
电厂辅机轴承振动故障诊断分析
2016-01-25 03:59丁振宇
电力科学与工程 2015年12期
柳 磊,王 鹏,乔 炜,丁振宇,杜 磊
(1. 国电科学技术研究院,宁夏银川750011;2. 宁夏电力能源科技有限公司,宁夏银川750011)
电厂辅机轴承振动故障诊断分析
柳磊1,王鹏2,乔炜2,丁振宇2,杜磊2
(1. 国电科学技术研究院,宁夏银川750011;2. 宁夏电力能源科技有限公司,宁夏银川750011)
摘要:针对某厂一台离心式水泵振动大的问题,通过振动测试分析,诊断出轴承滚动体故障是引起水泵振动大的原因,依据诊断结论给出更换轴承的检修建议,更换轴承后,水泵振动故障消失。结果表明,该水泵的振动特征及处理过程具有代表性。给出分析、诊断的思路和处理方法,可以为类似的辅机振动诊断和处理提供参考。
关键词:大型旋转机械;振动故障分析; 轴承故障

0引言
电厂辅机设备中的水泵、风机等,多数为电机驱动的旋转设备。该类设备的异常振动问题是影响机组安全稳定运行的主要因素之一,如何准确高效地诊断出旋转设备的异常振动故障,是工程技术人员最为重视的问题。
某厂一台离心式水泵,为电机皮带驱动。额定转速(RMP)869 r/min,对应转动频率(RPS)14.56 Hz。该台水泵自2012年投产后,振动情况良好。期间测得,水泵水平方向振动速度值1.03 mm/s,水平振动幅值13.9 μm。振动故障发生后,测得水泵水平方向振动速度值3.14 mm/s,水平振动幅值77.3 μm。
1振动测试及结果分析
1.1 振动测试
水泵振动故障发生后,选用CSI-2120便携式振动测试分析仪对该台水泵进行振动测试,采样精度为800谱线,测点位置选取如图1所示。

图1 水泵振动测点位置图
通过振动测试,测得水泵水平、垂直、轴向振动数据如表1所示。
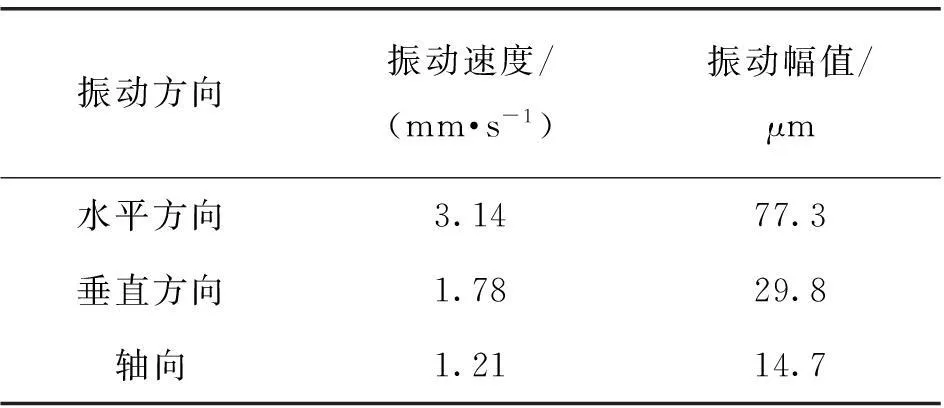
表1 水泵测试数据表
同时得到水平方向振动速度频谱,所得频谱数据见表2。

