工艺参数对TIG焊接温度场影响规律的有限元模拟
2016-06-13 02:56刘翔宇
承德石油高等专科学校学报 2016年2期
刘翔宇
(承德石油高等专科学校 工业技术中心,河北 承德 067000)
工艺参数对TIG焊接温度场影响规律的有限元模拟
刘翔宇
(承德石油高等专科学校 工业技术中心,河北承德067000)
摘要:针对奥氏体不锈钢0Crl8Ni9的TIG焊接过程,建立了相应的数学模型和物理模型,并基于ANSYS平台进行有限元计算,分析了焊接速度、焊接电流和电弧电压等工艺参数对焊接温度场的影响规律。结果表明,在其他条件一定的情况下,焊接电流和电弧电压直接影响焊接热输入,进而对焊接热循环的峰值温度影响显著。焊接速度仅对熔合区和热影响区的峰值温度有较大影响,但对母材其他部位的影响较小。
关键词:焊接工艺参数;温度场;有限元法;TIG 焊接;ANSYS
电弧焊是一个涉及传热、冶金和力学的复杂过程,焊接质量受到很多因素的影响,如焊接时电磁场分布、传热、传质过程、金属的熔化与相变、焊接应力与变形等等。数值模拟技术的出现,使焊接生产朝着“理论计算—数值分析—实际生产”的模式发展,焊接技术正在发生着由经验到科学、由定性到定量的飞跃[1]。由于温度对材料力学性能有显著影响,因此对残余应力、焊接变形以及裂纹等缺陷的精确预测,必须建立在对电弧焊三维瞬态温度场的准确计算的基础上[2]。本文以奥氏体不锈钢0Crl8Ni9的TIG焊接过程为例,采用ANASYS模拟软研究了焊接工艺参数对焊接温度场的影响规律。
1温度场分析数学模型
焊接过程属于非线性瞬态导热过程,随着温度的变化,材料的热物性参数会发生急剧变化。此过程的热传导方程可表示为:
(1)
式中,r、c与l分别代表材料的密度和比热和热导率,T表示温度,t表示时间,Q表示内部热源。同时,焊接过程中的传热方式主要是由热源传递给焊件,除电阻焊、摩擦焊等以外,热量传递主要以辐射和对流为主,而被焊工件和焊条在获得足够热量之后,热量的传递主要以热传导为主。因此,为简化计算模型,同时保证焊接温度场模拟的准确性,可将辐射与对流的作用综合考虑而引入对流辐射耦合系数的概念,表达式如下:
(2)
