
漫话海波(硫代硫酸钠)镀厚银
2016-03-22 01:14秦全生北京丰台区角门阳光花园6号楼4单元101北京100068
电镀与涂饰 2016年1期
关键词:厚度
秦全生(北京丰台区角门阳光花园6号楼4单元101,北京 100068)
漫话海波(硫代硫酸钠)镀厚银
秦全生
(北京丰台区角门阳光花园6号楼4单元101,北京 100068)
作者联系方式:(Tel) 010–57703218。
摘要:某厂从20世纪70年代起一直用海波(即硫代硫酸钠)电镀银加工铜件,但工作电流只允许0.1 ~ 0.3 A/dm2,镀速慢,生产效率低。为此开发了一种海波镀厚银工艺,其镀液配方及工艺条件为:硝酸银55 g/L,无水亚硫酸钠40 g/L,硫代硫酸钠500 g/L,柠檬酸钾40 g/L,温度30 °C,pH 5 ~ 6,阴极电流密度0.4 ~ 1.0 A/dm2,阴阳极面积比1∶(2 ~ 3)。采用该工艺后,镀速提高了1倍。关键词:无氰镀银;硫代硫酸盐;厚度;沉积速率
Author's address: Room 101, Unit 4, No.6 Building, Yangguang Huayuan, Jiaomen, Fengtai District, Beijing 100068, China
硫代硫酸盐的英文hyposulfite中前两个音(hypo-)与普通话“海波”的读音很像,故老一辈习惯把硫代硫酸钠叫做“海波”。海波镀银无氰环保,已成为国内镀银一个分支,逐步取代氰化镀银。
话说北京某电力设备总厂封闭母线分厂从上世纪70年代起一直采用海波电镀银加工铜管、电力铜排接头,至今已有40年历史。其施镀工作电流密度只有0.1 ~ 0.3 A/dm2,电镀银加工时间过长,使电镀车间没有足够的镀银生产加工能力,困扰着镀银业务的开展,待镀铜排包围了车间。
在2012年6月16的北京国际表面处理展的电镀会展中,熟悉我的参展商把正在进行技术咨询的客户引荐给我,因为这不是卖点电镀药水的事。听罢陈述后,我半开玩笑地说:“40年的病太重了,要开刀动手术。”我在外资电镀厂时,老板的口头禅是:打不开电流密度,没有沉积速度的电镀配方,你们工程师不要用,因为我们到广东是挣钱来的,不然就会赔本。而我们中国人一忍就40年,真是不可思议。
翌日后,电话联系,登门拜访,签聘书,派车接到电镀车间视察。我们这一代工程师品德高尚,出主意办事的原则是:少花钱,多办事;不花钱,也办事。我首先提出:只增加一个大点的海波镀银槽就可以了。但没有场地空间是一,没天车工位是二。停工、停产改设备又花钱太多。逼到实在没办法了,走改设备的硬实力不行,只有改进海波镀厚银的软实力了。用北京的俗语讲,是骡子是马要出来遛遛了。最后决定研发海波镀厚银液。
我用了很长时间翻阅了有关海波镀银有关文献及专利。在徒弟小王的帮助下,从烧杯试验、小槽电镀试验、直到生产试验逐一完成。
电镀是实践性很强的应用电化学,镀液成分的改变要考虑老镀液的兼容性,因为银是贵金属,废弃的话会有很大的经济损失。因此徒弟小王心生疑虑,怕与我共担责任,最后退出。一天深夜,我接到总经理的电话,说两种镀液生产性混溶成功,电镀银的速度提高一倍,从夜班起开始投入生产。我激动得流下了泪水,心中一块石头总算落了地。
新旧配方工艺对比如下:
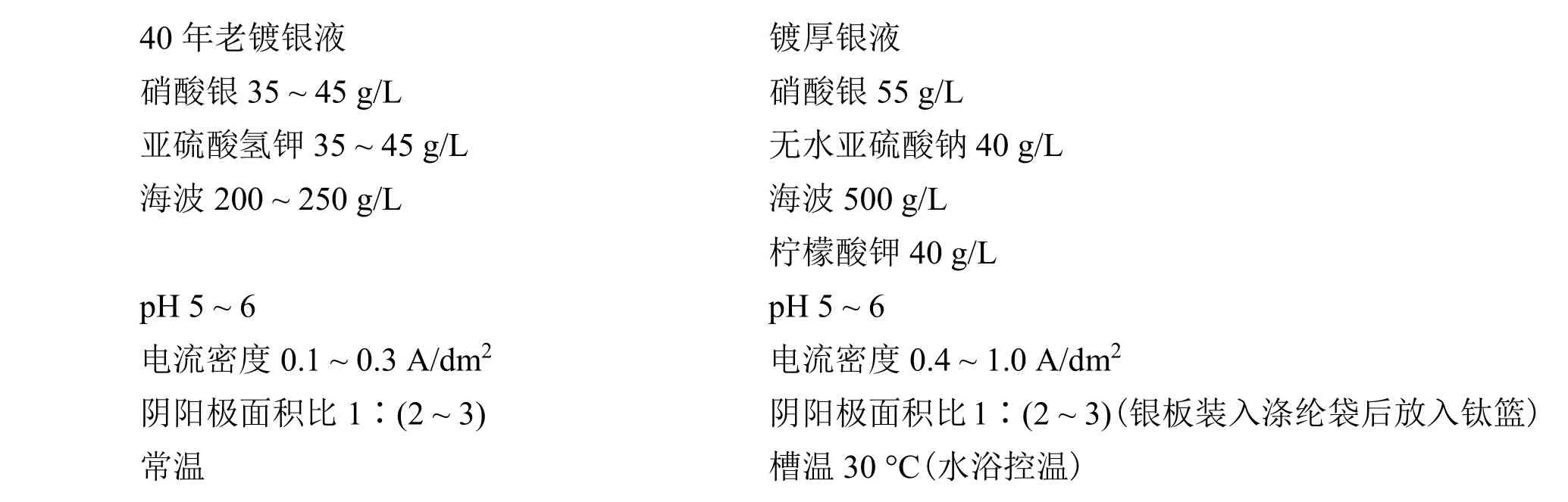
40年老镀银液 镀厚银液硝酸银35 ~ 45 g/L 硝酸银55 g/L亚硫酸氢钾35 ~ 45 g/L 无水亚硫酸钠40 g/L海波200 ~ 250 g/L 海波500 g/L柠檬酸钾40 g/L pH 5 ~ 6 pH 5 ~ 6电流密度0.1 ~ 0.3 A/dm2 电流密度0.4 ~ 1.0 A/dm2阴阳极面积比1∶(2 ~ 3) 阴阳极面积比1∶(2 ~ 3)(银板装入涤纶袋后放入钛篮)常温 槽温30 °C(水浴控温)
为补充蒸发损耗,须根据银含量的化验结果来补加开缸厚银镀液。
海波在水中溶解度极大,不会析出。柠檬酸钾是配位剂,可稳定镀液,拓宽电流密度。
因公司图纸规定镀银层为哑光,不允许添加有机光亮剂,以免其夹杂在镀银层表面,故所得银镀层为纯银。
近年来随着表面科技发展,电力铜排电刷镀银应运而生,其镀速比电镀厚银更快。电刷镀银液也向无氰环保的海波电刷镀银转变,其镀液已市场商品化。
[ 编辑:温靖邦 ]
美国《剑桥科学文摘》中17个数据库收录《电镀与涂饰》杂志
根据2015年公布的最新数据,《电镀与涂饰》杂志被美国《剑桥科学文摘》(CSA)中17个数据库收录,这些数据库分别为:
