
螺旋埋弧预精焊内焊焊缝及HAZ硬度试验研究
2015-12-18 06:46王兴山苟世峰王晓东马朝辉张江磊胡绪波
焊管 2015年12期
王兴山,苟世峰,王 刚,阎 龙,王晓东,马朝辉,张江磊,胡绪波
(宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
螺旋埋弧预精焊内焊焊缝及HAZ硬度试验研究
王兴山,苟世峰,王 刚,阎 龙,王晓东,马朝辉,张江磊,胡绪波
(宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
针对螺旋埋弧预精焊生产过程中偶尔发生的内焊焊缝及热影响区(HAZ)硬度超标的问题,以X80M管线钢管的生产为例,通过对焊接坡口、预精焊匹配参数、焊接参数及工艺等的调整试验,研究了参数变化对内焊焊缝及HAZ硬度的影响。试验及分析结果表明,在X80M管线钢管生产过程中,调整焊接参数和焊接工艺在一定程度上可以有效降低内焊焊缝及HAZ的硬度,从而保证螺旋预精焊两步法生产的钢管的力学性能。
焊管;螺旋预精焊;焊接速度;硬度;内焊焊缝;HAZ
1 概 述
在螺旋埋弧预精焊两步法生产过程中,偶尔会发生内焊焊缝及HAZ(热影响区)硬度超标的问题。当发生内焊焊缝及HAZ硬度超标时,往往会伴随着背向弯曲不合格。分析认为,多数弯曲试样不合格的原因是内焊焊缝及HAZ硬度超标或内焊焊缝及HAZ硬度与母材硬度相差较大,造成背向弯曲试样在内焊焊缝熔合线上开裂,起裂点源于内焊焊缝及HAZ;个别弯曲试样不合格的原因是由于原料边沿化学成分偏析、夹杂物、分层等母材缺欠所造成。
通过对焊接坡口、预精焊匹配参数、焊接参数及工艺等的调整,研究了参数变化对内焊焊缝及HAZ硬度的影响。本试验采用维氏硬度测量法来测量内焊缝及HAZ的硬度,试验位置如图1所示。

图1 硬度检测位置示意图
2 试验及结果
2.1 试验材料
试验原料采用X80M管线钢,壁厚18.4 mm,焊接材料为BG-H08C焊丝和BG-SJ101H1焊剂。采用预精焊两步法,内外焊双丝埋弧焊接工艺,其化学成分见表1。

表1 试验用材料的化学成分 %
2.2 试验方法及结果
2.2.1 改变预焊焊接坡口形状
焊接速度为1.30 m/min,内焊1#焊丝电流为1 020 A、电压35.5 V,内焊2#焊丝电流630 A、电压37.5 V,外焊1#焊丝电流1 100 A、电压32.5 V,外焊2#焊丝电流460 A、电压34.5 V,其他参数不变的条件下,调整焊接坡口形状进行预精焊两步法生产,相关的试验检测结果见表2。

表2 仅改变坡口形状的焊接试验检测结果
2.2.2 调整预精焊焊材匹配参数
预焊焊接速度2.8m/min,预焊电流600 A、电压22.5 V;精焊焊接速度1.30 m/min,精焊内焊1#焊丝电流1 000 A、电压36 V,内焊2#焊丝电流630 A、电压38 V,其他参数不变的条件下,调整预精焊匹配参数,进行预精焊两步法生产,共选择了12种焊接材料的匹配方案,然后进行相关的试验,检测结果见表3。

表3 调整预精焊匹配参数的焊接试验检测结果
2.2.3 调整精焊焊接工艺
预焊焊接速度2.8m/min,预焊电流600A、电压22.5 V,选用H08C焊丝匹配;精焊焊接速度1.30 m/min,内焊2#焊丝选用H08C+H1匹配,其他参数不变的条件下,调整外焊焊接参数和焊接工艺,进行预精焊两步法生产,共选择了5种焊接工艺及参数,然后进行相关的试验,检测结果见表4。

