
宁波地区汽车内外饰件塑料电镀及废水处理的经验
2016-02-15 11:27王宗雄邹焕军邓志永
电镀与涂饰 2016年19期
王宗雄,邹焕军,邓志永
(1.宁波市电镀行业协会,浙江 宁波 315199;2.慈溪市拆落电镀有限公司,浙江 慈溪 315301;3.余姚市锦坤电镀有限公司,浙江 余姚 315475)
【经验交流】
宁波地区汽车内外饰件塑料电镀及废水处理的经验
王宗雄1,*,邹焕军2,邓志永3
(1.宁波市电镀行业协会,浙江 宁波 315199;2.慈溪市拆落电镀有限公司,浙江 慈溪 315301;3.余姚市锦坤电镀有限公司,浙江 余姚 315475)
介绍了宁波地区几家企业的汽车内外饰件塑料电镀工艺及废水处理。着重阐述了塑料金属化和电镀工艺流程,公开了除油、亲水、溶胀、粗化、还原、预浸、钯活化、解胶、化学镀镍等工序的溶液配方。
汽车;饰件;塑料;金属化;前处理;电镀;废水处理
First-author’s address:Ningbo Electroplating Industry Association, Ningbo 315199, China
近年来,宁波市汽车及零部件产业保持快速发展,2015年全产业产值占全市工业比重高达12%,已成为宁波第一大产业。其中,汽车内外饰件(如塑料装饰条、扣手、仪表板、标牌、装饰框等 ABS、PC/ABS产品)表面都需电镀。光亮镀铬及哑光镀铬抗腐蚀、美观,实用性与装饰性兼备,因而得到了广泛的应用。
宁波四维尔工业股份有限公司、宁波中骏上原汽车零部件有限公司、宁波晶美科技有限公司、宁波市安信汽车零部件有限公司、宁波华翔电子股份有限公司等汽车零部件专业生产厂家,皆为宁波市从事中高档轿车非金属类汽车内饰件和外饰件的设计、研发及注塑成型、表面电镀,集生产销售及售后服务于一身的知名企业。这些企业产品定位高,达到了汽配电镀行业A级标准,销售领域辐射全国各地,产品主要为北美三大汽车集团(通用、福特和克莱斯勒)、德国大众、德国奥迪、沃尔沃、雪铁龙、一汽集团、一汽大众、上海大众、一汽丰田、上海通用、东风公司、神龙公司等国内外著名汽车品牌配套,数量之大、质量之优,深受客商赞誉。图 1是宁波某企业塑料电镀车间一角。

图1 宁波某企业塑料电镀车间一角Figure 1 Plastic plating workshop in a company in Ningbo
这些企业十分重视科技创新和重大技术改造的投入,积极引进国际上技术领先的生产加工设备和清洁生产等先进工艺技术。他们采用安美特、乐思、荏原、日本丸井公司的先进技术工艺和添加剂、光亮剂,引进香港、新加坡、台湾等公司研制的全自动塑胶电镀生产线和多彩电镀线,电镀废水处理等关键设备,应用了德国AUCOS程序软件,以及德国进口Harter烘箱、意大利CRS整流器、Mefiag过滤机等辅助设备。诸如此类的先进设备和技术工艺的应用,是这些企业获得极好的经济效益和社会效益的重要原因之一。
1 汽车内外饰件塑料电镀工艺
塑料本身不导电,必须经过表面金属化前处理工艺,使其表面形成具有良好结合力和导电性能的金属层,才能为后续电镀打下基础。所以,塑料电镀可分为塑料表面金属化预镀工艺和电镀工艺两部分。
塑料电镀表面金属化自动线生产的预镀工艺主要是胶体钯化学镀镍。该工艺稳定、简便,所需的劳动力少,得到的镀层质量好,非常适用于大规模自动化生产。
电镀工艺部分,诸如酸铜-镍-铬、仿金、枪黑、珍珠镍等电镀工艺,与普通金属电镀工艺相同。
1. 1 工艺流程