(1) 先进宇航宇航技术数据库(Advanced Technologies Database with Aerospace)
(2) 宇航数据库(Aerospace Database)
(3) 铝工业文摘(Aluminum Industry Abstracts)
(4) 新技术及工程文摘(ANTE: Abstracts in New Technology & Engineering)
(5) 土木工程文摘(Civil Engineering Abstracts)
(6) 计算机与信息系统文摘(Computer and Information Systems Abstracts)
(7) 铜技术参考文库(Copper Technical Reference Library)
(8) 腐蚀文摘(Corrosion Abstracts)
(9) 工程技术研究数据库(Engineering Research Database)
(10) 电子与通讯文摘(Electronics and Communications Abstracts)
(11) 工程材料文摘(Engineered Materials Abstracts)
(12) 材料研究数据库(Materials Research Database)
(13) 材料商行文件(Materials Business File)
(14) 金属文摘(METADEX)
(15) 机械与运输工程文摘(Mechanical & Transportation Engineering Abstracts)
(16) 固态与超导文摘(Solid State and Superconductivity Abstracts)
(17) 技术研究文摘(Technology Research Database)
【中国专利信息】
编者注:本期刊登的是2014年5−6月份国家知识产权局公布的有关表面处理系列类专利信息。如需专利全文,请与我部联系(电话:020–61302803,QQ:402629813)。欲了解更多、更新的专利信息,请登录表面处理领航网(http://www.sfceo.net/down/)。
一种电镀光亮锡锌镍合金工艺
申请号 201210498219.X
公开日 2014.06.11
申请人 沈阳工业大学
地址 辽宁省沈阳市沈阳经济技术开发区沈辽西路111号
本发明涉及一种装饰性金属表面防护制备方法,属于材料制备和加工领域。其主要技术特征是:步骤1──碱洗除油,以去除零件表面的油脂和保证表面颜色不变黑为目的;步骤2──活化,其溶液的组成为:碳钢活化溶液和铜件活化液;步骤3──电镀。电镀溶液的组成为:焦磷酸钾170 g/L,硫酸亚锡11 g/L,硫酸锌25 g/L,硫酸镍25 g/L,硫酸钠60 g/L,水溶性添加剂0.6 g/L,松香0.3 g/L,十二烷基磺酸钠1.5 g/L,电流密度0.05 A/dm2,温度为25 ~ 45 °C,pH为8.5,电镀时间为10 min,阳极为锡锌镍三电极,其比例为1∶1∶1,阴极为碳钢。本发明的优点是电流密度低,短时间内(5 ~ 10 min)可达到10 μm,表面均匀致密,呈银白色镜面光亮。
纯硫酸盐电镀锡添加剂及其镀液
申请号 201410135618.9
公开日 2014.06.25
申请人 哈尔滨工业大学
地址 黑龙江省哈尔滨市南岗区西大直街92号
本发明公开了一种纯硫酸盐电镀锡添加剂及其镀液,所述添加剂包括如下成分:0.1 ~ 200 mg/L消泡剂,0.1 ~ 50 g/L细晶剂,0.01 ~ 20 g/L走位剂,0.1 ~ 40 g/L抗氧剂。所述镀液包括如下成分:硫酸亚锡5 ~ 100 g/L,硫酸0.1 ~ 100 mL/L,添加剂包括0.1 ~ 200 mg/L消泡剂、0.1 ~ 50 g/L细晶剂、0.01 ~ 20 g/L走位剂、和0.1 ~ 40 g/L抗氧剂。本发明提供的添加剂不含阴,阳离子以及两性表面活性剂,聚甲醛及聚环氧乙烷以及聚环氧丙烷的均聚物,醛类,杂环类化合物,胺类化合物,多氨基羧酸,硫氨基酸以及任何有机溶剂。本发明添加剂组成的镀液能在线速度为0 ~ 800 m/min条件下,获得结晶细致,覆盖均匀的亚光镀层。
一种用于低温制备光亮铝镀层的
离子液体电镀液及其使用方法
申请号 201210523573.3
公开日 2014.06.11
地址 北京市海淀区中关村北二条1号
