
不锈钢酸洗板线裂缺陷分析及在后续冷轧过程中的演变
2016-01-28 08:42王宏霞李志平王俊海
中国重型装备 2015年4期
王宏霞 李志平 王俊海 刘 明
(山东泰山钢铁集团有限公司,山东271100)
不锈钢酸洗板线裂缺陷分析及在后续冷轧过程中的演变
王宏霞李志平王俊海刘明
(山东泰山钢铁集团有限公司,山东271100)
摘要:对线裂缺陷试样进行金相分析、扫描电镜能谱分析确定了此裂纹产生原因。截取有线裂缺陷的酸洗板进行冷轧轧制试验,通过对冷轧板进行宏观分析、硬度分析及马氏体含量测定,确定了裂纹对后续冷轧板表面质量的影响及最大轧制压下率。
关键词:酸洗板;线裂;能谱分析;冷轧
不锈钢酸洗板检验过程中发现TS21线裂缺陷频率较高,对此种缺陷的产生原因、后续冷轧过程中能否消除及此钢种允许一次轧制最大变形量,一直未能得到明确结论。本试验主要对酸洗板有线裂缺陷的试样进行分析,并进行冷轧轧制试验,观察此缺陷随轧制变形量的演变。
1试验方法及试样截取
对有酸洗线裂缺陷的钢板取样进行金相分析和扫描电镜能谱分析,确定裂纹的产生原因,并对截取酸洗板进行冷轧轧制试验。通过对冷轧板进行宏观分析、硬度分析及马氏体含量测定,确定裂纹对后续冷轧板表面质量的影响及最大轧制压下率。
沿轧制方向截取宽600 mm×30 mm的试样,所截取的试样分别编号,其中1、2、3、4号试样表面裂纹较严重,5、6号试样表面裂纹轻微,见图1。
2试验结果
2.1宏观分析结果
对所取试样进行宏观分析,发现靠近板边部(一侧距边部150 mm,另一侧距边部110 mm)裂纹较严重,钢板中间裂纹轻微。

2.2金相分析结果
对酸洗板进行金相分析,发现试样中硫化物和硅酸盐夹杂物较多,其中硫化物夹杂3.0级,超长硅酸盐夹杂2.5级,具体分析结果详见表1。

图1 截取的酸洗板冷轧试验样
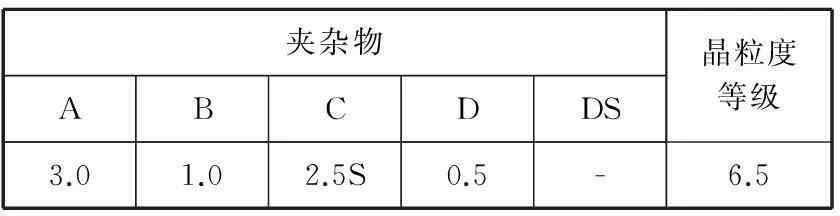
夹杂物ABCDDS晶粒度等级3.01.02.5S0.5-6.5
磨制裂纹较严重的部位横向试样,金相分析发现距表面130 μm处氧化较严重。
磨制纵向试样,发现酸洗板表面裂纹部位距试样表面80 μm处有一条长6 mm与表面相通的裂纹,裂纹氧化较严重,见图2。试样经苦味酸盐酸酒精溶液腐蚀,晶粒度7.0级,组织为孪晶奥氏体、组织未发现异常,见图3。