表4 调整外焊焊接参数及焊接工艺的焊接试验检测结果
2.2.4 调整精焊焊接参数
预焊焊接速度2.8m/min,预焊电流600A、电压22.5V,选用H08Mn2SiA焊丝匹配;精焊内焊2#焊丝匹配H08Mn2SiA+H1,其他参数不变的条件下,调整焊接速度及参数,进行预精焊两步法生产,共选择6种焊接参数,试验检测结果见表5。

表5 调整焊接参数及焊接速度的焊接试验检测结果
3 试验结果分析
3.1 焊接坡口对硬度的影响

图2 焊接坡口参数对内焊焊缝及HAZ硬度的影响
对仅改变焊接坡口形状的焊接试样进行硬度检测,结果如图2所示。从图2和表2的检测结果可以看出,坡口角度及钝边尺寸调整后,SY-1和SY-3试样的力学性能合格,SY-2和SY-4试样的力学性能和内焊硬度存在个别点超标的情况,内焊焊缝及HAZ的硬度均有所增加,但总体变化不明显。由此可见,改变焊接坡口形状对内焊焊缝及HAZ的力学性能和硬度有一定的影响,这有助于在生产过程中选择最佳的坡口角度和钝边尺寸。
3.2 预精焊焊材匹配对硬度的影响
3.2.1 预焊焊丝对硬度的影响
预焊采用了两种焊丝匹配,分别为BGH08C和BG-H08Mn2SiA,对两种焊丝的6种匹配进行了焊接试验,焊接试样内焊焊缝及HAZ的硬度检测结果如图3所示。