本发明提供了一种用于低温制备光亮铝镀层的离子液体电镀液及其使用方法。它涉及绿色、清洁电镀领域。该电镀液由无水卤化铝(A) N,N″−二烷基咪唑卤化物(B)和添加剂(C)吡啶衍生物混合而成。无水卤化铝(A)与N,N″−二烷基咪唑卤化物(B)的表观摩尔比为(1 ~ 3)∶1,添加剂(C)的加入量为0.5 ~ 15 g/L。操作条件为:惰性气体保护下,阴极电流密度为0.5 ~ 5 A/dm2,镀液温度为25 ~ 100 °C,施镀时间为10 ~ 120 min,搅拌速率为0 ~ 500 r/min。该方法克服了有机溶剂体系电化学窗口窄、电导率低、挥发性强、易燃烧和无机熔盐体系操作温度高,能耗大,设备腐蚀和环境污染严重等弊病,所得镀层发射率较低,纯度较高,厚度易于控制,且通过定时定量补加添加剂镀液可重复使用。
无氰仿金电镀Cu–Zn二元合金的方法
申请号 201210533734.7
公开日 2014.06.18
申请人 中国科学院过程工程研究所
地址 北京市海淀区中关村北二条1号
为了改善现有仿金电镀工艺中含氰镀液有剧毒,阳极溶解性能差,三废处理成本高;无氰镀液组成复杂,工艺参数范围窄,仿金色泽不够逼真等问题,本发明提供了一种在低碳钢上无氰仿金电镀Cu–Zn二元合金电镀液及其使用方法。其特征在于:基体活化处理后不用清洗直接进行电镀,操作简单;由焦磷酸钾、硫酸铜、硫酸锌、丙三醇组成的仿金镀液,绿色、环保、分散性好、均镀能力强、组成简单、便于维护;制备的仿金镀层满足国家标准GB/T 9286–1998《色漆和清漆 漆膜的划格试验》要求;经钝化、封闭保护后满足国家标准GB/T 5938–1986《轻工产品金属镀层和化学处理层的耐蚀试验方法》的5%食盐水中性盐雾试验指标,可用作装饰性镀层。
无氰电镀银溶液及其电镀方法
申请号 201410131938.7
公开日 2014.06.18
申请人 苏州大学
地址 江苏省苏州市工业园区仁爱路199号
本发明公开了一种无氰电镀银溶液,主要由硝酸银、硫代硫酸钠、无水亚硫酸钠、醋酸铵、醋酸钾、硼酸、烟酸与去离子水配制而成。本发明的镀液成分中不含有剧毒物质,为无氰配方,减小了对环境的危害。镀液成分简单易得,成本较低。镀液稳定性较好,在久置后不出现沉淀、变色等现象;且久置后的镀液的施镀效果与新配制镀液相同。镀液的分散能力和均镀能力也较好,允许的电流密度范围较宽,且在所允许的电流密度范围内均能得到性能良好的银镀层。所获镀层平滑一致,结晶细密,与基体有较强的结合力;镀层外观平整光亮,久置与空气中并没有发生变色,抗变色性优异。
现阶段教育部提出大学英语教学向ESP教学转型,我国高校ESP教学应如何定位?ESP课程和专业英语教学课程如何兼容?现行的EGP(English for General Purposes/基础英语教学)是否应该取消?特别是各类ESP教学是语言教学还是专业知识教学,或是两者的结合?这些问题众说纷纭,有学者认为我国ESP教学应向ESAP(English for Specific Academic Purposes)发展,还有学者认为大学英语应直接由ESP教学代替,主张在大学新生入学开始就进行专项ESP英语。课程定位是高校进一步开展ESP教学需首要解决的问题,需要有明晰的认识。
一种电镀方法
申请号 201210572475.9
公开日 2014.06.25
申请人 安费诺(天津)电子有限公司
地址 天津市东丽区东丽开发区五经路17号
本发明提供一种电镀方法,所述电镀方法至少包括在待电镀物品表面形成镍镀层,所述待电镀物品表面包括接触区、焊接区以及连接于所述接触区与焊接区之间的体区;在所述接触区的镍镀层上形成抗腐蚀镀层,在所述焊接区的镍镀层上形成锡镀层或自下而上分别形成抗腐蚀镀层和锡镀层;并对所述待电镀物品表面进行整体镀黑,形成黑色镀层的步骤。采用本发明的电镀方法不仅保证了音频端子接触区外观为黑色、具有良好抗腐蚀性能以及焊接区具有优良可焊性的要求,而且具有稳定性好、效率高、成本低的优点。
电镀锌钢板的制造方法
申请号 201280048572.6
公开日 2014.06.04
申请人 杰富意钢铁株式会社
地址 日本东京都
本发明提供一种抑制电流效率的降低、具有高白色度的电镀锌钢板的制造方法。在具有2−苯并噻唑巯基的有机化合物中的1种或2种以上合计小于0.01质量ppm的电镀锌浴中进行电镀锌处理。接着,在合计含有0.01 ~ 3质量ppm的具有2−苯并噻唑巯基的有机化合物中的1种或2种以上的电镀锌浴中,以锌附着量成为镀覆层整体的1% ~ 50%的方式进行电镀锌处理。
电镀锌钢板的制造方法
申请号 201280048582.X
公开日 2014.06.04
