
螺旋埋弧焊管剩磁机理及剩磁综合控制措施
2015-12-18 08:40杨向东
焊管 2015年3期
杨向东,刘 炜
(山西国联管业集团有限公司,山西 晋中 030600)
螺旋埋弧焊管剩磁机理及剩磁综合控制措施
杨向东1,刘 炜2
(山西国联管业集团有限公司,山西 晋中 030600)
针对螺旋埋弧焊管制管后存在剩磁的现象,分析了剩磁产生的原因及其对焊管在线X射线工业电视检测和现场对接焊施工的影响。分别从焊管生产过程及焊接施工现场两方面提出了减小、消除焊管剩磁的措施,如管端缠绕焊接电缆线法、管端放置磁铁抵消法、焊管剩磁反向布置法(同极法)等。分析对比了螺旋埋弧焊管现场对接时几种消磁作业方法的优缺点,最后给出了剩磁综合控制及消磁的优化方案。
焊管;螺旋埋弧焊管;剩磁;控制措施
0 前 言
在螺旋埋弧焊管生产过程中,由于母材为铁磁性材料、焊接过程会产生磁场等原因,容易在钢管上产生强度较高的剩磁(可高达10 mT(100 Gs)以上)。实际生产中,如果消磁效果不理想,易造成产品剩磁缺陷,不仅会影响X射线检测(磁干扰导致图像扭曲),而且由于剩磁主要集中于管端,导致在钢管对接施工环形焊接作业中,容易产生“磁偏吹”现象,造成电弧相对焊缝发生偏移,影响整个管线安装焊接质量。
本研究着重探讨螺旋埋弧焊管生产过程中剩磁产生原因,减小甚至消除螺旋埋弧焊管剩磁的主要措施,分析、比较、总结焊管现场施工中减小剩磁影响的各种焊接作业方法。
1 剩磁及磁化现象的产生
1.1 剩磁的产生
从磁性角度出发,材料可分为铁磁物质和非铁磁物质。铁磁物质在外磁场作用下,其磁畴、磁矩会从各个不同方向转到磁场方向或接近磁场方向,从而在磁场方向形成合量,对外显示出磁性;铁磁物质的另一特征是磁滞,即磁化场作用停止后,铁磁物质仍保留磁化状态。
铁磁物质的磁感应强度B与磁场强度H之间的关系曲线如图1所示。图中坐标原点o表示磁化之前物质处于磁中性状态,即B=H=0,当磁场H从零开始增加时,磁感应强度B随之缓慢上升,见图中oa段曲线;继之B随H迅速增长,见图中ab段曲线;其后B的增长又趋缓慢,并当H增至Hs时B达到饱和值Bs,曲线oabS称为起始磁化曲线。从图1还可看出,当磁场从Hs逐渐减小到零,磁感应强度B并不延起始磁化曲线恢复到“0”点,而是沿另一条新的曲线SR下降,这种现象称为磁滞,磁滞的显著特征是当H=0时B不为零,而保留剩磁Br。当磁场反向从0逐渐变至-Hc时,磁感应强度B消失,说明要消除剩磁必须施加反向磁场,Hc称为矫顽力,它的大小反映铁磁材料保持剩磁状态的能力,曲线RC称为退磁曲线。
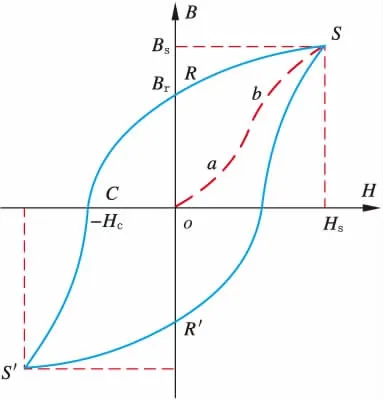
图1 磁感应强度B与磁化场强度H关系曲线
当初始状态为H=B=0的铁磁材料在交变磁场由弱到强依次进行磁化,可以得到面积由小到大向外扩张的一族磁滞回线,如图2所示,这些磁滞回线顶点的连线称为材料的基本磁化曲线。相反,H和B由某一数值逐渐减弱到零的过程称为消磁曲线,如图3所示。