其中,hcomb为对流辐射耦合系数;h为对流换热系数,W·m2·K-1,本研究取7.8 W·m2·K-1;e为工件表面的辐射发射率;s为Stefan Boltzman常数,本研究取5.67×10-8W·m-2·K4;T和Tamb分别表示工件表面和周围介质的温度。此外,焊件的边界由于与外界存在温度差,会与周围介质换热,主要通过对流和辐射换热的方式进行,热损失qloss通过如下公式计算,
qloss=hcomb×A(T-Tamb)
(3)
式中,A表示接触面积,m2。
在本研究中,试验工件表面的辐射率取为0.51,环境温度取为27 ℃,焊接方向上的加热时间为52 s。将焊接全过程等分为78个载荷步,每一步时间为0.6 s。电弧熄灭后,追加40步作为焊件冷却过程,冷却时间为20 min。
2温度场分析物理模型
2.1几何模型
试验模型尺寸为150 mm×100 mm×3 mm,开V型坡口,根部间隙为3 mm。建立三维有限元实体模型,选择三维热分析单元SOLID70。考虑到焊件的对称性,建模时只取一半以降低运算量,电弧中心沿X轴方向移动,有限元模型如图1所示。
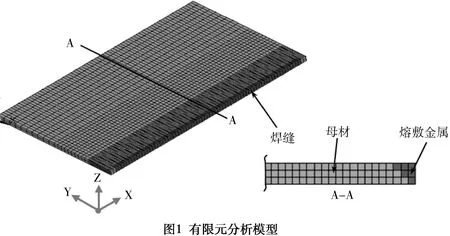
为提高计算效率,采取过渡网格划分技术。在远离焊缝位置的地方采用较大的网格尺寸。在距焊缝约10 mm处(即熔合区和热影响区附近)温度场变化剧烈,网格划分较为细密。为保证计算精度并兼顾计算效率,将焊缝处单元尺寸控制在0.5 mm 以内,在厚度方向(图1中Z向)上将单元划分成3层,每层1 mm。
2.2热源模型
为更精确地表示焊接热源,将热源看作两部分,采用高斯分布的函数作为表面热源,熔池部分采用双椭球形热源分布函数作为内热源,例如本文采用的Goldak热源模型,被认为最接近实际情况,模拟结果较为准确[3-5]。这种模型适用于电弧焊,其表面热量按高斯分布:
(4)
对于熔池部分则采用双椭球函数表示热量分布,热源沿轴分成前、后长度不同的两部分,即:
(5)
(6)
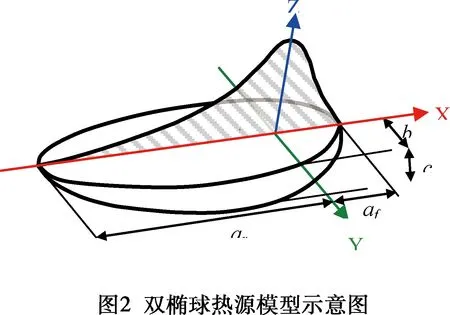
上面三式中,q(x,y,z,t)为时间t时在(x,y,z)位置的热流量;k为热源集中系数;h、U和I分别为焊接热效率、焊接电流和电弧电压;ff、fr分别为输入功率在熔池前后部分的能量分布系数,ff+fr=2;af、ar分别为前后半椭球的长度参数,b为椭球宽度参数,c为椭球深度参数;v为焊接速度;t为时间。热源模型如图2所示,各参数取值如表1所示。