实例一:毛胚检验→工件上挂车→超声波除蜡×2(指缸数,下同)→双联水洗→超声波除油→三联水洗×3→亲水→溶胀(用于PC含量超过30%的ABS塑料件)→三联水洗→预粗化→双联水洗→粗化×4→回收→回收→三联喷淋水洗×3→超声波水洗→还原→三联水洗×3→预浸→胶体钯活化×2→水洗→三联水洗→解胶×2→二联水洗×2→化学镀镍×3→三联水洗→酸活化→水洗→预镀镍×3→回收→三联喷淋水洗×3→活化→水洗→酸铜×12→回收→三联水洗→酸活化→水洗→半光镍×6→全光镍×3→镍封→回收→三联水洗×3→珍珠镍×4→回收→三联水洗×3→镍封→回收→三联水洗→活化→水洗→三价铬装饰镀铬×2→二联水洗→活化→六价铬装饰镀铬×2(视产品要求选用其中的一种镀铬)→回收→二联水洗×2→电解钝化→四联高位水洗×4→喷淋热纯水洗→烘干→下挂→退挂具×3→二联水洗×2→挂具备用。
实例二:镀件上挂→除油→水洗×2→预粗化→粗化×4→回收×2→水洗→中和→水洗→预浸→胶体钯活化→水洗→解胶→水洗→化学镀镍→水洗→活化→水洗→预镀镍→回收×2→活化→水洗×2→酸铜×10→回收→水洗→活化→水洗→半亮镍×6→亮镍×3→镍封→回收→水洗×3→活化→镀铬→回收×2→水洗→烘干×10→下挂→挂具退镀→水洗×2→挂具备用。
实例三:超声波脱脂→水洗×3→预粗化→水洗×3→亲水→粗化×2→回收×2→水洗×3→中和→水洗×3→预浸→钯活化→水洗×3→解胶→水洗×3→化学镍×2→水洗×3→酸洗→水洗→打底镍×2→回收→水洗×2→铜置换→水洗→硫酸盐镀铜×5→水洗×3→酸洗→水洗→半亮镍×3→全亮镍×2→微孔镍→回收→水洗×2→镀铬前活化→镀铬→回收×2→水洗→电解钝化→水洗×5→切风→烘干→产品下架。
1. 2 工艺简介
1. 2. 1 毛胚检验
汽车内外饰件上挂前必须对毛胚进行检验,表面必须是光滑的,且不含有影响成品外观的流痕、裂纹、凹陷、疏松、划痕、开裂等缺陷。此外,表面必须绝对清洁和不含油脂痕迹以及手汗,不允许采用脱模剂。在电镀前不许对零件进行机械抛光,但允许电镀前去除毛刺、飞边。
1. 2. 2 除油
塑料在注塑加工及其他处理过程中难免沾上油渍。除油有利于塑料表面粗化均匀,同时延长粗化液的使用寿命,也可以避免有些产品缝内或细角处有小气泡存在而不能有效粗化,导致小圆点漏镀。为此,除油分设超声波除蜡/脱脂和超声波除油两道工序,以保证汽车内外饰件能均匀地进行表面粗化。
1. 2. 2. 1 超声波脱脂
以深圳市奥特佳科技有限公司的产品为例,超声波脱脂工艺配方及操作条件为:PT-201 10 ~ 16 g/L,温度52 ~ 58 °C,时间1.5 ~ 2.0 min。
1. 2. 2. 2 超声波除油
除油配方及操作条件为:PT112除蜡水(碱性)50 g/L,温度55 ~ 65 °C,时间3 ~ 6 min。可选用X1-A型超声波发生器,功率2 100 W,频率28 kHz。
1. 2. 3 亲水
硫酸50 ~ 70 g/L,时间1.5 ~ 2.5 min。
1. 2. 4 溶胀
杭州东方表面技术有限公司的溶胀处理配方及操作条件为:BPE-1A 200 ~ 300 mL/L,BPE-1B 350 ~ 450 mL/L,温度50 ~ 65 °C,时间3 ~ 15 min。
槽体、加温设备、过滤设备、搅拌装置等需采用不锈钢材料,配备连续过滤、空气搅拌、抽风等设备。
1. 2. 5 粗化
粗化效果直接关系到镀层的结合力,也影响到镀层的完整性及光亮度。粗化不足和粗化过度都会导致结合力不好。良好的粗化能使镀件表面形成微孔状,具备亲水性,以保证胶体钯的吸附和镀层的附着力。现在的粗化液是以硫酸和铬酸为基础的,使用过程中要注意三价铬的积累,三价铬不超过20 g/L效果最好。粗化的时间和温度是相关的,一般控制在60 ~ 70 °C, 8 ~ 16 min(根据产品调节)。常用配方及操作条件为:铬酸酐385 ~415 g/L,硫酸385 ~ 415 g/L,三价铬<20 g/L,PLAS 638S(深圳市奥特佳科技有限公司)0.8 ~ 1.2 mL/L,温度65 ~ 69 °C,时间8 ~ 16 min。
粗化润湿剂和抑雾剂能减少粗化溶液的表面张力,使塑料粗化得更均匀,同时抑制铬雾产生,减少因铬雾引起的“小黑点”漏镀现象。