表2 水平方向振动速度频谱数据表
1.2 结果分析
由表1知,该水泵水平、垂直、轴向振动值中,水平方向最大,其他两个方向振动值不大,所以暂时只研究水平方向振动。又结合表2中的频谱数据知,该水泵水平方向振动频谱中,1X,2X,4X,6X较为突出,但是其各阶频谱占振动总量百分比均不大。
由文献[1~2]知,不平衡、不对中时,一倍频(1X)分量应占到振动总量的80%以上。但该台水泵振动速度值总量为3.14 mm/s,一倍频(1X)分量只占到振动总量的5.7%,所以可以排除由不平衡及不对中引起的振动故障。同时,二倍频(2X)分量占振动总量的20%,考虑该水泵为皮带驱动,驱动电机振动情况良好,所以可以排除电气故障引起的振动。
由文献[1~3]知,大型旋转设备振动频谱中如出现较多的高频分量(如6X,8X,12X等),则可能出现的振动故障有:轴承故障、转子部件松动,连接件基础松动。
通常,转子部件松动时,转动设备常伴随有冲击声音,且振动频谱中1X,2X,3X,4X,5X,6X,7X,8X等振动转速的整数倍频分量同时存在[4]。查看表2数据,发现只存在1X,2X,4X,6X,并无其他倍频频率存在,又结合现场听音棒测听泵体,并无冲击声音。所以,可以排除转子部件松动。
连接件基础松动时,可以用差别振动的测试方法进行诊断[4]。利用差别振动测试方法,测得水泵与其基础振动位移值分别为12.3 μm与14.2 μm,二者位移差1.9 μm小于要求值20 μm(差别振动值大于20 μm,认为存在连接件基础松动[5])。所以,连接件基础松动也可排除。
综上分析,不平衡、不对中、电气故障、转子部件松动及连接件基础松动可以排除。不能排除水泵轴承是否发生故障。
2Peak Vue测试方法的应用
近10年来,轴承故障诊断测试技术在国外得到飞速发展,其中之一为Peak Vue技术。应用该技术的测试方法在当前国内的行业应用中并不常见。它是一种以微机为中心,采集一定时间间隔内时域波形峰值的振动信号分析方法[6],它运算速度快,能够对轴承故障等振动问题进行很好的诊断分析。该技术通过捕捉旋转设备在转动过程中部件冲击时产生的应力波,进而分析捕捉到的应力波[7],得到旋转设备轴承的故障频率,通过故障频率确定轴承发生故障的位置及当前设备轴承故障的严重程度,从而给出设备当前的运行寿命,为设备管理人员提供参考。
为了进一步诊断该台水泵振动问题,特选用集成Peak Vue技术的CSI-2140便携式振动故障分析仪对该水泵进行振动测试。
2.1 振动测试
CSI-2140便携式振动故障分析仪是CSI-2120(上世纪八十年代产品)的升级产品,本次测试选用CSI-2140对该台水泵进行振动测试诊断,采样精度1 600谱线。选取图1中所示测点位置,用CSI-2140对水泵水平、垂直、轴向3个方向振动进行测试。CSI-2140便携式振动故障分析仪通过采集5 s内数据时域波形,对捕捉到的水泵叶轮转动产生的应力波进行分析,并对该段时间内时域波形进行傅里叶变换,得出对应的频谱数据。
其中,对水泵水平方向进行振动测试,测得该点振动加速度总量为2.16 mm/s2及频谱数据见表3。
2.2 结果分析
本次测试,测得振动加速度总量为2.16 mm/s2。同时得到该方向上振动频谱数据,通过分析频谱数据,得到各阶频率的振动分布情况。分析所得频谱数据,由文献[1~2]知,可以排除不平衡、不对中及电气故障。依据文献[4]又可排除转子部件松动及连接件基础松动。

表3 运用Peak Vue技术测得水平方向
表3中,一倍频(1X)不再出现,2X,4X,6X,8X,12X,16X,20X,24X较突出。仔细查找发现,频谱中存在29.52 Hz的特殊故障频率。此时,认为轴承故障的可能性较大。判断轴承故障时,不再考虑特征频率对应的振动分量占振动总量的大小,即只要存在故障特征频率,不论其大小,轴承均有可能发生故障[7~10]。
该水泵的轴承采用SKF-6308型,通过查轴承手册,得到该型轴承各部分对应的故障特征频率为:轴承内圈特征频率(BFI)为71.769 Hz,轴承外圈特征频率(BFO)为44.764 Hz,保持架特征频率(FTF)为5.596 Hz,滚动体特征频率(BSF)为29.742 Hz。
通过比对,发现该频率值(29.52 Hz)恰好与SKF-6308型轴承滚动体故障特征频率(BSF=29.742 Hz,该值为设计计算值,与实际测量值存在较小偏差)。由此判断此离心泵的轴承滚动体出现故障的可能性较大。
为了验证诊断分析结果的准确性,决定对水泵进行解体检查。水泵解体后,发现该轴承滚珠表面存在明显的凹坑(见图2),与诊断结果相吻合。检修人员更换轴承滚动体后,重新启动该台水泵,水泵振动情况良好。

