锻压机辅助机器人结构设计与工位规划
2016-03-16 02:01武汉理工大学李红享
湖北农机化 2016年4期
武汉理工大学 李红享
锻压机辅助机器人结构设计与工位规划
武汉理工大学 李红享
为提高锻压生产的安全性,实现锻压零件的无人化生产,设计了一种由运料机器人和冷却机器人构成的锻压机辅助系统。该辅助系统在锻压机作业过程中,根据辅助作业流程,控制运料机器人和冷却机器人按照预定工位动作,实现对锻压机2个冲压缸的供料和冷却。基于Matlab的辅助机器人末端位置作业空间以及工位状态的仿真结果表明,辅助机器人末端位置的作业空间涵盖了辅助作业过程中的各个工位点,工位规划结果正确,机器人末端回程运动安全。仿真结果验证了所设计的锻压机辅助系统方案的可行性。
工业机器人;锻压机;结构设计;工位规划;回程轨迹规划
近年来随着我国汽车、轻工业、风电、高铁等行业迅猛发展,锻压零件的需求量日益增加,给锻造业带来了空前的发展机遇[1-4]。在传统的锻造生产过程中,大多采用人工运料和冷却。这种生产方式给运料工人和冷却工人带来严重的安全隐患和健康威胁。因此,实现锻压零件的无人化生产势在必行。工业机器人作为一种智能、高度灵活的自动化设备,在各个领域已经得到广泛应用[5-8]。本文针对某汽车零件的锻压生产过程,设计锻压机的2个辅助机器人,实现该汽车零件的自动化生产。
1 设计要求
为完成某种汽车零件的锻压过程,需要对该零件进行2次锻压。2次锻压前的工件称为毛坯件,2次锻压后的工件称为成品。毛坯件是一种不规则“套筒”形状的工件,其上下面以及内外表面均十分粗糙。加工前毛坯件放置于供料装置中,成品被加工出来后,放置于收料装置,送料装置和收料装置均为一种传送带,以保证机器人每次取料和放料的时候,工件的坐标不会发生较大的变化。

图1 两个辅助机器人的固定位置
设计2个辅助机器人,即运料机器人和冷却机器人,分别实现加工过程的取放工件和浇水冷却的过程,以实现对该锻压装置的改造和整个生产过程的自动化。
在辅助机器人的设计中,不仅要保证机器人能够完成预定的任务,而且要保证在工作过程中机器人的安全性。根据设计条件,确定2个机器人的固定位置如图1所示。其中,XYZ1为运料机器人参考坐标系,XYZ2为冷却机器人参考坐标系。
为完成预定的要求,在水平面内,相对于XYZ1坐标系,运料机器人末端的作业空间应包括A(-1145,-450)、B(-120,-1100)、C(630,-1100)、D(1130,-450)4点,此外,为保证机器人安全,作业空间也应该包括E(0,-850)点,即在冲压缸底座之外。在竖直面内,Z轴的变化范围是700~1 600。而对于冷却机器人的要求是机器人的末端以及其喷出的水柱能够抵达冲头和冲压缸,以实现冲头和冲压缸的冷却,即相对于XYZ2坐标系,能够抵达F(-375,550,850)、G(-375,550,1620)、H(375,575,1470)、I(375,575,700)4点。
2 系统工作流程设计
根据任务要求,确定辅助系统工作流程图如图2所示。

图2 系统工作流程图
3 机器人结构设计
3.1 运料机器人结构设计
按照辅助机器人系统工作要求,设计运料机器人的结构如图3所示。同时应用D-H法建立坐标系如图3所示。运料机器人的D-H参数如表1所示。

图3 运料机器人结构以及D-H坐标系

表1 运料机器人D-H参数表
应用MATLAB软件对运料机器人的作业空间进行分析,仿真结果如图4所示。
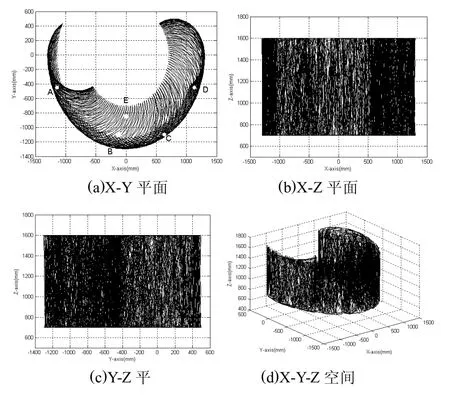
图4 运料机器人末端位置作业空间
由仿真结果可知,运料机器人末端的作业空间涵盖A、B、C、D、E 5点,且在竖直面内的作业范围是700~1600,因此,设计的机器人满足作业要求。机器人的最大工作范围:Xmax=1 300 mm,Xmin=-1 300 mm,Ymin=-1 300 m m,Ymax=500 mm,Zmin=700 mm,Zmax=1 600 mm。
3.2 冷却机器人结构设计
按照辅助机器人系统工作要求,设计冷却机器人的结构如图5所示。同时应用D-H法建立坐标系如图5所示。冷却机器人D-H参数如表2所示。