粗化的槽体、加温设备、过滤设备、搅拌装置需采用钛质材料。为了保证粗化质量及延长粗化液的使用寿命,应在粗化槽中或外加的辅槽中使用素烧陶瓷管进行阴极隔膜电解,去除粗化液中的三价铬及其他金属离子。正常情况下保持三价铬质量浓度在20 g/L以下。粗化槽抽风必须功率大,确保粗化产生的铬雾能被及时吸走,避免其飘至空中而引起产品向上部位出现“小黑点”漏镀。
在粗化槽和镀铬槽具备槽边抽风的基础上,增设行车抽风系统(如图 2所示),可以对上升产品进行抽风,更好地防止铬雾散发,既避免铬雾对人体的伤害,也避免铬雾散发到后处理槽液中影响产品质量。

图2 行车抽风系统Figure 2 Bridge crane ventilation system
塑料材质不同,粗化温度和时间应有所区别。对于易变形的产品,粗化温度最好不要超过68 °C,对于采用掺填料的ABS产品,粗化应温度低、时间短,建议在60 ~ 65 °C以下处理4 ~ 8 min,以避免因粗化过度而产生麻点或挂灰、漏镀。对于应力大和含PC的产品,应采用上限温度和时间进行粗化。常规自动线工艺的粗化建议温度62 ~ 68 °C,时间6 ~ 10 min。
粗化不足或过度可能引起塑件变形、漏镀、挂具上镀、麻点等问题。此时应根据具体情况进行相应的处理。ABS塑料不同粗化程度的表面特征[1]如下:
(1) 不足──平滑,有光泽,对强光源反射好;
(2) 适当──平滑,微暗,不反光;
(3) 稍过度──平滑,明显发暗;
(4) 过度──呈白色绒状;
(5) 严重过度──出现裂纹、疏松。
粗化中铬酸酐、硫酸的消耗主要是带出损失,如把带出液回收利用,就能大大降低使用成本,并减少废水处理量。余姚市永兴电镀有限公司采用蒸馏浓缩的方式来回收粗化后清洗槽中的铬酸、硫酸:先低压蒸发浓缩,再素烧管电解,又蒸发浓缩(即二次浓缩),使铬液浓缩至35 °Bé后返回到粗化槽中使用,铬酸酐回用率在85% ~95%之间。宁波市安信汽车零部件有限公司、宁波晶美科技有限公司等在今年购进杭州桐庐盛通环保科技有限公司的铬酸回收系统设备(见图3),经安装后投入使用,不但减少了重金属的排放,而且经济效益明显,值得在自动线生产中推广应用。

图3 高效蒸发浓缩铬酸回收装置Figure 3 Highly efficient evaporation/concentration equipment for reclaim of chromic acid
图4是粗化溶液循环再生装置(无锡宜奥龙环保设备有限公司有此设备供应)的示意图[2]。它是用耐酸泵将粗化溶液抽到阳极室,阴极室注入硫酸(主要起导电作用)。通直流电后,三价铬离子在阳极表面氧化成六价铬,使粗化溶液中的三价铬降至10 g/L以下,然后经过粗化过滤器(能清除丁二烯溶解物,使溶液黏度变小),最后回到粗化槽中继续使用。

图4 粗化溶液循环再生装置Figure 4 Device for recycle and regeneration of roughening solution
图 5是典型的铬雾回收系统。它通过循环泵将储存槽中的药水打入回收塔内进行喷淋,使其中的铬雾冷凝为铬水,进到主槽重新使用,剩余未冷凝的铬雾则进入废气塔,处理达标后排放。
图 6是用于镀液分析取样的移液器。传统移液管长期使用后,看移液管的刻度有一定困难,移液不准确。该四位数字显示移液器精密度高,操作更安全,单手可调,吸嘴采用伸缩式弹性设计,防止吸头安装高高低低,确保移液气密性和均一性,还具备密度调节功能,适用于不同密度的液体,坚固耐用,耐高温,抗腐蚀,维护非常便捷。
图7是瑞士万通 Metrohm 916全自动电位滴定仪。它解决了以往测定粗化液中的硫酸含量时,由于电镀化学药水颜色暗,滴定终点颜色不易分辨,误差较大的问题。粗化槽液中的铬酸、硫酸和三价铬的浓度是相互关联的,其中一项分析误差大了,会影响其他项的计算结果。916全自动电位滴定仪的系统整合度高,采用多思TMDosino加液单元技术,使用安全,支持U盘存储防伪PDF实验报告和网络传输。