申请人 杰富意钢铁株式会社
地址 日本东京都
本发明提供一种具有高白色度的电镀锌钢板的制造方法。在合计含有0.01 ~ 3质量ppm的苯并噻唑、2−甲基苯并噻唑、2−氨基苯并噻唑、2−苯并噻唑酮中的1种或2种以上的电镀锌浴中,对钢板进行阴极电解处理。
电镀装置和PCB板导通孔镀铜的方法
申请号 201210519775.0
公开日 2014.06.11
申请人 北大方正集团有限公司、杭州方正速能科技有限公司
地址 北京市海淀区成府路298号方正大厦9层
本发明提供了一种电镀装置,包括电镀槽和副槽,所述副槽中的阳极金属连接至所述供电装置,待电镀工件连接至所述供电装置的负极,所述副槽与所述电镀槽连通并为所述电镀槽提供电镀液,所述阳极金属浸入所述电镀液中,所述电镀槽为所述待电镀工件镀金属。本发明还提供了一种PCB板导通孔镀铜的方法。本发明提供的电镀装置,能对超厚径比、精细线路的PCB板进行电镀。
一种仿古青铜电镀液及其制备方法与应用
申请号 201410084915.5
公开日 2014.06.25
申请人 苏州捷德瑞精密机械有限公司
地址 江苏省苏州市高新区浒关工业园青花路6号标准厂房
本发明公开了一种仿古青铜电镀液及其制备方法与应用,仿古青铜电镀液以重量组分计包括:氰化亚铜22 ~ 30份,硫酸锌25 ~ 34份,氰化钠20 ~ 26份,焦磷酸钠60 ~ 70份,聚乙二醇20001 ~ 6份,氯化钠0.5 ~ 1.2份,酒石酸钾钠8 ~ 16份,碳酸氢钠0.5 ~ 2份,水30 ~ 50份。制备方法为将水加热到50 ~ 60 °C,在搅拌的状态下加入聚乙二醇2000,搅拌使其完全溶解,然后加入其余各组分,充分搅拌溶解即得;本发明提供的电镀液使用时只需将待电镀工件浸没于电解槽内的电镀液中,通入电流即可进行。使用本发明提供的仿古青铜电镀液电镀产品后可以使电镀后的工件长期保持稳定,颜色不会发生变化。
一种铝合金黑色微弧氧化膜的制备方法
申请号 201410093609.8
公开日 2014.06.04
申请人 南京浩穰环保科技有限公司
地址 江苏省南京市鼓楼区新模范马路5号工业大学校区工程楼227室
本发明公开的一种铝合金黑色微弧氧化膜制备方法,该方法按以下步骤进行:首先,称取磷酸钠、硼酸钠和硅酸钠,加入去离子水稀释,搅拌至无色透明溶液;将乙酸钴按比例加入上述溶液中,搅拌均匀,以此作为微弧氧化电解液。然后,将待处理的铝合金试样置于此电解液中进行微弧氧化处理,即可在铝合金试样表面形成厚度为5 ~ 20 μm含有CoO的黑色微弧氧化膜层。本发明的方法是对常规微弧氧化制备工艺的改进,铝合金表面制备的黑色微弧氧化膜层,外观平整光滑,着色剂CoO与Al2O3之间结合强度好,CoO不溶出,经长时间使用不褪色。相对于传统着色方法可实现一步制备,减少工序、节约成本。
钼合金膜及铟氧化膜的蚀刻液组合物
申请号 201280051864.5
公开日 2014.06.25
申请人 易安爱富科技有限公司
地址 韩国首尔市江南区奉恩寺路151号
本发明涉及一种钼合金膜及铟氧化膜的蚀刻液组合物,尤其是一种用于钼合金膜、铟氧化膜或钼合金膜和铟氧化膜的多重膜的蚀刻液组合物,基于整体组合物总质量,其包含:5% ~ 25%过氧化氢,0.1% ~ 2.0%腐蚀抑制剂,0.1% ~ 2.0%全氟化合物,0.1% ~ 2.0%全氯化合物,0.1% ~ 5.0%双氧水稳定剂及使整体组合物的质量分数达到100%的水。本发明的目的在于,对用于TFT-LCD像素电极上的钼合金膜、铟氧化膜或钼合金膜与铟氧化膜的多重膜进行蚀刻时,控制析出物的生成,提高蚀刻设备的耐久性,可最大程度地减小对用于TFT源极和漏极的铜的腐蚀。
一种碲锌镉晶体表面的钝化方法
申请号 201410088904.4
公开日 2014.06.25
申请人 上海电力学院
地址 上海市杨浦区平凉路2103号
本发明公开了一种碲锌镉晶体表面的钝化方法,即首先配制钝化液即按质量比计算,即硫脲:去离子水为9∶100的硫脲的水溶液,然后将已经做好电极的碲锌镉晶片放入钝化液中进行钝化11 ~ 19 min后,立即用大量去离子水清洗3 ~ 5次,接着用无水乙醇清洗1次,最后用洗耳球吹干,即完成碲锌镉晶体表面的钝化。本发明的一种碲锌镉晶体表面的钝化方法,钝化工艺简单、处理成本低,有效降低碲锌镉晶体的表面漏电流。
一种镀锌无铬彩色钝化液、配制及使用方法
申请号 201410061186.1
公开日 2014.06.11
申请人 昆明理工大学
地址 云南省昆明市五华区学府路253号
