
定向X射线检测系统检验辐射场的调校方法
2015-12-18 06:12边昭斌张圣光蒋太秋
焊管 2015年1期
刘 通,边昭斌,张圣光,蒋太秋
(山东胜利钢管有限公司,山东 淄博255082)
定向X射线检测系统检验辐射场的调校方法
刘 通,边昭斌,张圣光,蒋太秋
(山东胜利钢管有限公司,山东 淄博255082)
介绍了螺旋缝埋弧焊管检测用定向X射线检测系统检验辐射场的构成,以及实际检验中需要调整DR检测系统的机构,如探臂、射线管头、平板探测器等的调整。重点介绍了定向X射线检测系统检验辐射场的两种调校方法,即螺栓校准和辐射场校准器校准,分析了两种调校方法的优缺点。以自主设计的辐射场校准器调校方法为例,通过对φ325mm×8mm焊管进行辐射场差异模拟试验,得到了不正确调校辐射场对焊偏检验结果有一定影响的结论。
焊管;X射线检测;辐射场;调校
0 前言
长输油气管道用螺旋缝埋弧焊管都需要进行射线无损检测,国内各制管厂均采用固定式X射线检测系统对钢管进行在线全焊缝检测。对X射线检测系统检验辐射场进行及时准确的调校不但可以保证检测结果的准确,而且可以避免检验过程中对常见缺欠(裂纹、未焊透、气孔、夹渣、焊偏等)的漏检和误判。
1 定向X射线检测系统
定向X射线检测系统检验辐射场(以下简称辐射场)由定向X射线机的射线管头发射出有效辐射角范围内的射线束构成。
国内大中型焊管厂家对螺旋缝埋弧焊管的射线检验趋向于采用DR平板检测系统。DR(digitalradiography)即直接数字化X射线摄影系统,由电子暗盒、扫描控制器、系统控制器、影像监示器等组成。其核心部件是平板探测器(flatpaneldetector),可直接将X射线转换为数字化图像,是一种广义上的直接数字化X线摄影[1]。山东胜利钢管有限公司采用美国瓦里安DR平板检测系统,平板探测器规格130mm×130mm,像素尺寸0.127mm,射线管大焦点3.0mm、小焦点0.4mm。
在实际检验中需要调整DR检测系统的机构包括管头、探臂和平板探测器,如图1所示。

图1 DR检测系统调整机构示意图
2 检测系统各机构的调整
检测机构的调整是确定各机构的相对位置,校准是对各机构和辐射场的微调整和确认的过程。
2.1 探臂调整
探臂应与钢管轴线平行。一般情况下,在安装时就已经调整好,无需重复调整,只需根据钢管规格,调整探臂高度,以保证理想焦距即可。
2.2 射线管头调整
将水平泡平放在X射线管头的窗口旁的平面上,调整X射线管头水平,保证X射线管头发射窗口竖直朝上。
2.3 平板探测器调整
根据实际焦距需要,上下调整平板探测器的高度位置,高度(一般距钢管外表面上边沿的距离为15~30mm)确定后,将水平泡平放在平板探测器上,调整成像平板水平且摆正。在安装时,平板探测器在水平面上的位置已经大体确定,一般情况下无需进行大的调整,只需根据检验需要调整高度。
2.4 平板探测器和X射线管头的相对位置调整
可以借助钢管端面,以钢管端面为基准,使用吊坠和钢板尺调整X射线束中心对准平板探测器中心,也可使用辐射场校准器在校准时调整X射线束中心对准平板探测器中心。
3 检验辐射场的校准
检验辐射场校准的原理是保证射线管头水平、平板探测器水平和X射线束中心对准平板探测器中心。下面简单介绍山东胜利钢管有限公司用到的两种辐射场的校准方法。
3.1 用螺栓校准辐射场
用螺栓校准辐射场的方法是山东胜利钢管有限公司较早采用的一种。具体操作过程是在钢管外表面最上沿平整处的母材上用扁平磁铁吸上一个M6×30mm的螺栓,如图2所示,通过旋转钢管,用DR检测系统分别拍下螺栓在不同位置的图像,用系统自带的测量工具来测量图像上螺栓两个不同直径影像的偏移量,通过不同位置的多次测量计算,同时逐步微调,来确定和验证X射线束中心与平板探测器中心是否对准。