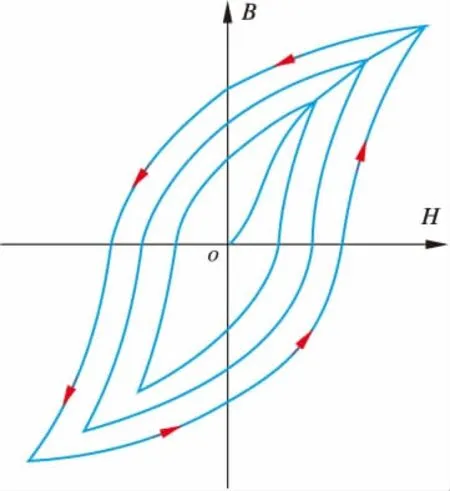
图2 磁滞回线

图3 消磁曲线
1.2 螺旋埋弧焊管的磁化
工程材料按磁性材料分类,可分为顺磁材料、抗磁材料和铁磁材料等。铁磁材料内部每个分子因分子电流运动形成一个分子磁矩,由于其内部分子均匀地不规则分布对外宏观不显示出磁性特性,但在外界因素(磁场或外力)作用下内部分子呈规律排列,对外宏观呈现出磁性,这种现象称为磁化。
螺旋埋弧焊管生产过程中,焊接时由于采用较大的直流电流(使用DC1500型焊机时,可高达1 350 A),有条件形成强磁场。生产螺旋埋弧焊管所用的管线钢添加了Ni等合金元素,而Ni是一种典型的铁磁物质,因此,螺旋埋弧焊管将不同程度的被磁化。剩磁强度可以用霍尔效应高斯计来测量。
螺旋埋弧焊管生产过程控制不当或运输存放过程中都可能产生剩磁,有时剩磁可能会达到10 mT(100 Gs)以上,而4.0 mT(40 Gs)的剩磁就对焊接产生不良影响。GB 9711—2011《石油天然气工业管线输送用钢管》标准规定:“钢管每一端沿周向大约相距90°测量4个读数。当用霍尔效应高斯计测量时,4个读数的平均值应当≤3.0 mT(30 Gs),且任一读数不应超过 3.5 mT(35 Gs),或者当采用其他类型仪器测量时,测量值应不超过上述值的等效值。”
1.2.1 直通电电缆形成的磁场
螺旋埋弧焊管成型焊接过程中,焊机输出接地线、焊机输出接工件线可分别看成一根直通电电缆。根据电磁学原理,在其周围P点产生磁感应强度可以通过公式计算得出,P点位置如图4所示。
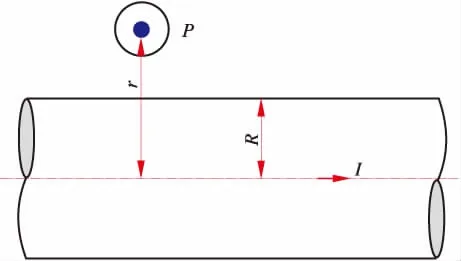
图4 焊接过程中直通电导线产生的磁感应强度

式中:Bp—P点的磁感应强度;
μ0—真空磁导率;
I—通电电流;
r—P点到通电导线中心的距离。
从式(1)可以得出一根通电导线周围P点产生的环形磁感应强度Bp与电流I成正比,与导线中心距离r成反比。可见焊接电流越大,离焊机输出线越近,产生的磁感应强度B越大,磁场强度H就越大,铁磁性钢管就越容易被磁化。
1.2.2 环形线圈形成的磁场
螺旋埋弧焊管成型焊接过程中,焊机、焊机输出接地线、焊机输出接工件线、钢管几者形成一个通电闭合线路。焊接时,它可以看做一根环形通电线圈,这个通电闭合线路会产生一个磁场,根据电磁学原理它在P点产生的磁感应强度可通过式 (2)计算,其位置关系如图5所示。
Bp= μ0R2I/2(R2+x2)3/2。 (2)
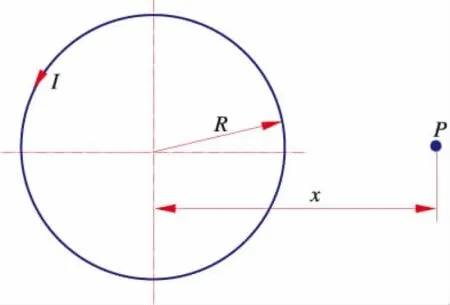
图5 焊接过程中环形线圈产生的磁感应强度
可见焊机、焊机输出接地线、焊机输出接工件线、钢管几者形成闭合通电线圈半径R越小,离线圈中心距离x越小,磁感应强度B越大,从而磁场强度H越大,剩磁产生就越高。