表1 热源模型参数取值
2.3材料热物性参数
数值模拟计算过程中,将母材与熔敷金属简化为同种材料,即奥氏体不锈钢0Crl8Ni9。材料的热物性参数取自R. I. Karlsson等人的研究成果[6]。
3加载与求解
焊接时热源以一定速度沿焊接方向运动,移动载荷是通过APDL语言中的循环来实现的,计算步长(载荷每次移动的距离)取0.5 mm。在焊接过程中,熔敷金属随着焊接过程的进行不断产生,为真实地模拟这一过程采用“生死单元”技术,即在计算开始时将熔敷金属层单元均设定为“死”单元,将其热传导系数设为很小的值,在实际计算中就相当于这部分单元不存在。在焊接过程中再按一定的速度逐步将这部分单元激活,将它们的热传导系数恢复原值并接受热源的影响[7-8]。
4有限元分析的实验验证
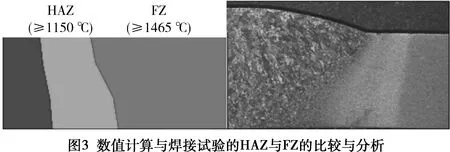
在进行试验验证时采用直流正接,使用直径3.2 mm的钍钨极,气体流量10 L/min,电弧电压12 V,焊接电流110 A,焊接速度3 mm/s。焊后从焊件横截面上取试样并经研磨抛光后进行宏观组织观察并与数值计算结果比对分析,如图3所示。可以看出数值计算结果与焊接试验结果较好吻合,本研究建立的分析模型能很好地反应实际结果。
5结果与讨论

图4所示为焊接开始35 s后的温度分布云图,此时热源沿焊接方向移动了100 mm。可以看出,随着热源的移动焊件各点的温度逐渐升高,在热源附近的温度达到峰值,形成了熔合区(FZ)。在热源前方存在一个温度相对较高的区域,等温线较为密集。同时,由于热传导、对流和辐射现象,热源的能量传递到焊件各个方向,形成了热影响区。
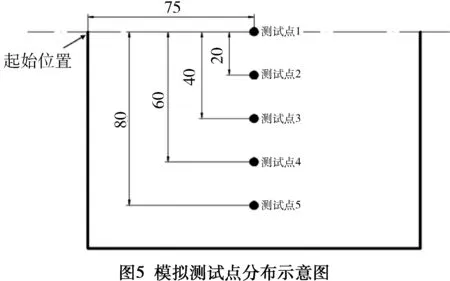
为进一步研究焊件上温度场的演变过程,对部分节点的温度变化作进一步对比分析,测试节点的位置如图5所示,各点深度均为3 mm。温度变化曲线如图6所示。
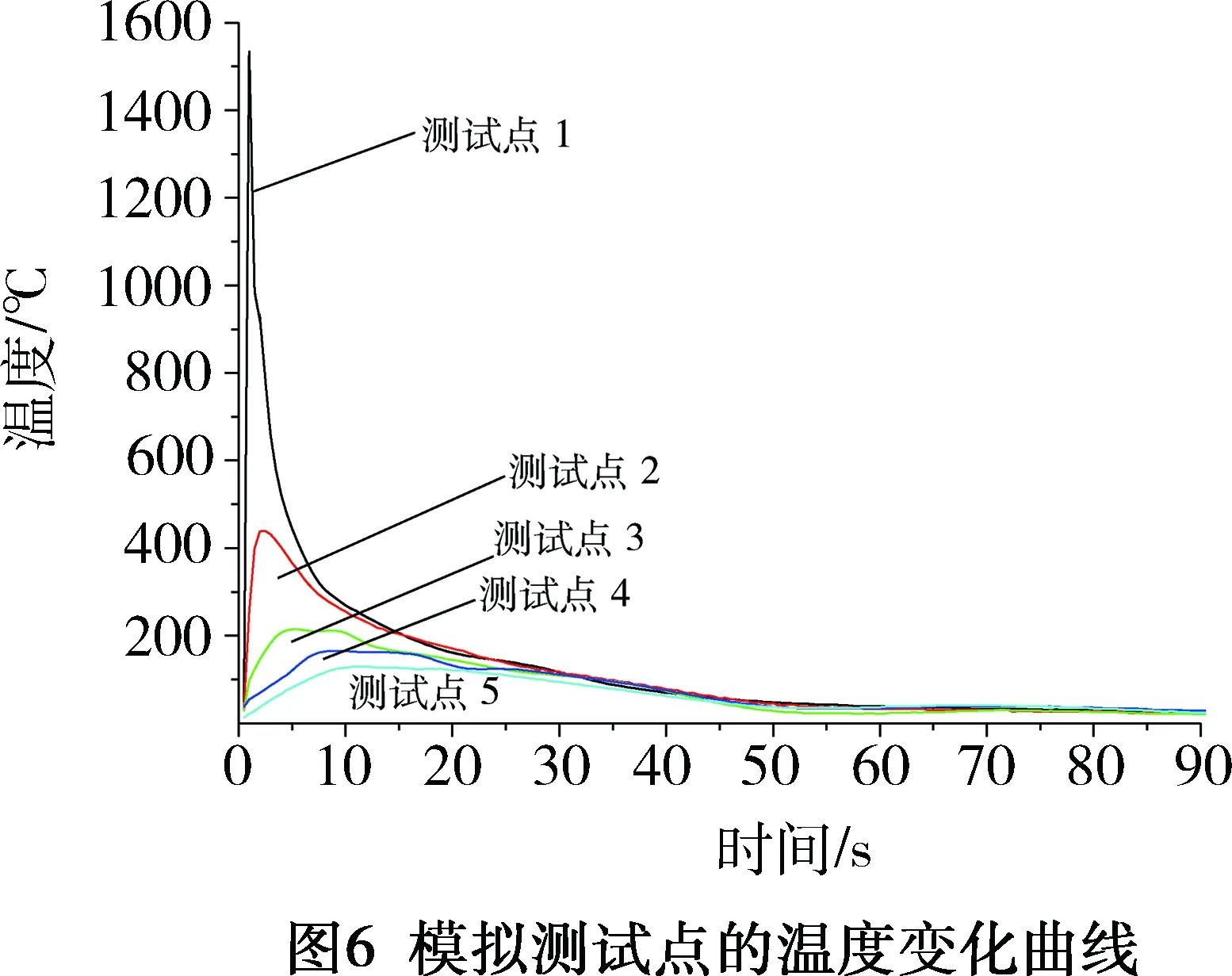