图5 铬雾回收系统Figure 5 Chromic acid fog reclaiming system

图6 数显移液器Figure 6 Digital display manual pipette

图7 全自动电位滴定仪Figure 7 Automatic potentiometric titrator
1. 2. 6 还原(中和)
化学粗化后应进行还原处理,除去镀件表面和极杠上残留的六价铬,以防活化液受到污染,避免产品漏镀,保证活化液的使用寿命。常用的还原处理溶液配方如下(处理条件均为室温)。
(1) 水合肼2 ~ 5 mL/L,盐酸10 ~ 20 mL/L,pH 3 ~ 4,时间2 ~ 5 min。先加水,再加水合肼,最后用盐酸调pH。
(2) 亚硫酸钠10 ~ 50 g/L,时间1 ~ 5 min。
(3) 盐酸60 ~ 100 mL/L,时间1 ~ 5 min。
(4) 盐酸50 ~ 70 mL/L,PLAS 645(深圳市奥特佳科技有限公司)12 ~ 18 mL/L,时间2.5 ~ 3.5 min。
对于专门电镀回料ABS产品的生产线,盐酸含量可以提高到100 ~ 200 mL/L,高浓度盐酸可以去除渗透在塑料微孔中的铬酸,以避免产品表面出现点状或条带状漏镀。
1. 2. 7 预浸
实施胶体钯活化工序前需进行预浸。预浸的作用是保护活化液,避免自来水的带入,减少活化液的损耗。预浸液可对钯活化液起到缓冲作用,减少前面可能出现的有害物质进入活化槽,防止活化液中的盐酸被稀释,也防止胶体钯直接与镀件表面的中性水接触而导致其破坏性水解。
预浸处理配方及操作条件为:盐酸80 ~ 120 mL/L,室温,时间0.5 ~ 1.5 min。工厂多用100 mL/L盐酸。
1. 2. 8 钯活化
经粗化了的ABS塑料表面呈微孔状,具备很强的吸附力。通过活化,可以在其表面吸附上一层均匀的Pd/Sn胶体,从而为后面的化学镀镍提供催化中心──细微的钯金属小颗粒。
活化液中钯的活性越高,后续的化学镀镍越不容易出现漏镀现象。典型的工艺配方及操作条件为:盐酸230 ~280 mL/L,金属钯(荏原优吉莱特贸易有限公司)25 ~ 35 mg/L,氯化亚锡4 ~ 6 g/L,温度26 ~ 30 °C,时间3 ~ 4 min。
自配胶体钯活化液(工作液)的配方及工艺条件为:PdCl20.5 g/L,盐酸300 mL/L,SnCl2·2H2O 30 g/L,温度40 ~ 45 °C,pH 3.5 ~ 4.0,时间1 ~ 5 min。胶体钯配方应按生产需要作适当调整。补充消耗可配制浓缩液,其浓度可为工作液的3倍,酌情补加。
胶体钯的配制方法如下(在通风橱中操作):
(1) 将计算量的盐酸分成3份。
(2) A液的配制──将氯化钯充分溶解于一份盐酸中,待用。
(3) B剂的配制──将氯化亚锡加入到另一份盐酸中,不断搅拌至完全溶解(不得用空气搅拌),待用。
(4) C液的配制──把剩下的一份盐酸加至配制量的去离子水中,加温至80 °C。
(5) 在不断搅拌下将B液缓慢倒入C溶液中,加温至80 °C。
(6) 在不断搅拌下将A液缓慢倒入(5)所得溶液中,加温至80 °C。
(7) 混合液(6)在80 °C下保温2 ~ 4 h,然后缓慢降至40 °C,以此提高溶液的活性和延长其使用寿命。此时,二价锡离子在溶液中除了还原钯离子成金属钯原子外,其余的成为胶体保护钯粒子,使之成为分散相胶体。
胶体钯活化液的质量与配制方法有很大关系。若配制不当,其活性、稳定性很差。随着胶体钯合成技术的发展,胶体钯颗粒被制得越来越细,活性越来越高,钯的用量大大降低,同时稳定性更好。
活化液的维护方法如下:
(1) 要预浸40 g/L SnCl2·2H2O + 100 mL/L盐酸溶液,室温(>15 °C,可用水浴加温),时间1 ~ 5 min。水尽量沥干,不再清洗便直接进入胶体钯活化液进行活化。
(2) 尽量少带出溶液,同时用回收水反复清洗,回收水可利用。