1.3 剩磁的分布状态及强度
磁力线是闭合曲线在磁体外部由N极到S极,在磁体内部由S极到N极;磁力线上任意一点切线的方向就是磁场的方向;磁力线越密,磁场强度越大。
钢管两端分别为N极与S极,两端特别是坡口钝边处的磁场最强。
2 剩磁的影响
2.1 对X射线工业电视成像的影响
X射线不带电,所以剩磁对X射线检测是没有影响的。但是,螺旋埋弧焊管生产中均采用X射线在线检测,而剩磁对其图像增强器内电子运动轨迹必然产生影响,会使其发生偏移导致钢管两端出现图像扭曲现象,形成管端检测盲区,如图6所示。特别是在生产大壁厚钢管采用较大焊接电流时剩磁干扰尤其严重,从而影响检测质量。

图6 剩磁影响钢管端部X射线检测电视图像及磁校正效果
2.2 对焊接施工的影响
2.2.1 对电弧和熔池的影响
焊接电弧是一种持续的电弧放电现象,是等离子体。一般情况下,在各种电弧力的作用下,由焊枪到母材焊接电弧呈圆锥状。但在外加磁场作用下,电弧形态发生明显偏离,即会产生磁偏吹现象。由于电弧形态和金属运动状态的变化使焊接熔池形状也随之改变。熔池中的液态金属在磁偏吹的作用下,前端沿一侧向后端移动,而后端沿另一侧向前端移动,即产生熔池旋转。由于熔池前后的温度不同,使得焊缝两侧的受热不同,从而导致成形焊缝两侧的形状不对称。
2.2.2 对焊缝组织和性能的影响
根据凝固理论,晶粒组织和尺寸受形核率和过冷度的影响。对于一定成分的合金,其固有的造成成分过冷的溶质富集层宽度由液相温度梯度和冷却速度两个因素决定,而磁场产生的偏吹及熔池旋转,使得焊道两侧的液相温度梯度和冷却速度不同,溶质分布、即异质形核粒子浓度不同,从而导致形核率不同、成分过冷度不同。
以上因素都会使得焊缝两侧组织的大小形态不同,力学性能下降。
2.2.3 对焊接缺陷的影响
磁偏吹使电弧燃烧不稳定,因而加在电弧上的作用力也不稳定。从而会造成咬边、未焊透、未熔合。磁偏吹也能破坏电弧周围的保护气氛,造成气孔。
3 螺旋埋弧焊管生产过程剩磁控制措施
3.1 剩磁减弱措施
螺旋埋弧焊管生产过程中,焊机、焊机输出接线、钢管几者会组成闭合通电线圈,其形成的磁场和焊机输出通电线形成环形的磁场是焊管被磁化,进而产生剩磁的主要原因。可见焊机输出接地线和输出焊接线布线形式对焊管是否产生剩磁及剩磁大小有较大影响。
为了解决螺旋埋弧焊管产生剩磁这一现象,在焊机输出接地线和焊机输出焊接线布线时应采取以下措施:①尽量避免形成环形通电线圈;②尽可能远离钢板、钢带卷、成型器及焊管;③尽可能两者一起布线,由于焊机输出接地线和焊机输出焊接线的电流相反,它们产生环形磁场可以相互抵消一部分,进一步减小焊管剩磁。
3.2 剩磁消除措施
3.2.1 消磁原理
根据剩磁产生的机理,采用高温或震动的方法破坏铁磁体的中磁畴有序排列即可对焊管进行消磁,但这两种方法都不便在焊管生产线上实施。