图3 预焊焊丝对内焊焊缝及HAZ硬度的影响
从图3和表3可以看出,预焊选用H08C焊丝时,内焊焊缝及HAZ平均硬度略高于预焊采用H08Mn2SiA焊丝,由于预焊焊丝只作为预精焊两步法焊接工艺的定位焊,焊缝的最终性能主要取决于精焊焊缝,结合弯曲试样情况,在实际生产中,可以考虑预焊采用低匹配焊丝进行焊接。
3.2.2 精焊焊剂对硬度的影响
精焊焊剂选择了两种规格,分别为BGSJ101H1和BG-SJ101G4,对两种焊剂的12种匹配进行了焊接试验,焊接试样内焊焊缝及HAZ的硬度检测结果如图4所示。
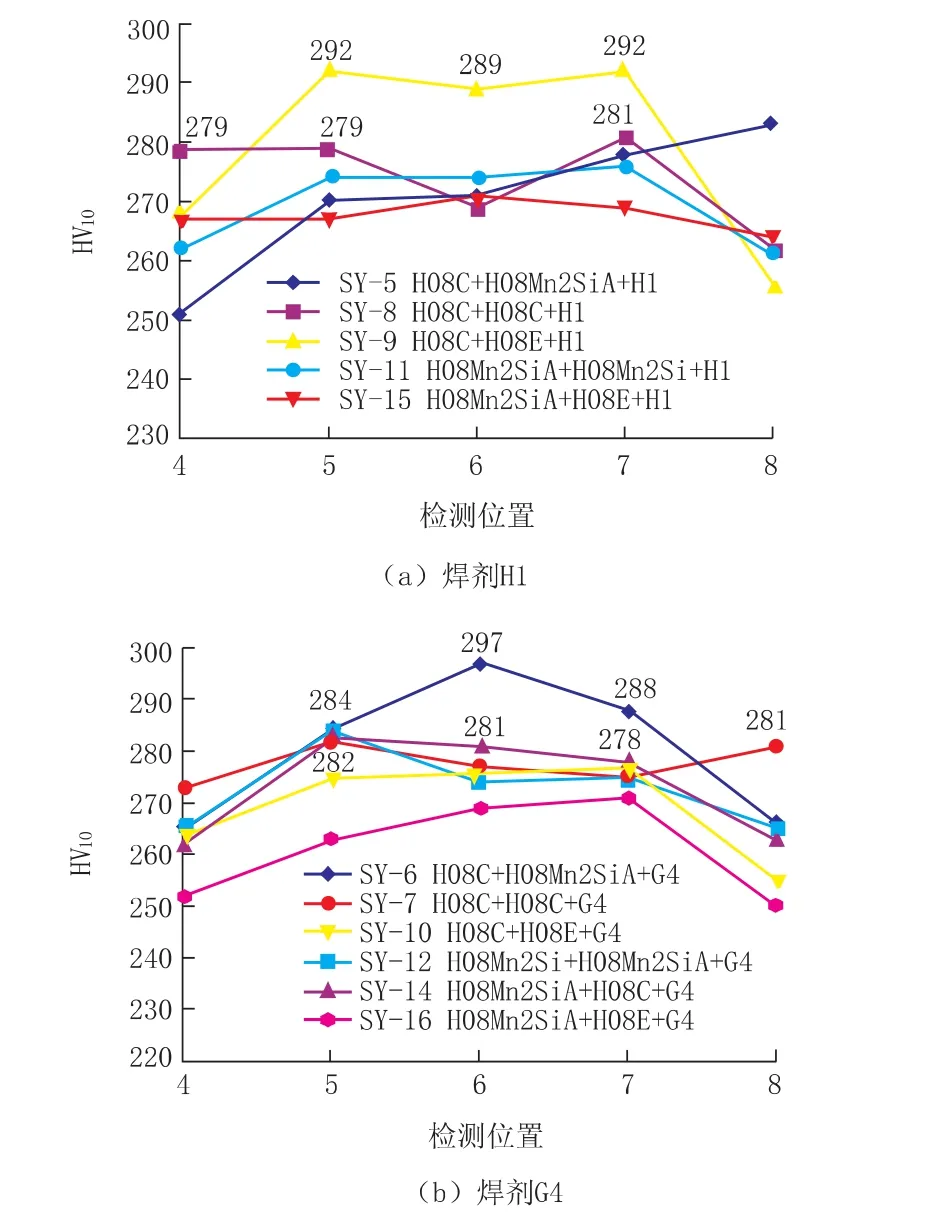
图4 不同精焊焊剂对内焊焊缝及HAZ硬度的影响
从图4和表3可以看出,精焊选用焊剂H1时,SY-8和SY-11两种试样的匹配效果比较好,但在实际验证过程中,SY-8匹配存在弯曲试样不合格现象,因此精焊选用焊剂H1时,一般选用SY-11的焊丝焊剂匹配较好;精焊选用焊剂G4时,SY-10和SY-16两种试样的匹配效果比较好,且SY-16焊接材料匹配的硬度要好于SY-10,但在实际验证过程中,有个别SY-16试样的内焊焊缝及HAZ硬度超标。
3.2.3 精焊内焊2#焊丝匹配对金相硬度的影响
试验时保持精焊内焊1#焊丝不变,只对2#焊丝进行调整。选择了3种规格的焊丝,分别为H08Mn2SiA,H08C和H08E,对三种焊丝的12种匹配进行了焊接试验,焊接试件内焊焊缝及HAZ的硬度检测结果如图5所示。
从图5和表3可以看出,精焊内焊2#焊丝选用H08Mn2SiA焊丝时,SY-11试样匹配的内焊焊缝及HAZ硬度较低,效果比较理想;选用H08C焊丝时,SY-8试样匹配的内焊焊缝及HAZ硬度较低,但在正常生产过程中,容易出现弯曲试样不合格的问题;选用H08E焊丝时,SY-16试样匹配的内焊焊缝及HAZ硬度较低。
另外,从图5可以看出,精焊内焊2#焊丝选用H08C,H08E和H08MnSiA时,内焊焊缝的平均硬度均低于280 HV10,但在两步法焊接生产时,调整精焊内焊2#焊丝匹配对降低内焊焊缝及HAZ硬度的效果并不明显。
3.3 精焊焊接工艺对硬度的影响
对精焊焊接工艺进行了只有内焊焊缝、内外焊同时进行焊接(间隔半个螺距)、内外焊分开焊接3种工艺配置,设置了两种焊接参数,分别进行了焊接试验,找出影响内焊焊缝及HAZ硬度偏高的原因。焊接试样内焊焊缝及HAZ的硬度检测结果如图6所示。
从图6和表4可看出,采用不同焊接工艺时,SY-17-1和SY-17两种焊接工艺配置的内焊焊缝金相硬度低于内外焊同时焊接的工艺,且SY-17-2工艺硬度较低。可见在相同焊接参数下,焊接工艺对内焊焊缝及HAZ硬度的影响比较大,外焊焊接后,内焊焊缝的硬度平均值增加了20 HV10左右;焊接参数配置的优化调整对降低内焊焊缝及HAZ硬度的影响不明显,但参数配置的调整在一定程度上降低了外焊焊缝对内焊焊缝及HAZ硬度的影响。
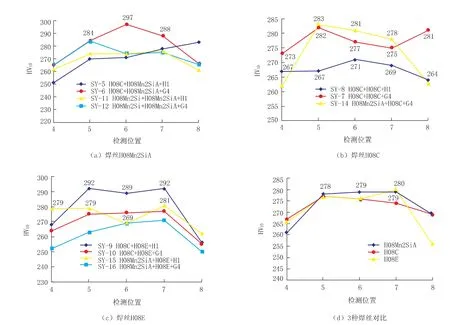
图5 不同精焊内焊2#焊丝对内焊焊缝及HAZ硬度的影响