(3) 使用一段时间后若发现分层现象,加10 ~ 20 g/L SnCl2·2H2O即可消失。
(4) 最好不要反复活化,应退掉化学镀镍层后再重新活化,以免活化液提前失效。
(5) 活化液温度低于15 °C时效果不好,而且不能直接加温,要用水浴加温。
1. 2. 9 解胶
解胶用于除去胶体钯胶团表面的 Sn2+,使钯得以暴露出来,成为化学镀镍的催化活性点。吸附在塑料表面的胶体是以钯为核心、外围为 Sn2+的粒子团,而活化后道的清洗工序又使Sn2+水解成胶状,把钯严实地裹在里面,使钯的催化作用无法体现。如何有效除去 Sn2+而又不损耗塑料表面吸附着的钯,是解胶的关键,也是解胶剂优劣的评判标准。
解胶一般采用盐酸溶液,可在30 ~ 45 °C的80 ~ 120 mL/L盐酸(37%)溶液中浸2 ~ 4 min。
荏原优吉莱特贸易有限公司提供的解胶配方及操作条件为:ATL 160 ~ 200 mL/L,温度48 ~ 52 °C,时间1.5 ~ 2.5 min。
解胶工艺加温设备采用聚四氟乙烯或石英管,须连续过滤,空气搅拌,同时尽量避免铬酸及其他金属离子的带入,以免影响使用效果。盐酸解胶溶液成本低,效果好,缺点是要加温。解胶后的零件经流动水洗净后,可进入化学镀镍。
1. 2. 10 化学镀镍
化学镀镍在钯催化下使塑料表面沉积上一层导电层,塑料基体获得了导电性。目前,多采用弱酸性化学镀镍和弱碱性化学镀镍两种工艺。化学镀镍溶液一般含镍离子、还原剂、配位剂、促进剂、稳定剂等成分。推荐使用安美特、乐思、荏原等知名公司的工艺。荏原的化学镍配方及操作条件为:镍离子4 ~ 5 g/L,次磷酸钠13 ~17 g/L,亚磷酸钠<120 g/L,pH 8.5 ~ 9.1,温度33 ~ 37 °C,时间7.8 ~ 8.2 min。
自配弱碱性化学镀镍配方及工艺条件为:NiSO4·6H2O 10 g/L,NH4Cl 15 g/L,柠檬酸三钠30 g/L,次磷酸钠20 g/L,pH 8.0 ~ 8.5(用氨水调),温度40 °C,时间7 ~ 8 min。配制后为提高其活性,应以钛金属棒搅拌4 ~ 5 min。
自配弱酸性化学镀镍配方及工艺条件为:NiSO4·6H2O 25 g/L,次磷酸钠25 g/L,醋酸钠10 g/L,pH 4 ~ 5,温度30 ~ 40 °C,时间5 ~ 10 min。
化学镀镍溶液加温设备应采用聚四氟乙烯或石英管,以化学镀镍专用过滤设备作连续过滤。化学镀镍槽最好配备辅槽,以保持镀液的纯净。
塑料线的纯水是由自来水经过纯水系统制得,但由于自来水的水质较差,SS(悬浮物)较高,很大程度上影响到了纯水机的纯水转化率以及污水的排放浓度,也缩短了纯水机的使用寿命。在纯水系统前面增加碳过滤器(如图8所示),可以大幅度降低进水的SS,有效地提高纯水转化率,减少新鲜用水量及污水的排放量和排放浓度,也很好地保护了纯水机,延长了纯水机的使用寿命。
总之,塑料电镀前处理工艺应根据大规模自动线生产的客观要求,具备稳定性高、可操作性强、成本低等特征。
2 预镀与电镀工艺
塑料件在化学镀镍完成金属化导电处理之后,后续的电镀工艺与金属电镀相同。主要流程为:预镀镍(打底镍)→(铜置换)→酸铜→半亮镍→亮镍(也可在半亮镍和亮镍之间加高硫镍)→微孔镍(镍封)→镀铬。

图8 碳过滤器设备Figure 8 Carbon filter
为了防止镀层烧点,工件在沉积化学镍后需进行预镀镍。酸铜具有很强的整平性,对镀层结合力也有一定作用。汽车饰件品质要求高,酸铜电镀时间尽量长些。镀镍主要用于提高产品的抗蚀性能,一般半光亮镍与亮镍层的厚度比控制在3︰2,镍封微粒数控制在1.5 ~ 4.0万个/cm2,镍封和亮镍之间的电位差为+20 mV左右。预镀镍时,阴极电流密度尽量小,以便在相同镍层厚度条件下实现更佳的抗蚀性能。由于塑料完全靠金属镀层导电,因此挂具导电点应尽量多些,并分布在镀层较厚的地方,这样有利于镀铬。镀铬应采用低温、均镀能力高的添加剂,以便更容易控制。