本发明涉及一种镀锌无铬彩色钝化液、配制及使用方法,属于防腐技术领域。该钝化液的成分为20 ~ 30 g/L硅酸钠、15 ~ 25 g/L硝酸锌、10 ~ 30 mL/L硝酸、6 ~ 10 g/L葡萄糖酸钠、8 ~ 12 g/L氟化钾、4 ~ 6 mL/L硫酸,其余为水,pH为1.5 ~ 2.5。按照该钝化液的成分配比依次向配制好的硅酸钠溶液中混合浓硫酸、浓硝酸、硝酸锌、葡萄糖酸钠和氟化钠,最后用稀硫酸或稀氢氧化钠溶液调整pH为1.5 ~ 2.5。将钢铁零部件预处理后放入该钝化液中,在35 ~ 45 °C的条件下浸泡20 ~ 60 s后用清水冲洗干净干燥即可。无铬钝化液均为无机盐,减少了废水排放的污染,降低了对人体的伤害;满足电镀锌钢铁零部件性能和外观要求的硅酸盐彩色钝化工艺。
一种镜面铝板的无铬钝化前处理方法
申请号 201410133205.7
公开日 2014.06.18
申请人 上海瑞尔实业有限公司
地址 上海市嘉定区安亭大众工业园区一区米泉南路625号
本发明涉及一种镜面铝板的无铬钝化前处理方法,包括脱脂→水洗→表调→水洗→无铬钝化→纯水洗。其中脱脂溶液的组成为(质量分数):氢氧化钾1% ~ 4%,硅酸钾0.5% ~ 1.6%,四硼酸钾0.3% ~ 1.2%,脂肪醇烷氧基醚0.5% ~ 2.0%及复合缓蚀剂0.1% ~ 0.8%。表调溶液的组成为:磷酸1% ~ 4%,氢氟酸0.15% ~ 0.3%。无铬钝化溶液的组成为:六氟锆酸0.2% ~ 0.6%,六氟钛酸0.05% ~ 0.20%,硝酸镁0.5% ~ 1.6%,氢氟酸0.03% ~ 0.07%,硫酸钠0.02% ~ 0.05%,3−氨基丙基三乙氧基硅烷0.1% ~ 0.3%及镧系稀土化合物0.006% ~ 0.010%。本发明的无铬钝化前处理方法处理镜面铝板时能满足镜面不失光,钝化膜层无色透明,可取代目前镜面铝板所采用的六价铬钝化方法。
铝合金表面钝化液及其处理方法
申请号 201210492364.7
公开日 2014.06.04
申请人 汉达精密电子(昆山)有限公司
地址 江苏省苏州市昆山市综合保税区第二大道269号
一种铝合金表面钝化液及其处理方法,该铝合金钝化液组分包含:0.1 ~ 10.0 g/L氟硅酸钾,0.1 ~ 5.0 g/L氟化钠,0.1 ~ 5.0 g/L氟锆酸钾,0.1 ~ 10.0 g/L硝酸,0.1 ~ 10.0 g/L植酸。本发明还提供一种铝合金表面钝化液处理方法,该处理方法包括将铝合金与钝化液接触,所述钝化液为上述的铝合金表面钝化液。相较于现有技术,本发明铝合金表面钝化液及其处理方法,其中该钝化液具有以下优点:不含重金属离子尤其不含铬离子,减轻了废水处理的负担,减少了对环境及人类健康的危害,钝化处理时间短,钝化过程无需加热;该处理方法的步骤简单,得到的铝合金产品耐腐蚀性强。
环保型一剂双色镀锌三价铬钝化剂及其制备和使用方法
申请号 201410093329.7
公开日 2014.06.18
申请人 沈阳市环东电镀厂
地址 辽宁省沈阳市沈河区东陵乡高官台街29巷3号
本发明提供一种环保型一剂双色镀锌三价铬钝化剂,由氯化铬、氟化物、硫酸盐、硝酸、脂肪醇聚氧乙烯醚和水组成;每升环保型一剂双色镀锌三价铬钝化剂中含有5 ~ 30 g氯化铬,6 ~ 10 g氟化物,3 ~ 6 g硫酸盐,5 ~ 10 mL质量浓度为98%的硝酸,0.01 ~ 0.10 g脂肪醇聚氧乙烯醚,其余为水和杂质。本发明的环保型一剂双色镀锌三价铬钝化剂组分简单、用料少、成本低,一剂兼得,能够节省生产成本,简化加工工序,提高工作效率;所形成的钝化膜中无含六价铬的有害物,从钝化剂的生产工艺中消除了有害的六价铬的污染;所产生的废水不含六价铬,三价铬的含量小,废水处理工艺简单、环保低碳,完全消除了有毒六价铬严重污染环境的历史。
一种用于处理压铸锌合金的三价铬蓝白钝化液
申请号 201410134051.3
公开日 2014.06.18
申请人 西南大学
地址 重庆市北碚区天生路216号
一种用于处理压铸锌合金的三价铬蓝白钝化液,其组分及含量分别为:三价铬盐0.3 ~ 0.4 g/L,锆盐0.05 ~ 0.10 g/L,KAl(SO4)2·12H2O 0.01 ~ 0.05 g/L,混合添加剂0.05 ~ 0.1 g/L,余量为水。该三价铬钝化液中,六价铬、铅、镉、汞、多溴联苯(PBBs)和多溴联苯醚(PBDEs)的含量均符合欧盟RoHS限量标准的要求;其生产设备简单、成本低廉;经该三价铬钝化液处理后,压铸锌合金表面色泽白亮,略显蓝白色;钝化膜层的耐中性盐雾腐蚀时间可达96 h以上。该压铸锌合金用三价铬钝化液可实现对传统锌合金六价铬钝化液的替代。