图6 精焊焊接工艺及参数对内焊焊缝及HAZ硬度的影响
3.4 精焊焊接参数对硬度的影响
在焊接匹配及原料化学成分不变的情况下,设定3种焊接速度,并优化配置了3种焊接参数,分别进行了焊接试验。焊接试样内焊焊缝及HAZ的硬度检测结果如图7所示。
从图7和表5可以看出,内外同时焊接时,分别采用内大外小和内小外大两种参数匹配进行焊接试验,弯曲试验结果均合格,内焊焊缝金相硬度均低于标准要求;焊接速度为1.30 m/min时,内大外小参数匹配试样的内焊焊缝金相硬度低于内小外大参数匹配的试样;内外焊间隔半个螺距焊接时外焊对内焊焊缝硬度的影响比较明显,但精焊内焊2#焊丝焊接参数的改变对降低内焊焊缝及HAZ硬度的影响不明显。
从图7和表5可以看出,内外同时焊接时,在不同焊接速度下焊后弯曲试验结果均合格,且内焊焊缝及HAZ硬度均低于标准要求;焊接速度为1.30 m/min时,内大外小参数匹配试样的内焊焊缝硬度最低,低于提高焊接速度后正常参数配置的试样;提高焊接速度有利于焊缝的快速冷却,也有利于降低内焊焊缝及HAZ的硬度。

图7 精焊焊接参数对内焊焊缝及HAZ硬度的影响
3.5 原料化学成分对硬度的影响
在焊接匹配及焊接参数不变的情况下,选择两个原料厂家4种化学成分的原料,分别进行了焊接试验。焊接试样内焊焊缝及HAZ的硬度检测结果如图8所示,焊接试样弯曲试验结果对比如图9所示。
从图8、图9和表1可以看出,T-2焊接试样的内焊焊缝及HAZ硬度低于T-1,且T-2试样焊缝力学性能优于T-1;S-1焊接试样的内焊焊缝及HAZ硬度低于S-2,相差约20 HV10,且S-1试样焊缝力学性能明显优于S-2。由此可见,化学成分对预精焊生产的钢管内焊焊缝及HAZ的硬度有一定的影响。
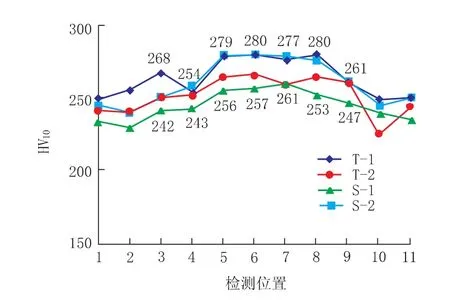
图8 不同原料的化学成分对内焊焊缝及HAZ硬度的影响