另可根据图3的原理将铁磁体置于幅值大于矫顽力Hc的交变衰减的磁场中,即可对焊管有效地消磁。实际生产过程中,通常在传输辊道上安装一消磁线圈,利用消磁线圈消除焊管上的剩磁。
3.2.2 消磁装置
消磁装置主要由交流弧焊电源(一般用交流焊机)、消磁线圈和控制柜组成。
消磁装置实物照片如图7所示。线圈以木制龙骨上缠绕25mm2的焊接电源线组成,线圈缠绕匝数为20~30匝。交流弧焊电源的额定电流为630 A,实际使用时将电流调节到450 A左右。

图7 消磁装置
3.2.3 消磁装置的安装位置
剩磁影响管端加工、磁粉检测及X射线电视检测,故消磁装置一般安装在螺旋埋弧焊管生产线上管端加工(平头倒棱)前的位置。
3.3 X射线工业电视检测的磁校正
剩磁对X射线工业电视检测的影响可以采取磁校正的方法来改善。该装置有磁校正线圈、交流调压器、转换开关和整流桥等组成。磁校正线圈置于图像增强器下端。此线圈产生一个与焊管剩磁相对立的磁场,从而实现校正的目的。
当焊管到检测位置时,接通线圈,此时才产生校正磁场,根据实际情况,可通过微调交流调压器使图像达到最佳效果。当检测到焊管另一端时,通过转换开关换向,检测结束后再将转换开关回零,避免图像增强器长期处于校正磁场中。
4 焊接施工现场减小剩磁影响的措施
4.1 焊接施工现场减小剩磁影响的原理
根据磁场理论,方向相反的磁场将互相抵消,且磁力线总是沿着磁阻最小的路径通过。因此,两根焊管焊接施工时采取施加方向相反的外加磁场、对口间隙分段插入金属楔块、最好为高导磁材料如矽钢片等,将对口磁场强度降到3.5 mT(35 Gs)以下,再采取分段短弧退焊的方法,就能有效减小剩磁对焊接质量的影响。
4.2 焊接施工现场减小剩磁影响的施工方法
4.2.1 管端缠绕焊接电缆线法
管线钢管安装焊接施工多使用直流焊接,可将焊接电缆绕在钢管上,在焊接时形成一通电线圈,即会有磁场产生,只要根据磁场法则,使得线圈的磁场方向与钢管剩磁的方向相反即可。
主机技术要求:①电弧偏移的方向和焊把线螺旋缠绕的方向适用右手螺旋法则,即用右手握住螺旋导线,四指所指为电流方向,大拇指所指为磁场的方向。必须按此法则缠绕,否则会适得其反。②焊把线的缠绕匝数要合适,以确保退磁效果。③焊把线缠绕的位置距离坡口边缘不能太远,否则会影响退磁效果。④当环形焊缝焊接一定长度后,两根钢管内磁路已经接通,应适时退出线圈,否则会适得其反。
4.2.2 管端放置磁铁抵消法
根据管端剩磁的磁场方向,反向放置2~4块永磁铁(100 mT(1 000 Gs)左右的强磁铁),调整其距管端的距离(5~10mm处效果最佳),永磁铁的高磁场可以改变一个管端的磁极,从而使两个异极管端变成同极。用高斯计测量管端的磁场强度,当施焊段的磁场强度均在3.0 mT(30 Gs)以下时即可进行焊接。
4.2.3 焊管剩磁反向布置法(同极法)