图2 离心泵轴承滚珠
3应用效果
(1)用CSI-2120便携式振动故障分析仪进行振动测试,所得频谱数据只包含1X,2X,4X,6X倍频分量的。相比之下,集成Peak Vue技术的CSI-2140便携式振动故障分析仪能提供精度更高、频率范围更广的频谱数据(含2X,4X,6X,8X,12X,16X,20X,24X及特殊频率29.52 Hz)。
(2)CSI-2120能诊断出不平衡、不对中、电气故障、转子部件松动及连接件基础松动故障,但无法诊断轴承故障。相比之下,CSI-2140既具有前者诊断不平衡、不对中、电气故障、转子部件松动及连接件基础松动的能力,又具有通过查找轴承故障特征频率,从而诊断出轴承故障的能力。
(3)通过诊断得出水泵轴承滚动体故障,给出更换轴承的检修建议。更换轴承后,测得水泵水平、垂直、轴向的振动值如表4,其中水平方向振动最大幅值13.672 μm,水平方向振动速度值0.943 mm/s。
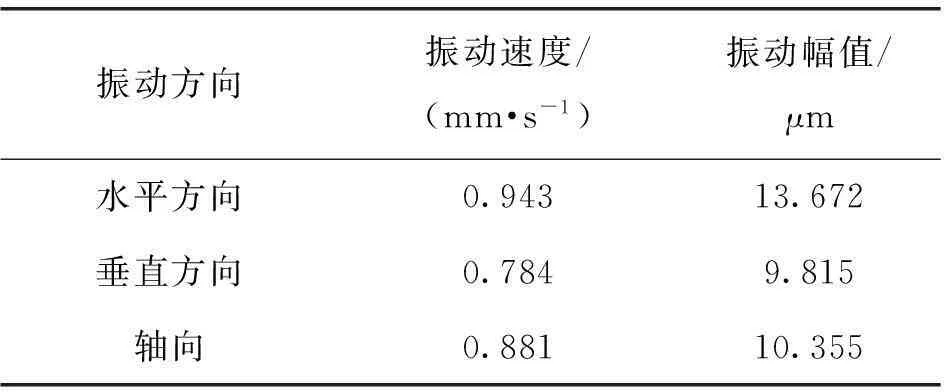
表4 更换轴承后水泵振动数据表
4结论
(1)水泵轴承滚动体故障是引起水泵振动大的原因。
(2)集成Peak Vue技术的CSI-2140便携式振动故障分析仪,能给出包含轴承故障特征频率的频谱数据,从而识别故障类型。
(3)该水泵的振动特征及处理过程具有代表性。文中给出的分析、诊断思路及处理方法,可以为类似的辅机振动诊断和处理提供参考。
参考文献:
[1]施维新,石静波.汽轮发电机组振动及事故[M].北京:中国电力出版社,2008.
[2]杨建刚.旋转机械振动分析与工程应用[M].北京:中国电力出版社,2007.
[3]唐贵基,张文德,卢盛阳. 某电厂送风机异常振动分析及处理[J].电力科学与工程,2014,30(6):30-34.
[4]刘占辉,刘静宇,李拥军,等. 给水泵部件脱落引起振动故障的诊断与处理[J].热力发电,2012,6(25):89-90.
[5]蒋颂昊. 轴流式送风机现场振动处理实例[J].电站辅机,2011,32(1):29-32.
[6]陈长征,胡立新,周勃,等. 设备振动分析与故障诊断技术[M].北京:科学出版社,2007:285-312.
[7]徐英博,韩东方,朱善安. 基于Peak vue技术的轴承故障检测[J].传感器与微系统,2010,29(7):115-117.
[8]戴红红. Peak Vue技术原理与应用-M01 2130双通道数据采集器技术应用[J].中国设备工程,2005,11(7):39-40.
[9]訾娟,赵闫涛,王文彬,等. CSI2130在旋转机械故障诊断中的应用[J].内蒙古电力技术,2013,31(3):67-70.
[10]艾默生过程控制有限公司. CSI2140分析使用手册(Emerson Process Management)[M].上海:艾默生过程控制有限公司,2013:1-2.
Analysis of Power Plant Auxiliary Equipment’s Bearings in Vibration Test
Liu Lei1, Wang Peng2, Qiao Wei2, Ding Zhengyu2, Du Lei2(1. Guodian Science and Technology Research Institute,Yinchuan 750011,China;2.Ningxia Power Energy Science and Technology Ltd.,Yinchuan 750011,China)
Abstract:The diagnosis of normal vibration fault is usually based on spectrum analysis,which is effective for analyzing the centre-deviation of imbalance, but it is difficult to make correct analysis of vibration problem caused by the fault of bearings. How to analyze this vibration fault is concerned by many engineers. With the development of technology, Peak Vue technique emerges, and it is effective for analyzing the vibration problem caused by bearing fault. In this paper, Peak Vue technique has obvious advantages in the analysis of vibration problems in the power plant.
Keywords:rotating machinery; vibration test and analysis; bearing fault
作者简介:柳磊(1986-),男,工程师,主要从事旋转机械强度振动技术研究及电厂节能诊断工作,E-mail:441693868@qq.com。
收稿日期:2015-10-09。
中图分类号:TK223.26
文献标识码:ADOI:10.3969/j.issn.1672-0792.2015.12.008