一种钢厂连退线镀锌板无铬复合钝化剂及其制备方法
申请号 201410081359.6
公开日 2014.06.04
申请人 东北大学
地址 辽宁省沈阳市和平区文化路3号巷11号
本发明公开了一种钢厂连退线镀锌板无铬复合钝化剂,所述的钝化剂是由以下质量百分比的原料组成:主成膜剂5% ~ 20%,偶联剂0.1% ~ 5%,无机配位成膜剂0.1% ~ 0.5%,硅酸盐0.1% ~ 4%,乳化剂0.1% ~ 0.4%,分散剂0.1% ~ 0.2%,缓蚀剂0.1% ~ 0.4%,保护胶体0.1% ~ 0.3%,纳米封闭剂0.1% ~ 1%,磷酸盐0.1% ~ 0.4%,水余量。本发明的钝化剂外观为均一,稳定液体,保质期90天以上,无毒环保,符合RoHS要求。改钝化剂配制过程简单,钝化成膜外观均匀,有一定光泽。使用该钝化剂钝化处理的镀锌钢板耐蚀性能明显提高,耐中性盐雾SST时间达到72 h以上,白锈白锈面积<5%,耐黑变ΔE <5,耐黄变ΔE <3,耐碱性耐碱性ΔE <3,层间电阻R <3 Ω/cm,导电性<1 mΩ。
一种镀锌层的三价铬多颜色钝化剂
及其制备方法和钝化处理方法
申请号 201410088254.3
公开日 2014.06.11
申请人 北京美坚默克化工产品有限公司
地址 北京市大兴区兴华大街(二段)13号院3号楼3层316室
本发明提供一种镀锌层的三价铬多颜色钝化剂及其制备方法和钝化处理方法;一种镀锌层的三价铬多颜色钝化剂,包括铬酸酐65 ~ 75 g/L,硫酸95 ~ 110 g/L,蔗糖10 ~ 20 g/L,硝酸铬10 ~ 200 g/L,扩散剂10 ~ 100 g/L,硝酸钴20 ~ 200 g/L,氢氟酸10 ~ 200 g/L,柠檬酸5 ~ 150 g/L,DL−酒石酸5 ~ 150 g/L,其余为水。本发明并提供了上述钝化剂的制备方法和应用方法。经本发明钝化剂钝化处理后可得到两种色彩,一种是亮蓝色膜层,另一种是五颜六色的彩色膜层,该产品属环保型钝化剂,不含六价铬、汞、铅、镉及苯醚类等有毒物质,对人体及环境无损害。
一种镀锌层无铬钝化液
申请号 201410057395.9
公开日 2014.06.18
申请人 惠州大亚湾达志精细化工有限公司
地址 广东省惠州市大亚湾西区科技创新园科技路5号
本发明涉及金属表面处理技术领域,具体是涉及一种镀锌层无铬钝化液。所述镀锌层无铬钝化液包含有机金属盐、配位剂、耐蚀添加剂;其中,有机金属盐由钼酸盐、硅酸盐、钨酸盐中至少一种与多乙烯多胺合成;所述耐蚀添加剂为可溶性镧盐、锆盐、铈盐中至少一种。本发明镀锌层无铬钝化液不含铬元素,且采用本发明钝化液钝化镀锌层得到的钝化层与传统含铬钝化液钝化镀锌层得到的钝化层的耐蚀性相当。
无铬钝化液以及制备无铬钝化液的方法
申请号 201310267568.5
公开日 2014.06.18
申请人 温州万众表面处理技术有限公司
地址 浙江省温州市龙湾区蒲州街道温州大道428号六层8606室
本发明公开了一种无铬钝化液,包括改性水性环氧树脂15% ~ 60%、硅溶胶2% ~ 5%和助剂。无铬钝化液具有以下有益效果:(1)可以在常温下直接辊涂在压花铝板,即可生产出高耐蚀、耐酸、耐碱、达到硬度要求的压花铝板。(2)稳定性强,并且具有良好的自交联特性,可以获得综合性能极佳的涂层。(3)由于本发明中改性水性环氧树脂,接枝单体中引入多种官能团,这些官能团不仅可以实现环氧的水性化,而且具有良好的自交联性质,提高耐蚀性;可以提高耐盐雾100 h以上。(4)本发明提供的替代阳极氧化的无铬钝化液是以氨基改性硅烷扩链接枝型环氧树脂,引入硅氧烷基团,极大提高涂层与压花铝板的附着力。(5)配方中硅溶胶的添加,极大的提高了膜层的硬度,涂覆后的烟花铝板硬度可达6H以上。
一种钼酸盐钝化液及用其钝化金属锰的方法
申请号 201410110662.4
公开日 2014.06.04
申请人 北方民族大学
地址 宁夏回族自治区银川市西夏区文昌北路204号
本发明涉及一种钼酸盐钝化液及用其钝化金属锰的方法。其特点是,包括如下步骤:(1)取钼酸盐,取三乙醇胺和羟基己叉二磷酸配合作为配位剂,然后将钼酸盐和配位剂加水配制成钝化液,控制钼酸铵的质量分数为1.0% ~ 4.0%,三乙醇胺的质量分数为0.5% ~ 1.0%,羟基己叉二磷酸的质量分数为0.05% ~ 0.15%;(2)将锰在所得钝化液中进行钝化,控制钝化温度在15 ~ 35 °C,钝化时间30 ~ 90 s,钝化液pH 6 ~ 7。本发明方法选择有效配位剂配合钼酸盐对金属锰进行钝化,在电解金属锰表面形成一层钼酸盐钝化膜,来有效防止金属锰的腐蚀。可以代替传统的重铬酸盐钝化,从源头上实现真正的无铬钝化,达到铬的零排放。