根据磁场反向抵消原理,管线施工前,逐根测量焊管剩磁磁场的大小和方向。布管时按照管端剩磁磁场由小到大,且每一对管口磁场方向相反的原则布置。具体做法为:在布管前,用高斯计测出每根焊管两端的磁极和强度,并用记号笔在焊管管端做出标记(例S-50或N-40),如果第一根焊管与第二根焊管相邻的管端为N极,则以第二根焊管N极与之对接,第二根焊管S极对接第三根焊管的S极,以此类推。如果所测得的整批焊管的剩磁强度比较集中,则不需考虑强度对应,如比较离散,则可采用“高N对高N,高S对高S,低 N对低 N,低S对低 S”的排列法来布管。
4.3 几种现场消磁方法的对比
缠线圈法的缺点是作业效率太低,往往焊接一个焊口需要十几分钟,而且如果缠绕方向出错还会加重磁偏吹情况。但这种方法对厚壁焊管的消磁较为有效。
磁铁抵消法方便,且较为经济,如果操作熟练,只需十几秒就能将管口剩磁消除。但磁铁消磁法的消磁范围较小,且深度也有限。故对厚壁焊管的消磁效果并不理想。
同极消磁法比其他消磁方法更为安全直接,但这种消磁方法需要批量较大的焊管,提前测量磁场强度与方向并据此布管。
三种消磁方法消磁效果对比见表1。
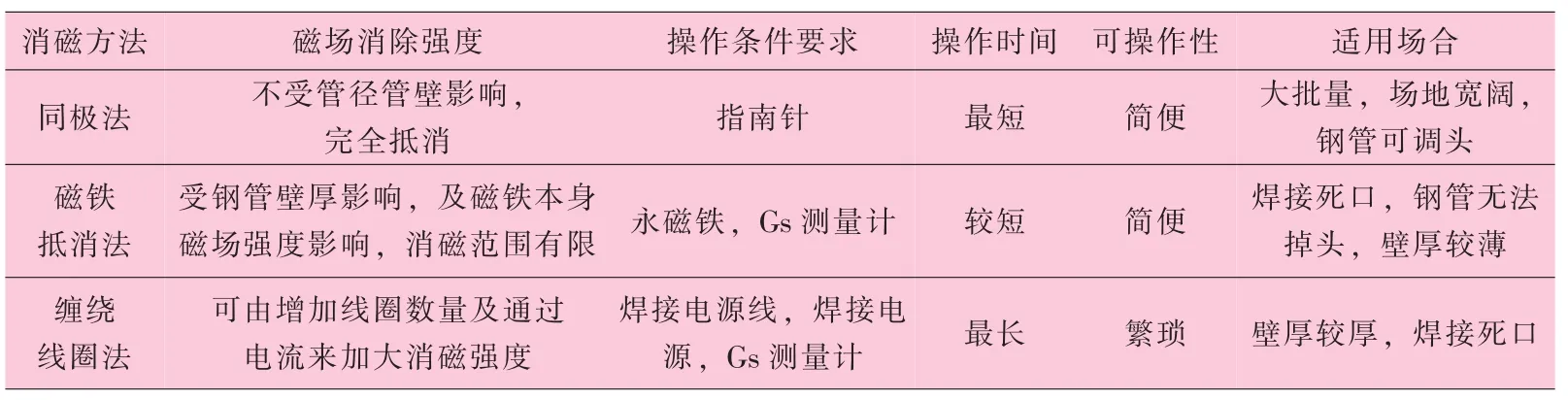
表1 三种现场消磁方法的对比
4.4 优化的综合控制消磁方案
综合几种消磁方法的优点,对剩磁钢管的消磁处理按以下几个步骤进行。
(1)对刚产出的钢管进行在线消磁,解决大部分钢管剩磁高的问题。
(2)对运到施工现场后磁力发生反弹的钢管将磁极标识清楚,然后按同极相对原则布管,此法可解决大批量剩磁超标的钢管对接问题。
(3)对于已开始对口作业无法调头的钢管可使用磁铁局部影响的办法解决,此法用于解决小批量管壁较薄或已无法调头的钢管剩磁问题。
(4)对剩磁较大或者壁厚较厚的钢管,可使用管端缠绕线圈的方法来解决。
(5)根据施工现场情况,还可在管口间隙分段插入高导磁材料,也可取得较好消磁效果。
5 结 语
在螺旋埋弧焊管生产过程中可以通过合理布线等措施大大减少钢管的剩磁,但不可能完全消除钢管本身因为焊接等原因产生的剩磁。故在钢管流转作业线上加消磁线圈进行通电消磁也能很大程度减少钢管的剩磁,使其符合出厂剩磁检验的要求。在管线安装焊接作业中,经过多次实践证实,只要按照本研究所推荐的综合控制消磁方案,综合实施优化的消磁作业,就可以有效、快速、简便地解决困扰钢管安装焊接的剩磁问题。
[1]何辅云,张海燕,丁克勤.钢管漏磁高速检测技术与系统[M].北京:机械工业出版社,2009.
[2]向义和.大学物理导论(上、下册)[M].北京:清华大学出版社,2000.
[3]张新,曹战斌,唐景武,等.利用磁阻特性减小钢管剩磁对焊接的影响[J].焊管,2008(03):76-77.
[4]孙克刚,张文才,尹继善.克服和消除钢管剩磁对焊接电弧的影响[J].焊接技术,2007(S2):56-57.