图2 螺栓校准示意图
该方法的优点是成本低,材料易于得到。缺点是:①会有放置的位置误差,无法自行调节水平;②精度不高,因图像上的六边形和圆形投影尺寸差不够大;③图像直观效果不够强,凭直观图形偏差进行一次微调到位几率不大。
3.2 用辐射场校准器校准辐射场
鉴于螺栓校准辐射场的缺点,山东胜利钢管有限公司自主设计了一种快速校准辐射场的器具-辐射场校准器,如图3所示。它的作用是使X射线束中心对准平板探测器中心,避免辐射场偏离对检验结果的影响,具有操作简单,校准速度快,精确度高,成本低等特点。

图3 辐射场校准器实物照片
使用方法:在机构调整结束后,将辐射校准器竖直插在管头发射窗口上,其上端的水平泡可以校准管头水平度,匹配电流电压进行调校,通过校准器上下两个φ10mm通孔的静态成像情况,如图4所示,对平板探测器进行微调整,焦距为410mm,上圆孔到射线源的距离为325mm。若辐射场有偏离情况,校准后两个圆成像不同心,且会偏向显示窗口一侧;若辐射场调整正确,校准后两个圆成像同心,且位于显示窗口中心。用校准器校准辐射场的结果如图5所示。
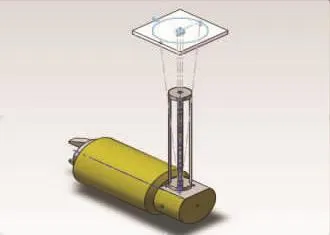
图4 辐射场校准器校准示意图

图5 校准器校准辐射场结果示意图
4 辐射角、辐射场中心位置的校准
辐射场调校后,根据GB/T 26837-2011要求进行射线辐射角和辐射场均匀性测定试验:试验用2张300mm×80mm胶片,已知实际焦点至胶片的距离为410mm,射线束中心线对准胶片搭接中心,正确调整管电压、管电流、曝光时间,确保胶片最大黑度范围为1.0~1.5;用检定合格的黑度计对胶片黑度进行测量,结果胶片最大黑度为1.48,辐射场边缘(以最大密度的50%)为0.74,辐射场直径为373mm,计算得辐射圆锥角为48.92°,最大黑度处与射线束中心线角度为4.18°,结果如图6所示。标准GB/T 26833-2011要求:有效射束角度应大于38°。根据本次试验结果,辐射圆锥角和均匀性满足标准要求。

图6 校准测定试验示意图
5 模拟φ325mm×8mm钢管辐射场调整差异试验
因实际生产中的螺旋缝埋弧焊管的焊缝都会存在焊偏,对试验结果的影响无法计算,所以选择用SolidWorks软件来模拟辐射场射线束中心对准和偏离的两种情况。基本条件:钢管规格φ325mm×8mm,焦距为250mm,钢管外表面上沿与平板高度差为25.5mm,内外焊缝宽度均为12mm,且焊缝焊偏为0,成像比例1∶1。用DR成像系统自带工具测量偏移结果,如图7所示。
射线束中心线和平板探测器中心对准时,在图像显示窗口左上角边缘位置,测量因焊缝自身曲率等原因引起的内外焊缝的图像出现相对偏移为2.19mm和2.30mm,窗口中心位置几乎无偏移量,见图7(a)。
焦点水平方向偏离钢管轴线30mm,射线管头上平面与平板探测器成8°夹角(向下)时,在图像显示窗口左上角边缘位置,测量的相对偏移量为4.22mm和4.20mm,窗口中心位置内外焊缝相对偏移量分别为1.96mm和2.18mm,见图7(b)。
以上情况说明,若不正确调整辐射场,对焊偏检验结果影响较大,容易引起误判,造成不正常停产。