2. 1 预镀镍(打底镍)
预镀镍(打底镍)常用瓦特型镀镍液,其作用是增强、加固化学镀镍层。典型配方及工艺条件为:硫酸镍260 ~300 g/L,氯化镍45 ~ 55 g/L,硼酸40 ~ 50 g/L,pH 3.8 ~ 4.2,温度50 ~ 56 °C,阴极电流密度1.0 ~ 1.5 A/dm2,时间5 ~ 7 min。
2. 2 铜置换(1.1节中的实例三)
由于镀镍层容易钝化,可先浸一层薄的置换铜,有利于酸铜的完全覆盖。荏原优吉莱特贸易有限公司的铜置换配方及操作条件为:硫酸15 ~ 25 mL/L,PDC铜置换剂5 ~ 9 mL/L,室温,时间0.5 ~ 1.5 min。
2. 3 酸铜[3]
镀光亮酸铜可以掩蔽塑料表面的伤痕,以便获得整平性良好的镀层,为最终光亮的镀层外观打好基础。
酸性光亮镀铜可获得光亮、光滑的表面。铜层具有良好的延展性,可以提高被镀零件在温度变化时的稳定性。
虽然在化学镀镍层上可以直接镀镍,但为了提高镀层的耐热冲击性能,宜选镀铜。因为铜镀层的线胀系数比较接近于ABS塑料,所以有铜镀层的零件在室外条件下的使用寿命更长。
铜镀层可以弥补塑料与其他后续镀层之间线胀的差异,即使冷热循环以后,仍可以确保良好的镀层附着性。
2. 4 半亮镍[4]
半亮镍是多层镀镍中的第一层镍,可较强地提高抗蚀性,当电解质贯穿铬、光亮镍层的腐蚀孔到达半光亮镍层时,腐蚀沿着半光亮镍层横向进行,这样延迟了腐蚀作用向整个镍层的穿透,保护了铜层的腐蚀。塑料镀没有基体腐蚀问题,但有铜层腐蚀问题。铜底层腐蚀(即产生铜锈)是汽车饰件所不允许的。
2. 5 全亮镍[4]
双层镍(半亮镍-全亮镍)的底层电位较正,腐蚀体系不像单层镍那样直接穿透镍层,此时把原先基体作为阳极腐蚀变成以光亮镍镀层作为阳极先腐蚀,这样就把原先垂直方向的腐蚀变成在亮镍层上均匀的横向腐蚀了,亮镍层作为阳极先牺牲,有效起到电化学保护作用。
2. 6 镍封(微孔镍)[4]
即在光亮镍镀层与铬镀层之间夹入一层电位比光亮镍还要正20 mV左右且厚度大约为2.5 μm的惰性薄镍镀层,由于基体金属被“封闭”在此体系中不受腐蚀,故此工艺被称为镍封闭(简称“镍封”)。产生微孔,形成电位差,其目的是获得微孔铬层。在电化学腐蚀过程中,铬是阴极,镍是阳极,当铬层表面微孔增多时,阴极镍的腐蚀电流密度大为降低,即减缓了镍层的腐蚀速率,使镀层体系的耐蚀性明显提高。
以下是荏原优吉莱特贸易有限公司的镍封(微孔镍)配方及操作条件:硫酸镍280 ~ 300 g/L,氯化镍45 ~ 55 g/L,硼酸45 ~ 50 g/L,添加剂适量,pH 4.0 ~ 4.4,温度52 ~ 58 °C,时间3 ~ 4 min。
2. 7 珍珠镍[5]
珍珠镍是一种亚光镀层,又名沙镍、沙丁镍、缎面镍。由于其表面晶莹,哑色中带光泽,色泽柔和美观,晶粒形似无数珍珠排布,手感润滑舒适,因此深受用户欢迎。
珍珠镍基础液中加入适当的表面活性剂,在规定的浊点温度上,形成均匀的乳浊液,从而镀取表面细致的珍珠镍层。
为了进一步保障珍珠镍镀层的高质量,宜配备珍珠镍溶液过滤器(见图9),并在电镀设备上加装三维摇摆系统(见图10)。三维摇摆系统的摇摆效果比传统二维摇摆系统更充分,使哑光产品镀层均匀,适应高品质的需要。

图9 珍珠镍过滤器设备Figure 9 Filter for pearl nickel plating

图10 三维摇摆系统Figure 10 Three-dimensional shaking system
2. 8 镀铬[6]
装饰铬镀层是零件最表面的镀层,表面光亮,能长久地保持鲜艳的光泽及颜色不变,同时又保护镍层免受污染,是不可或缺的重要镀层。目前,宁波地区的电镀厂均设有六价铬镀铬和三价铬镀铬两种工艺。三价铬镀铬后加一道电解钝化,可提高其抗蚀性能。典型的六价铬镀铬配方及操作条件为:铬酸酐300 ~ 350 g/L,硫酸0.8 ~ 1.6 g/L,三价铬1.5 ~ 2.5 g/L,ECR-701(荏原优吉莱特贸易有限公司)1.0 ~ 2.0 g/L,温度38 ~ 42 °C,电流密度10 ~ 12 A/dm2。