图5 冷却机器人结构以及D-H坐标系

表2 冷却机器人变换矩阵D-H参数表
应用MATLAB软件对机器人的作业空间进行分析,仿真结果如图6所示。其中的圆点为冲头和冲压缸的边缘位置。
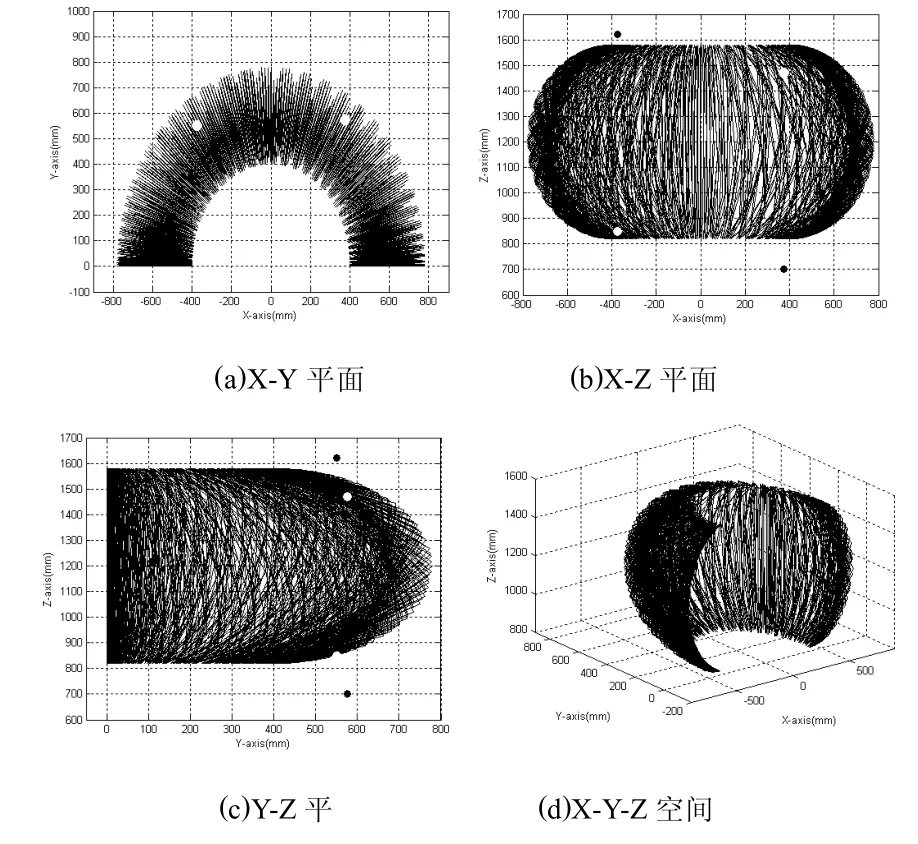
图6 冷却机器人末端位置作业空间
由仿真结果可知,冷却机器人的末端与冲压机无干涉,且末端水柱可以达到冲头和冲压缸,起到冷却的作用。
4 机器人末端位置工位规划
4.1 运料机器人工位规划
运料机器人在工作过程中,其末端从初始位置开始,经由A、B、C、D 4点,然后回到初始位置。根据机器人逆运动学可以计算出在各工位状态,各关节角度或伸出长度。具体工位状态如图7所示。运料机器人工位状态关节参数如表3所示。


图7 运料机器人末端位置工位状态
回程轨迹规划。运料机器人的回程是指在放置好成品工件后,会再次去取毛坯工件,进行下一次的循环工作。为保证在回程过程中,机器人的末端不与锻压机碰撞,同时保证机器人的安全,需要对机器人的末端进行轨迹规划,此处,将末端轨迹规划为沿直线DE、EA回到取工件位置,即


表3 运料机器人工位状态关节参数
运料机器人的回程运动仿真结果如图8和图9所示。由仿真结果可以看出,机器人末端位置逆运算正确,而且,机器人在回程的过程中,沿预定轨迹运动,能够安全运行。

