改进后机组上、下辊电枢电流及钢带实际递送速度

图3 调速器运行时效果照片
4 结 语
此控制系统在后续近一年多的生产运行中得到了很好的验证,效果良好,任意调节速度都能很好的实现递送机上、下辊电枢电流平衡,而且带钢递送速度稳定、可靠,也从未发生过因递送速度出现大的波动而造成的烧穿钢管等焊接质量问题,提高了焊缝的一次通过率和钢管成材率,经济效益明显。
此类问题在前摆式螺旋焊管机组中普遍存在,该控制系统的成功应用对前摆式螺旋焊管机组的递送机控制有很好的借鉴意义。
[1]SN/T 3355—2012,进出口螺旋焊管检验规程[S].
[2]刘邯涛,朱纪刚,孙丽丽.一种新型钢卷送进装置[J].工程建设与设计, 2009(12): 59-60.
[3]阴敬盛.对螺旋缝高频焊钢管机组技术改造的实践[J].山西冶金, 2002, 86(02): 71-73, 79.
[4]李鹤林.中国焊管50年[M].西安:陕西科学技术出版社,2008.
[5]成大先.机械设计手册(第五版)[M].北京:机械工业出版社,2008.
[6]查丽斌.电路与模拟电子技术基础[M].北京:电子工业出版社,2014.
[7]孙肖子.模拟电子电路与技术基础[M].西安:西安电子科技大学出版社,2010.
[8]李永海.机电一体化系统设计[M].北京:中国电力出版社,2012.
[9]向中凡,肖继学.机电一体化基础[M].重庆:重庆大学出版社,2013.
[10]杨少光.机电一体化设备的组装与调试[M].南宁:广西教育出版社,2012.
Delivery Speed Stability Improvement of Front-swing Type Spiral Welded Pipe Delivery Machine
TAN Yun,WANG Xiaodong
(Baoji Petrolem Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
Aimed at delivery speed instability phenomenon of front-swing type spiral welded pipe unit delivery machine,it put forward torque balance control system in this article,adopting PLC,Eurotherm reversible DC adjustable-speed device 590P 4Q and encoder to improve DC driving system of front-swing type delivery machine.This system can quickly adjust excessive unbalance current to ensure current balance during add and subtract speed process.Adopting small percentage big integral element to ensure that the system can be adjusted slowly when the current difference is small.Through practical application,the system is stable and reliable.
spiral welded pipe;delivery machine;delivery speed;torque balance
TG333.93
B
1001-3938(2015)06-0047-03
谭 赟,男,高级工程师,现主要从事螺旋制管电气设备管理、维护工作。
2015-01-20
张 歌
猜你喜欢
弹道学报(2022年3期)2022-10-08
火力与指挥控制(2022年5期)2022-07-25
弹箭与制导学报(2020年1期)2020-07-09
弹箭与制导学报(2019年6期)2019-06-24
机电工程技术(2018年6期)2018-08-03
电子技术与软件工程(2018年20期)2018-02-28
山东青年(2016年12期)2017-03-02
光学精密工程(2016年6期)2016-11-07
航天制造技术(2016年6期)2016-05-09
中国惯性技术学报(2015年1期)2015-12-19