下面介绍奥特佳科技公司的三价铬镀白铬和黑铬工艺。
(1) 白色三价铬电镀工艺的工作液为100%三价铬开缸剂,操作条件:金属铬20 ~ 24 g/L(22 g/L最佳),硼酸60 ~ 70 g/L(65 g/L最佳),340稳定剂50 ~ 70 mL/L(60 mL/L最佳),pH 2.5 ~ 2.7(2.6最佳),温度28 ~ 40 °C (32 °C最佳),波美度24 ~ 26 °Bé(25 °Bé最佳),阴极电流密度10 ~ 30 A/dm2(15 A/dm2最佳),阳极电流密度3.5 ~ 5.0 A/dm2(4.5 A/dm2最佳),阳极材料为三价铬专用阳极,需连续过滤,采用中等程度机械式或空气搅拌,纯钛管加热。
(2) 三价铬黑铬工艺的工作液为100% 360MU三价黑铬开缸剂,操作条件如下:金属铬16 ~ 24 g/L(16 g/L最佳),硼酸60 ~ 70 g/L(65 g/L最佳),340稳定剂50 ~ 70 mL/L(60 mL/L最佳),温度28 ~ 40 °C(32 °C最佳),波美度23 ~ 27 °Bé(25 °Bé最佳),阴极电流密度6 ~ 18 A/dm2(10 A/dm2最佳),阳极电流密度2.5 ~ 5.0 A/dm2(3.5 A/dm2最佳),阳极材料为石墨,需连续过滤,采用中等程度机械式或空气搅拌,纯钛管加热。
2. 9 挂具镀层的退除
挂具脚上的镀层若不及时剥除,会影响挂具的导电性能,从而影响塑料件的预镀和电镀效果。目前退除挂具镀层较成熟的工艺是污染小的电解法。选用退镀速度快,不损伤挂具的退镀工艺,对自动线生产的正常进行十分重要。典型的配方及操作条件为:M-strip 128(深圳市奥特佳科技有限公司)200 ~ 300 mL/L,pH 6.5 ~ 8.0,时间12 min。也可用日本产的ER-V8退挂粉(包)等类似产品。
3 先进设备的应用
塑料电镀自动线生产工艺的电镀部分与金属装饰性电镀比,除了挂具设计及电流大小方面稍有讲究外,其他差别不大。
在自动线工艺设计时,必须就生产实际情况,如产品材质和品质要求,产品出货量,生产场地大小,生产场地的风向、空气质量等等,通盘考虑,统一布局。
宁波的汽车饰件自动电镀线,有引进香港、新加坡、台湾等公司研制的全自动塑胶电镀生产线和多彩电镀线等关键设备。以宁波晶美科技有限公司投资1.5亿元建设2条全自动龙门电镀线的新项目为例,规划期间就聘请了具有资深电镀行业咨询经验的德国Qubus咨询公司进行把关,硬件投资上选择了许多国内外先进设备,其中主线建造委托了深圳市和科达电镀设备有限公司,全线采用了德国进口 Harter烘箱、意大利 CRS整流器、Mefiag过滤机等辅助设备。电镀工艺上坚持专业化理念,用精益求精的态度继续选择塑料镀铜-镍-铬的表面处理工艺,同时根据市场动态,除了沿用传统的哑光和亮光工艺外,还加入了双色电镀工艺、环保三价铬电镀工艺和尼龙电镀工艺。应用的德国AUCOS程序软件保障了这些工艺的自如切换。

图11 一些塑料电镀生产线上的设备Figure 11 Some devices applied in production line for plating on plastics
4 废水处理
4. 1 宁波晶美科技有限公司
该公司经过多方考察对比,最后在废水处理上选择了新加坡CPG水处理公司,保证了污水处理工作的高效稳定。公司在废水处理等清洁生产上的投资超过1 000万元人民币,投资比例达到6.7%。

图12 宁波晶美科技有限公司废水站Figure 12 Wastewater treatment station in Ningbo Jingmei Science and Technology Co., Ltd.