一种化学镀镍磷合金镀液配方
申请号 201410062422.1
公开日 2014.06.18
申请人 浙江海洋学院
地址 浙江省舟山市定海区文化路105号
本发明公开了一种化学镀镍磷合金镀液配方,由前处理液与后处理液构成,前处理液由以下质量比原料制成:20% ~ 30%二甲胺,20% ~ 30%氨水,40% ~ 60%甲醛溶液。后处理液由以下质量比原料制成:20% ~ 25%粉煤灰,70% ~ 80%聚丙烯酰胺水。聚丙烯酰胺水中聚丙烯酰胺的含量为3% ~ 4%;前处理液与后处理液构成质量比为1∶(44 ~ 42)。制备阳离子聚丙烯酰胺改性粉煤灰配方的方法包括以下步骤:前处理液步骤配制:按比例将二甲胺和氨水充分混合;按比例加入甲醛溶液,升温,反应,然后冷却备用;后处理液步骤配制:按比例将粉煤灰、聚丙烯酰胺水溶液搅拌混合。本发明以粉煤灰为原料,能耗低环境友好,可有效改善印染废水混凝脱色效果。
一种三价铬镀液及在三价铬镀液中电沉积铬镀层的方法
申请号 201410053746.9
公开日 2014.06.11
申请人 惠州大亚湾达志精细化工有限公司
地址 广东省惠州市大亚湾西区科技创新园科技路5号
本发明提供一种三价铬镀液及在三价铬镀液中电沉积铬镀层的方法,三价铬电镀液主要包含铬盐、导电盐、配位剂、水以及催化剂,其中所述催化剂含量为5 ~ 30 g/L。在三价铬镀液中电沉积硬铬镀层的方法是,首先将DSA涂层钛板放入一种三价铬电镀液中,作为阳极;其次将工件放入一种三价铬电镀液中,作为阴极;最后通入直流电源,阴极电流密度5 ~ 30 A/dm2,电镀液温度40 ~ 50 °C,电镀时间1 ~ 10 min。解决现有三价铬电镀工艺中所沉积的镀层抗腐蚀能力差,镀层硬度低,不能满足实际工业生产需求技术问题。通过在镀液中加入催化剂铬的氧化物,可明显提高铬层抗腐蚀能力和硬度。
通过电沉积来渗滤处理毡部件的方法
申请号 201280036028.X
公开日 2014.06.18
申请人 雷恩第一大学、国家科研中心
地址 法国雷恩
一种通过借助于电沉积对至少一个毡部件渗滤来制造镀金属或能镀金属的毡的方法,包括:把至少一个毡部件保持在镀金属反应器中的步骤,所述镀金属反应器包括用于至少一个毡部件的全部或部分以导电材料制成的支架并且限定由毡部件分隔开的第一隔室和第二隔室,所述支架电连接到反电极;使包括电激活金属离子盐的电解溶液穿过所述毡部件的步骤;使电流通过所述毡部件的步骤;使电解溶液穿过所述毡部件的步骤包括使电解溶液的一部分至少一次在从镀金属反应器的所述第一隔室向所述第二隔室的方向上并且在从第二隔室向第一隔室的相反方向上穿过。
一种用于微孔填充的化学镀铜溶液及其制备方法
申请号 201410135910.0
公开日 2014.06.18
申请人 丽水学院
地址 浙江省丽水市莲都区学院路1号
本发明公开了一种用于微孔填充的化学镀铜溶液及其制备方法,1 L该化学镀铜溶液由下述质量配比的原料组成:五水硫酸铜5 ~ 20 g/L,EDTA 10 ~ 30 g/L,乙醛酸5 ~ 20 g/L,加速剂0.000 5 ~ 0.002 0 g/L,抑制剂0.001 ~ 0.020 g/L,NaOH 1.5 ~ 3.5 g/L,蒸馏水添加至该化学镀铜溶液的体积为1 L。所述加速剂为硫脲丙基磺酸盐、硫脲丙基磺酸盐的同分异构体及其衍生物中的任意一种。抑制剂为平均分子量在3 000 ~ 8 000的聚乙二醇。本发明通过在化学镀铜溶液中添加加速剂,快速实现了微孔的无空洞、无缝隙、完美的化学铜填充,且化学镀铜溶液稳定,沉积铜膜质量好。
使用无电沉积法或电沉积法制备纳米复合材料磁体的方法
申请号 201380003531.X
公开日 2014.06.25
申请人 LG电子株式会社、汉阳大学校艾丽卡产学协力团
地址 韩国首尔
本发明涉及一种在短时间内制造大量硬-软磁性纳米复合材料粉末的方法。本发明的硬–软磁性纳米复合材料粉末具有很多优点,如不受稀土元素的资源供应问题影响且价格低,并能够克服常规铁氧体单相材料所具有的物理和磁性限制。
化学镀镍溶液
申请号 201210570453.9
公开日 2014.06.25
申请人 际华三五二二装具饰品有限公司
地址 天津市河东区万东路118号