图7 模拟φ 325mm×8mm钢管辐射场调校结果示意图
6 结 论
(1)辐射场的调校时机:更换射线管、更换钢管规格、定期检查、发现机构有异常时。
(2)射线管长时间使用会发生老化,这样焦点和圆锥辐射角会发生变化。在实际检验中发现,DR检测系统用射线管头的老化未发现对检验结果有明显影响,只是随着射线管头的使用时间的增长,管电压在增加。
(3)螺旋缝埋弧焊管管端拍片检验时,要定期调校所使用的便携式X射线机的辐射场。并根据辐射场的偏离位置来确定胶片的摆放位置,从而避免检验结果的误判。
(4)应用DR平板检验螺旋缝埋弧焊管时,要保证辐射场的调校正确。对于直径>711mm、壁厚<18.4mm的焊管,JB/T 4730.2-2005中B级射线检测技术规定查找诺模图得:F(焦距)≥350mm,所以保证焦距在350mm以上即可,随焦距增大对检验结果的影响不大,调整机构时不必刻意精确定位焦距的问题。
(5)用校准器对小直径焊管(≤φ508mm)进行校准时的作用尤为突出,因空间螺旋线、钢管曲率等原因,若不正确调整,对检验结果影响较大,容易导致误判。
[1] 周伟,王承训.焊接缺陷自动识别系统的研究与应用[J].焊接学报,1992,13(01):45-50.
[2] GB/T 26837-2011,无损检测仪器固定式和移动式工业X射线探伤机[S].
[3] 梁丽红,孔凡琴,路宏年.X射线非晶硅面阵探测B级像质的研究[J].无损检测,2005,27(03):113-116.
[4] JB/T 9402-1999,工业X射线探伤机性能测试方法[S].
[5] 董希忠,宋世祥,张强,等.合理运用DR平板探测器特性[J].中国医疗设备,2009,24(01):94-95.
[6] GB/T 26833-2011,无损检测仪器工业用X射线管通用技术条件[S].
[7] JB/T 4730.2-2005,承压设备无损检测第2部分:射线检测[S].
[8] API SPEC 5L(第44版),管线钢管规范[S].
[9] GB/T 9711.2-1999,石油天然气工业输送钢管交货技术条件第2部分:B级钢管[S].
[10]马跃洲,何山林,陈明,等.线阵技术在焊管检测中的应用[J].兰州理工大学学报,2007,33(04):22-26.
Adjustment and Calibration Method of Inspection Radiation Field for Directional X-ray Inspection System
LIU Tong,BIAN Zhaobin,ZHANG Shengguang,JIANG Taiqiu
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shangdong,China)
In this article,it briefly introduced the structure of inspection radiation field for directional X-ray inspection system used in SAWH pipe,and some organizations need to adjust DR inspection system,such as exploring arm,tube head,flat panel detector etc.It emphasized 2 adjustment and calibration methods for directional X-ray inspection system,the bolt calibration and radiation field calibrator,and analyzed advantages and disadvantages for the above two methods.Taking independent design radiation field calibrator calibration method as sample,through radiation field difference simulation test forφ325mm×8mm welded pipe,it is concluded that incorrect calibration radiation field has certain influence on misalignment inspection result.
welded pipe;X-ray inspection;radiation field;adjustment and calibration
TE973.6
B
1001-3938(2015)01-0038-04
刘 通(1985—),男,大学本科,从事质量管理及检验检测技术工作。
2014-09-17
谢淑霞
猜你喜欢
机电安全(2022年5期)2022-12-13
数学大王·中高年级(2021年4期)2021-04-27
装备制造技术(2020年3期)2020-12-25
家庭影院技术(2020年7期)2020-08-24
家庭影院技术(2020年5期)2020-08-24
科学(2020年1期)2020-01-06
家庭影院技术(2019年8期)2019-08-27
家庭影院技术(2017年9期)2017-09-26
山东工业技术(2016年15期)2016-12-01
中国卫生(2015年12期)2015-11-10