图9 不同原料的化学成分对弯曲试验结果的影响
4 结 论
(1)从原料的化学成分及硬度对比可以看出,原料化学成分对预精焊生产的钢管内焊焊缝及HAZ硬度有一定的影响。
(2)坡口角度及钝边尺寸对降低内焊焊缝及HAZ硬度的效果不明显,但焊缝形貌的改变有利于改善内焊焊缝及HAZ的力学性能和硬度。
(3)预精焊两步法生产时,预精焊焊接匹配的调整有利于降低内焊焊缝及HAZ的硬度,但效果不是很明显。由于预焊焊丝只作为预精焊两步法焊接工艺的定位焊,焊缝的最终性能取决于精焊焊缝,结合弯曲试验的情况,在实际生产过程中,可以考虑合理采用低匹配组合进行施焊。
(4)焊接工艺对精焊内焊焊缝及HAZ硬度影响比较明显,在相同焊接条件下,外焊焊接后,内焊焊缝的硬度平均增加了20 HV10。内外焊同时焊接时,外焊焊缝对内焊焊缝及HAZ硬度的影响也比较明显。
(5)提高焊接速度有利于解决精焊内焊焊缝及HAZ硬度超标的问题,内外焊同时焊接时,改变焊接参数,提高焊接速度可以很大程度上解决精焊半个螺距对外焊焊接的影响。提高焊接速度有利于焊缝的快速冷却,也有利于降低内焊焊缝及HAZ的硬度。
[1]陈文静,屈金山,谢君,等.15CrMoR钢材的焊接接头组织及其硬度分析[J].西华大学学报(自然科学版),2006(4): 45-47.
[2]API SPEC 5L,管线钢管规范(第45版)[S].
[3]张元彬,任登义.合金元素对堆焊焊缝硬度的影响[J].热加工工艺, 2003(4): 18-19.
[4]刘锋,禹奇才.工程力学(材料力学部分)[M].广州:华南理工大学出版社,2002.
[5]李国鹏,赵波,潘小燕,等.X80管线钢HAZ不同区域组织与韧性的规律性研究[J].焊管,2013,36(3):15-21.
[6]刘恒,高惠临,丁学光.焊接热循环对X80管线钢粗晶区组织性能的影响[J].热加工工艺,36(7):4-6.
[7]王晓香,李延丰.高强度管线钢管开发在中国的新进展[J].钢管, 2011, 40(1): 12-18.
[8]崔忠圻.金属学与热处理[M].北京:机械工业出版社,1997.
[9]薛小怀,周昀,钱百年,等.X80管线钢焊接粗晶区组织与韧性的研究[J].上海交通大学学报,2003,37(12):1854-1857.
[10]田志凌.TMCP钢局部脆性区断裂韧性的研究[J].钢铁研究学报, 1998, 10(4): 50-53.
Research on Spiral Two-steps Welding Inside Weld and HAZ Hardness Test
WANG Xingshan,GOU Shifeng,WANG Gang,YAN Long,WANG Xiaodong,MA Zhaohui,ZHANG Jianglei,HU Xubo
(Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
Aiming at the hardness exceeding standard problems occasionally occur in inside weld and HAZ during spiral submerged arc two-steps welding production,taking X80M line pipe production as example,it studied the influence of parameter variation on inside weld and HAZ hardness through several adjustment tests,such as welding groove,matching parameter,welding parameters,welding process and so on.The results indicated that in the production process of X80M line pipe,adjusting welding parameters and welding process can effectively reduce the hardness of weld and HAZ to a certain degree,thus to ensure the mechanical properties of two-steps welding steel pipe.
welded pipe;spiral two-steps welding;welding speed;hardness;inside weld; HAZ
TG115.5
A
1001-3938(2015)12-0033-07
王兴山(1982—),男,焊接工程师,现主要从事螺旋焊管焊接工艺研究及技术工作。
2015-04-20
修改稿收稿日期:2015-07-27
谢淑霞
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
山东冶金(2022年1期)2022-04-19
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年9期)2020-11-04
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
金属加工(热加工)(2018年2期)2018-03-22
制造业自动化(2017年2期)2017-03-20
焊接(2016年9期)2016-02-27
汽车零部件(2014年5期)2014-11-11