图2 与表面相通的裂纹
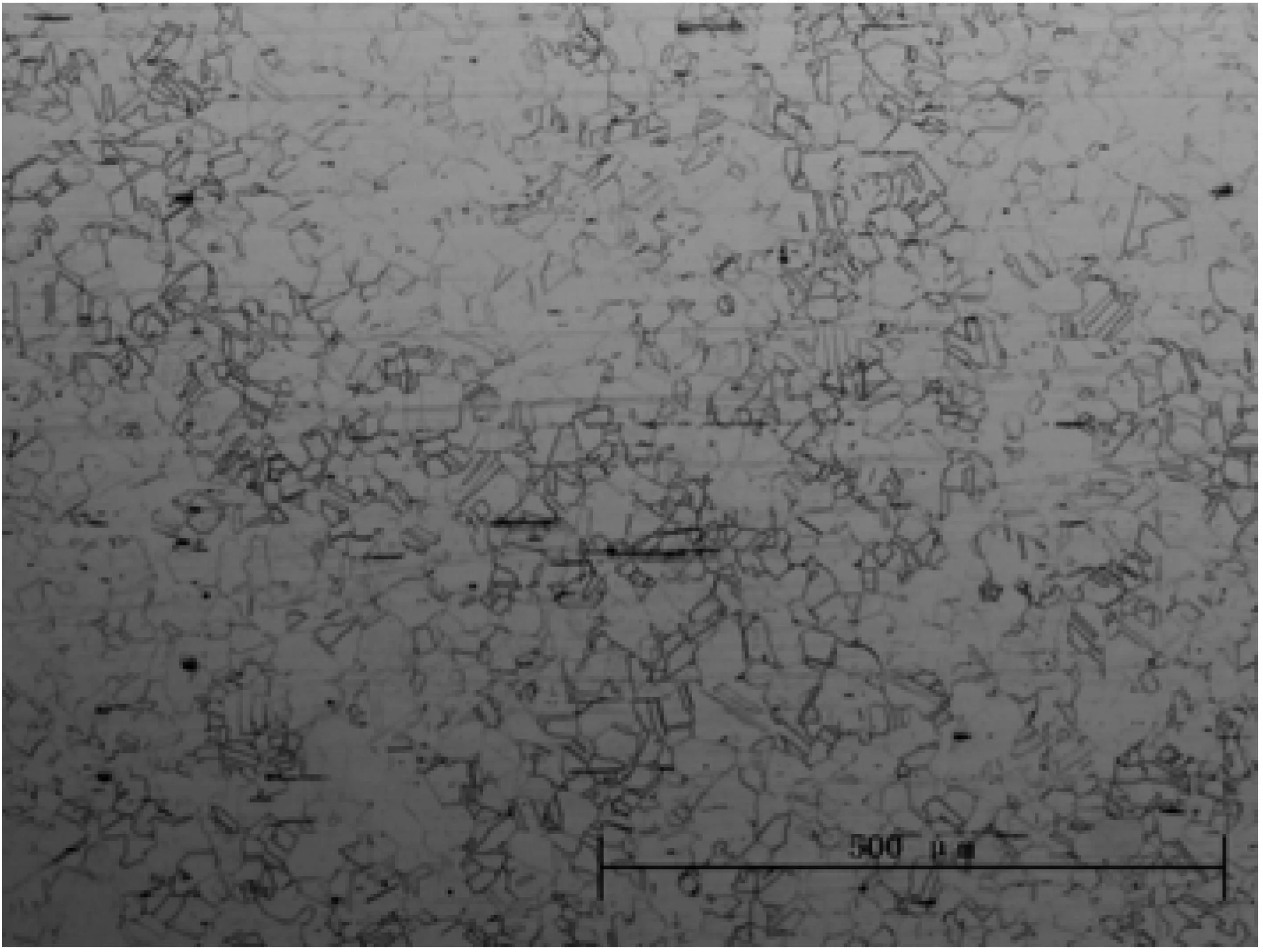
图3 试样组织
2.3扫描电镜能谱分析
图4为与表面相通的裂纹电镜下形貌。图5为裂纹部位能谱分析图。对裂纹处进行微区成分分析,主要为O、Mn、Cr、Fe,个别区域有夹杂物成分,具体见表2、表3。由表2、表3可知酸洗板表面裂纹缺陷部位向基体内延伸的微裂纹发生了氧化。
2.4冷轧轧制工艺及表面检测结果
对所取的1号~6号试样进行不同变形量的冷轧轧制试验,轧制工艺参数见表4。5号试样轧制变形到1.0 mm时发生断带,6号试样轧制变形到0.91 mm时发生断带,说明钢带变形80%时材料已经很脆,不能继续轧制。