4. 2 宁波四维尔工业股份有限公司
主要处理本企业的电镀废水,污水处理站的设计处理能为1 017 m3/d,于2012年由永顺环保工业(太仓)有限公司承建的电镀废水处理和回用技改工程,投资480万元,电镀废水回用率大于76%,年节水可达22.5万m3,年减排电镀废水量23万m3,同时每年可削减CODCr18.4 t,总铬0.089 7 t,总铜0.022 5 t,总镍0.067 2 t,节能减排效益明显。其废水处理及回用系统的工艺流程如图13所示。
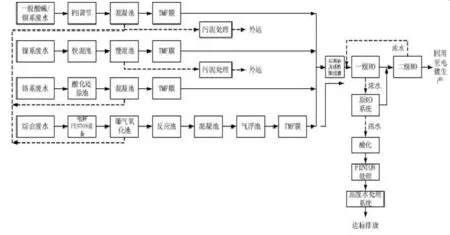
图13 宁波四维尔工业股份有限公司的污水处理及中水回用流程图Figure 13 Flow chart for wastewater treatment and reuse of reclaimed water in Ningbo Swell Industry Co., Ltd.
4. 3 宁波市安信汽车零部件有限公司
该公司为减少重金属排放,投资717.2万元,把废水的收集、处理和中水回用设施进行了彻底的改造(见图14),主要是使用膜反渗透技术将电镀废水制成纯水后回用于电镀生产,以减少电镀新鲜用水和电镀废水的排放,实现电镀废水稳定达标排放,中水回用率为74.7%,年回用水可达6.04万m3(按企业年生产300 d计算),并可减排总铜30.2 kg/a、总镍30.2 kg/a、总铬60.4 kg/a。该项目的实施对周边水环境改善有较为积极的作用,提高了污染防治水平。

图14 宁波市安信汽车零部件有限公司的废水处理及中水回用系统Figure 14 Wastewater treatment and reclaimed water reuse system in Ningbo Anxin Automotive Parts Co., Ltd.
[1] 陈亚. 现代实用电镀技术[M]. 北京: 国防工业出版社, 2003: 314-315.
[2] 沈品华. 现代电镀手册(上册)[M]. 北京: 机械工业出版社, 2010: 6-20.
[3] 王宗雄, 王超, 周长虹, 等. 浅谈光亮酸性镀铜光亮剂及典型故障处理[J]. 表面工程资讯, 2014, 14 (6): 13-18.
[4] 王宗雄, 彭海泉, 王超, 等. 多层镀镍工艺及相关配方[J]. 电镀与涂饰, 2015, 34 (16): 940-952.
[5] 朱卓敏, 王宗雄, 储荣邦. 珍珠镍(沙镍)电镀常见故障的排除方法[J]. 电镀与涂饰, 2016, 35 (11): 579-581.
[6] 王宗雄, 王超, 彭海泉, 等. 镀铬工艺的应用及相关配方介绍(I)[J]. 表面工程与再制造, 2016, 16 (3): 28-32.
[ 编辑:温靖邦 ]
Experience of plating on plastics and wastewater treatment for manufacturing of automotive interior and exterior accessories in Ningbo Municipality
WANG Zong-xiong*, ZOU Huan-jun, DENG Zhi-yong
The plating on plastic processes and wastewater treatment applied to manufacturing of automotive interior and exterior accessories in several plants in Ningbo Municipality were introduced. The metallization and electroplating processes of plastics were presented. The bath compositions for degreasing, hydrophilizing, swelling, roughening, neutralizing, pre-dipping, palladium activating, accelerating, electroless nickel plating and other procedures were given.
car; accessory; plastic; metallization; pretreatment; plating; wastewater treatment
TQ153; TG178
B
1004 - 227X (2016) 19 - 1033 - 10
2016-08-12
2016-10-15
王宗雄(1937-),男,浙江绍兴人,宁波市电镀行业协会高级工程师,专家工作委员会委员,主要从事电镀工艺与添加剂研发。
作者联系方式:(E-mail) nbeaw@126.com。
猜你喜欢
声学与电子工程(2021年4期)2022-01-11
石油化工高等学校学报(2021年1期)2021-04-06
广州化工(2020年13期)2020-07-22
石油勘探与开发(2019年4期)2019-09-06
农家科技中旬版(2019年3期)2019-07-08
表面工程与再制造(2019年1期)2019-05-11
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
中文信息(2016年5期)2016-05-31