图8 运料机器人末端回程轨迹

图9 各关节角位置曲线
4.2 冷却机器人工位规划
冷却机器人共有4个工位,即冲头1、冲压缸1、冲头2、冲压缸2的冷却,在冲压时,只要保证2=90°,即可保证机器人末端在锻压机底座之外,系统安全运行。冷却机器人工位状态如图10所示。
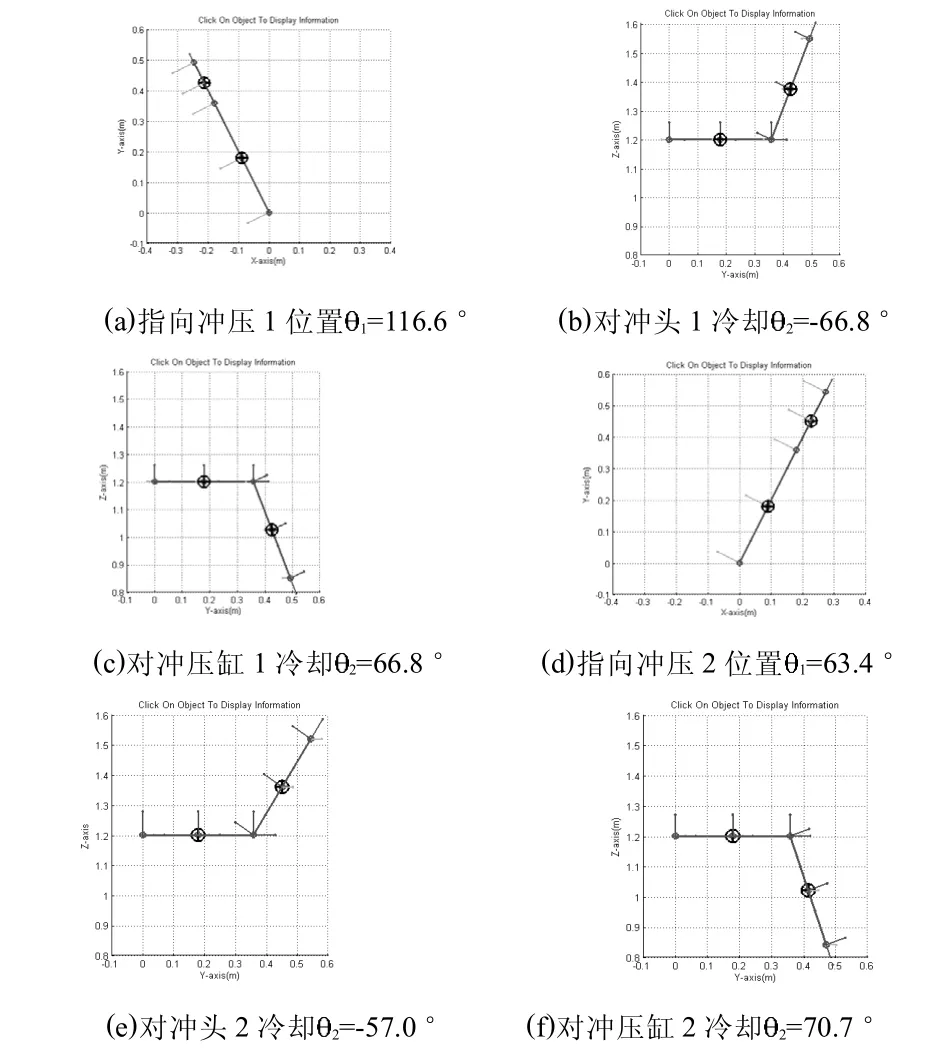
图10 冷却机器人末端位置工位状态
5 结论
本文设计了锻压机的2个辅助机器人,即运料机器人和冷却机器人。作业空间的仿真结果显示,机器人的作业空间涵盖了作业过程中的各个工位点,机器人结构、尺寸合适。设计了辅助机器人系统的工作流程,根据机器人逆运动学推算了各关节在每个工位的角度或伸出长度,并且进行了回程的轨迹规划,仿真结果验证了推算的正确性。
[1]李建军,黄茂林,彭谦之等.锻造技术的发展现状及趋势[J].热处理技术与装备,2015,36(3):57-62.
[2]吴汉卿,王斌修.锻造技术及其发展趋势[J].模具制造,2015,(8):69-71.
[3]贺小坤,白云岭.汽车齿轮的锻造余热等温退火工艺[J].金属热处理,2014,39(11):128-132.
[4]闫鹏程.风电环件锻造工艺与装备最新发展[J].金属加工(热加工),2015,(3):76-79.
[5]机器人技术与应用编辑部.我国工业机器人现状与发展[J].机器人技术与应用,2013,1(1):3-5.
[6]孙英飞,罗爱华.我国工业机器人发展研究[J].科学技术与工程,2012,12(12):2912-2918.
[7]王素艳.机器人在汽车曲轴锻造生产线上的应用研究[J].自动化技术与应用,2015,34(2):79-81.
[8]王生瑶,高志光.自动夹具在锻造过程的应用探索[J].科技促进发展,2012:48-50.
2016-07-06)
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
汽车工艺师(2021年7期)2021-07-30
兰州理工大学学报(2021年3期)2021-07-05
物流技术与应用(2020年5期)2020-06-25
鸭绿江·华夏诗歌(2020年4期)2020-06-15
意林(2020年10期)2020-06-01
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年10期)2018-10-13
诗潮(2018年5期)2018-08-20
制造技术与机床(2017年10期)2017-11-28