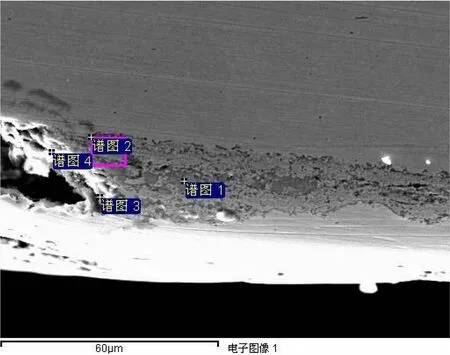
图4 与表面相通的裂纹电镜下形貌
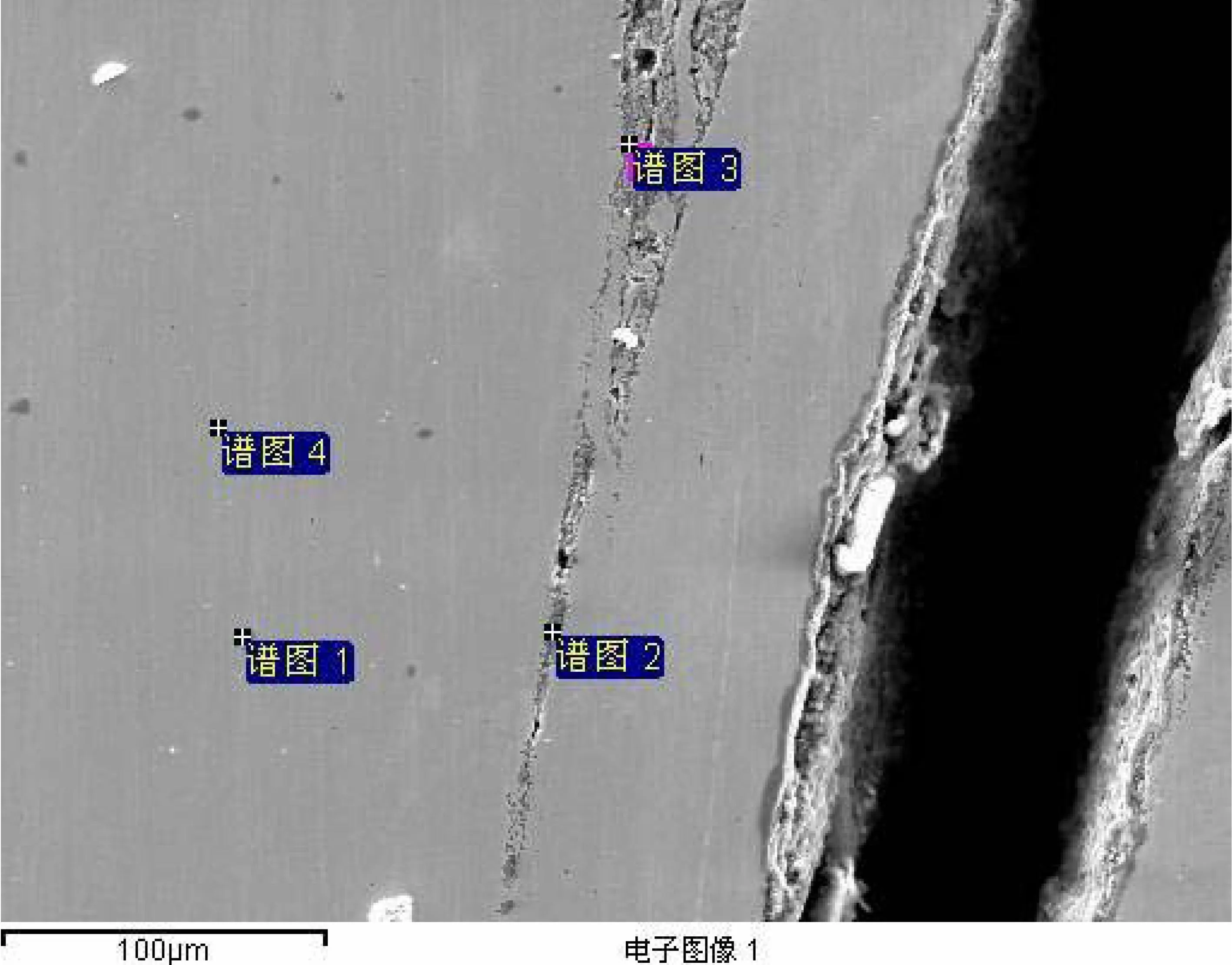
图5 裂纹部位能谱分析图
试样经不同变形量冷轧后,检验表面质量,并与轧制前酸洗板表面裂纹形态进行对比,冷轧后裂纹沿轧制方向延伸,最终表现为冷轧板脱皮,且裂纹越严重冷轧后脱皮越明显,表5为各试样轧制前后裂纹形态。
酸洗板冷轧前后表面质量对比表明,即使很轻微的线裂缺陷在后续冷轧过程中也不能消除,随变形量增大脱皮缺陷更为明显,只是缺陷大小不同而已。