[5]徐江.钢管高速漏磁检测中若干关键问题的研究[D].武汉:华中科技大学,2005.
[6]方晓东,鞠平顺,甘正红.基于均匀磁化的SAWH焊管无级直流在线两点消磁法[J].钢管,2013(04):128-131.
[7]蒋奇,王太勇.钢管漏磁检测信号的时频分析[J].机电设备,2002(02):18-22.
[8]林猛,牛迎战.管道剩磁产生原因与解决方法[J].油气储运,2011(11):878-879.
[9]尤国坤.关于磁化强度和退磁场的两个公式[J].物探与化探,1982(03):154-156.
[10]薛守刚,许凤芝.螺旋焊管剩磁的研究与运用[J].中国科技博览,2011(20):308-309.
Residual Magnet Mechanism of SAWH Pipe and Comprehensive Countermeasures Against Residual Magnet
YANG Xiangdong1,LIU Wei2
(Shanxi Guolian Pipe Industry Group Co.,Ltd.,Jinzhong 030600,Shanxi,China)
Aiming at the residual magnet phenomenon after SAWH pipe manufacture,it analyzed the causes of residual magnet and the effect of residual Magnet on X-ray industrial TV inspection and on-site butt welding construction.Some measures to reduce and eliminate residual magnet were put forward from welded pipe production process and on-site welding construction,including wraping welding cable on pipe end,placing magnet on pipe end,reverse distribution residual magnet(homopolarity method)etc.Finally,it analyzed and compared the advantages and disadvantages of the above several demagnetization methods for SAWH pipe on-site butt welding,and provided the optimized proposal of residual magnet comprehensive control and demagnetization.
welded pipe;SAWH pipe;residual magnet;control measures
TE973
B
1001-3938(2015)03-0061-06
杨向东(1969—),男,工程师,1992年毕业于山西大学化学系,现任山西国联管业集团副总经理。
2014-10-08
谢淑霞
JFE钢铁拟在阿联酋建设焊管厂
日本JFE钢铁公司2015年3月4日宣布,将通过合资的方式在位于阿联酋阿布扎比的哈里发工业园建设大直径焊管生产企业AlGharba钢管公司,以满足中东地区能源行业对钢管的需求。该项目总投资额约3亿美元,投资合作方包括JFE钢铁、伊藤忠丸红钢铁以及阿布扎比国有投资公司,三方持股比例分别为27%,22%和51%。
该焊管厂是JFE钢铁位于中东地区的第一家生产厂,也是其在海外建设的第一家大直径焊管生产企业,拟于2018年10月投产,设计年产能24万t,采用JFE的焊管生产技术、大型冲压和焊管设备,所生产的焊管直径为457.2~1422.4mm。生产焊管所需原料有一半以上来自JFE出口的高品质中厚板,其余部分采用从其他国家进口的普通用途中厚板。焊管产品主要用于陆地或海底铺设的原油、天然气输送管线。按照计划,半数以上产品将在阿联酋国内销售,其余部分出口到相邻的波斯湾周边产油国。JFE钢铁公司发言人表示,尽管目前国际原油价格较低,但阿联酋及其周边国家原油产量仍然保持稳定,因此从中期来看中东地区石油专用管需求将维持相对稳定,并有进一步增长的可能。目前该公司向中东地区出口的都是成品焊管,新厂建成后,JFE可以向中东直接出口高品质中厚板,并在当地加工成焊管再出售,从而增强其产品在中东市场的成本竞争力。
日本统计局公布的统计数据显示,2014年日本对中东地区的大直径 (直径大于406.4mm)碳钢焊管出口量为19万t,同比大幅增长57%,其中向阿联酋出口接近15万t,占比超过70%。
(张 歌 摘自中国钢铁新闻网)
猜你喜欢
电源技术(2022年12期)2023-01-07
防爆电机(2021年5期)2021-11-04
焊管(2021年5期)2021-06-04
焊管(2020年10期)2021-01-29
军事文摘(2019年13期)2019-07-12
中国人民警察大学学报(2018年12期)2019-01-17
中国新技术新产品(2018年21期)2018-01-05
造船技术(2016年6期)2017-01-13
中国人民警察大学学报(2016年6期)2016-10-20
重型机械(2016年1期)2016-03-01