本发明涉及一种化学镀镍溶液,其溶液的组分及其质量份数分别为:柠檬酸钠18 ~ 22份,硫酸镍28 ~ 32份,次磷酸钠28 ~ 32份,氯化铵18 ~ 22份,浓度为30%的氨水2 ~ 4份,水890 ~ 900份。本发明配比合理,稳定性强,成本较低,缩短工件反应时间,提高了生产效率。
一种碳化硼摩擦垫片及其化学镀和超声波结合的制法
申请号 201410089592.9
公开日 2014.06.11
申请人 清华大学深圳研究生院
地址 广东省深圳市南山区西丽大学城清华大学深圳研究生院
一种化学镀和超声波结合制备碳化硼摩擦垫片的方法,包括:配制含碳化硼的化学镀液,通过温控加热装置对该镀液加温并使保持恒温,放入弹簧钢垫片,同时施加间歇式超声波,将镍磷合金和碳化硼共沉积于弹簧钢垫片的表面,形成Ni–P–B4C复合镀层;镀后垫片在200 ~ 400 °C温度下热处理。其B4C颗粒均匀镶嵌在该Ni–P–B4C复合镀层中,呈半裸露状态。这种复合镀层结构在预定的载荷下,碳化硼颗粒刺入所接触的工作面,提高了与工件之间表面啮合程度,增加机械连接件之间的结合力及连接强度,从而提升力和力矩的传输能力,降低构件的尺寸和重量,提高应用安全系数,并达到降低成本和减少能量损耗的目的,符合国家节能减排的要求。
[ 编辑:杜娟娟 ]
【行业会讯】
编者注:本栏目仅为信息平台,详细信息可登陆www.sfceo.net了解。若需确认其内容的可靠性,请与展会承办单位联系。有“☆”标注的,已纳入杂志年度展会计划。
On thick silver electroplating in thiosulfate bath
QIN Quan-sheng
Abstract:A thiosulfate (also called hyposulfite) silver electroplating process has been applied to treat copper workpieces in a company from the 1970s. It has disadvantages of slow deposition and low production efficiency due to the fact that its allowable current density is only 0.1-0.3 A/dm2. To solve this problem, a new process for thick silver electroplating was developed. Its bath composition and operation conditions are as follows: silver nitrate 55 g/L, anhydrous sodium sulfite 40 g/L, sodium thiosulfate 500 g/L, potassium citrate 40 g/L, temperature 30 °C, pH 5-6, cathodic current density 0.4-1.0 A/dm2, and cathode-to-anode area ratio 1:2 to 1:3. The deposition rate is doubled after using the new process.
Keywords:cyanide-free silver electroplating; thiosulfate; thickness; deposition rate
中图分类号:TQ153.16
文献标志码:B
文章编号:1004 – 227X (2016) 01 – 0044 – 02
作者简介:秦全生(1945–),男,从事电镀40年,从扶持农村电镀点到国内合资电镀企业基层工作。
收稿日期:2015–10–29
猜你喜欢
建材发展导向(2022年6期)2022-04-18
昆明医科大学学报(2022年2期)2022-03-29
一重技术(2021年5期)2022-01-18
水泵技术(2021年4期)2021-11-20
铁道建筑技术(2021年4期)2021-07-21
中华诗词(2019年8期)2020-01-06
传媒评论(2019年7期)2019-10-10
西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08
工业设计(2016年6期)2016-04-17
工业设计(2016年8期)2016-04-16