表3 图5中各点能谱分析结果(%)
2.5冷轧板马氏体相含量及硬度、延伸率检测结果
对不同变形量的冷轧板用铁素体仪进行马氏体含量测定,并检测其硬度,结果见表6。由表6可知变形量40.4%时马氏体含量为33.8%,当变形量在50%~70%时马氏体含量在42%左右,变形量在80%时马氏体含量为48.2%,说明变形量超过70%时奥氏体向马氏体转变加快。

表4 冷轧轧制试验工艺参数

表5 冷轧前后试样对比

表6 马氏体含量及硬度检测结果

图6 马氏体含量、硬度与变形量的关系曲线
绘制马氏体含量、硬度与变形量的关系曲线,见图6。由图6可知随变形量增大,马氏体含量和硬度有升高趋势。对不同变形量的冷轧板进行拉伸性能检测,发现变形量为40.4%时钢板残余塑性为8%,而变形量为81.8%时残余塑性仅为2%,说明冷轧变形量达到80%时再继续变形较困难。
3讨论
对酸洗板板面裂纹试样进行了夹杂物和组织观察,试样中夹杂物含量较高,组织为正常奥氏体组织。通过对裂纹部位进行金相分析、扫描电镜及能谱分析,缺陷部位存在较长的、且与表面相通的氧化条带。其产生原因是板坯存在气泡,在加热炉内加热时,气泡被烧穿或热轧过程中轧制破裂,导致内层组织被氧化形成表面裂纹。
表面有裂纹缺陷的酸洗板试样在后续冷轧过程中并不能消除或减轻缺陷,酸洗板表面裂纹缺陷的存在导致冷轧板表面起皮。在冷轧过程中,随着变形量的增大,形变马氏体数量增多,当变形量达到80%时,钢板的残余塑性只有2%,继续变形将发生断裂。
4结论
酸洗板表面的线裂缺陷在后续冷轧过程中不能消除;当冷变形量达到80%时,钢的塑性只有2%,说明80%已是极限变形量;随着变形量的增大,形变马氏体增多,硬度升高,当变形量达到80%时,奥氏体向马氏体转变加快。
编辑陈秀娟
Analysis of Stainless Steel Pickling Plate Line Crack Defects
and Crack Evolution in Cold Rolling Process
Wang Hongxia, Li Zhiping, Wang Junhai, Liu Ming
Abstract:Line crack specimen has been conducted metallographic analysis and SEM energy spectrum analysis to determine crack generation cause. Pickling plate with line crack has been cut to carry out cold rolling test. By analyses on macroscope and hardness and martensite content determination, effect of crack on surface quality of cold rolling plate and maximum rolling reduction ratio have been confirmed.
Key words:pickling plate; line crack;energy spectrum analysis; cold rolling
收稿日期:2015—03—12
中图分类号:TG115.21
文献标志码:B