由图6可知,由于热源不对远离焊缝的部位(测试点2~5)直接接触加热,越靠近焊缝中心峰值温度越高,其中测试点1为1 540 ℃,测试点2为441 ℃,测试点3为216 ℃,测试点4为189 ℃,测试点5为158 ℃。同时,越靠近焊缝中心从初始温度升高至峰值温度所需时间越短,测试点1为1.6 s,测试点2为2.3 s,测试点3为3.2 s,测试点 4为4.1 s,测试点5为5.3 s。同时,结果还表明,焊缝附近的温度梯度较大,且越靠近焊缝中心温度梯度越大。以焊接开始后2 s为例,最大温度梯度为25 ℃/mm,这被认为是造成焊缝附近应力集中甚至开裂的重要原因[9]。
采用12 V的电弧电压,110 A的焊接电流,以3 mm/s的速度进行焊接模拟计算,得到图7所示的工件表面温度分布情况。其中图7(a)表明焊缝横截面(Y向)上各点的温度分布随时间变化的情况。结果表明,当热源移动到熔合区(Y<5 mm)时,该区域温度急剧升高但随后又快速降温。而熔合区和热影响区之外的焊件表面温度由于热传导的作用而随着时间逐步升高,这一结果与图6的结果互为印证。图7(b)显示的是沿焊接方向(X向)上的温度分布情况。随着热源的移动,焊件上各点的温度急剧增高到峰值后又逐渐降低。由于受到焊件其他部位的再热作用,升温速度均明显高于冷却速度。随着进一步冷却,各点的温度逐渐趋于某一值(即焊件的平均温度)。上述计算过程的温度分布云图如图8所示,从中可以清晰地看出熔合区、热影响区和母材的分界线及其各自的温度演变过程。
为研究焊接工艺参数的变化对焊接温度场的影响规律,设计了三组不同的工艺参数,如表2所示。

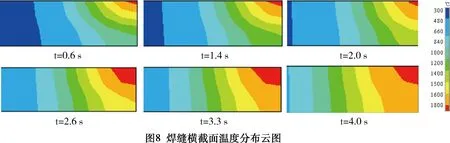
表2 焊接工艺参数

参数工艺方案Ⅰ工艺方案Ⅱ工艺方案Ⅲ电弧电压v/V121212焊接电流I/A110120130焊接热效率h/%606060
采用方案I的工艺参数,分别设定焊接速度为3 mm/s、6 mm/s和9 mm/s,焊缝截面方向(Y向,距离起始位置50 mm)和沿焊接方向(X向,焊缝上)的温度分布随焊接速度变化的情况如图9所示。结果
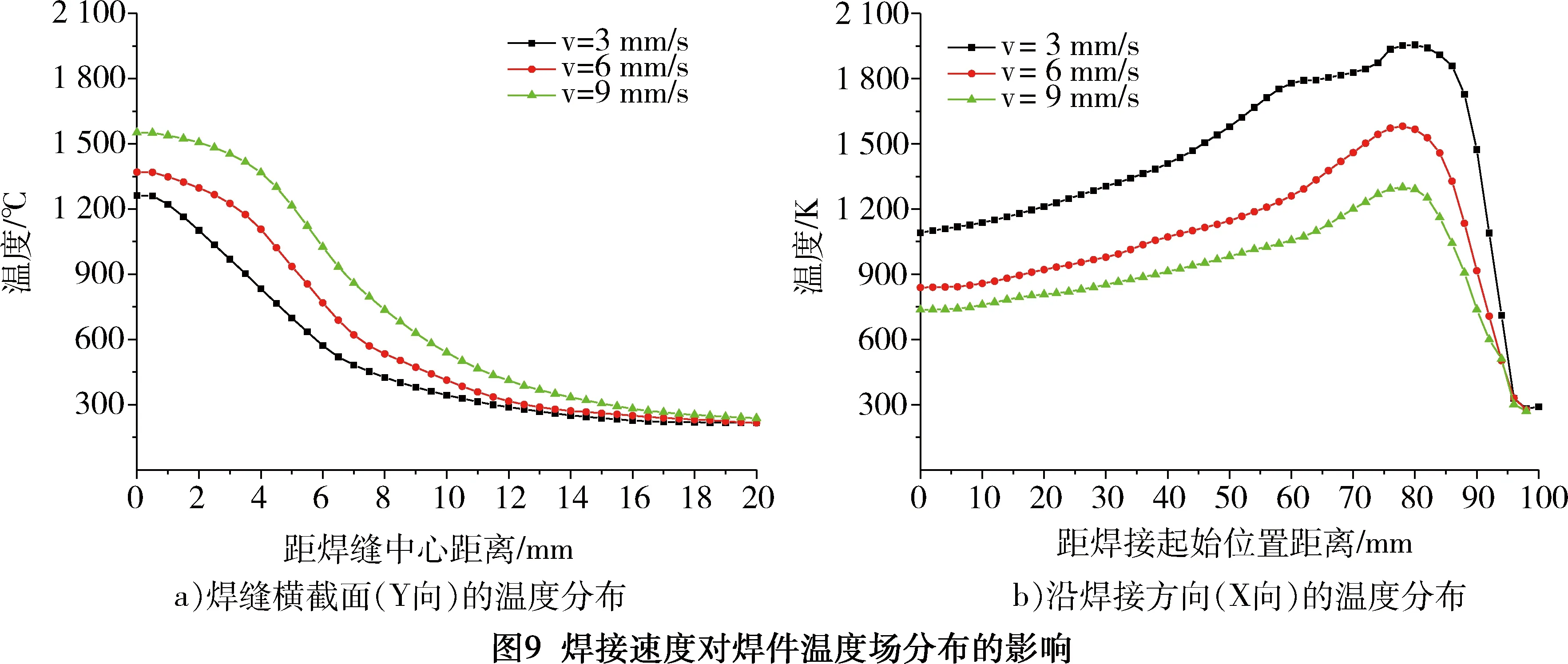

表明,随着焊接速度增加,热源在工件表面特定点停留的时间减少,焊件温度随之降低。此外,焊接速度对热影响区的峰值温度影响较为显著,但对其他部位的影响不明显,远离焊缝的母材区峰值温度趋于一致。
图10所示为不同工艺方案下焊件温度场分布情况,可以看出在其他因素确定的情况下,焊接电流和电弧电压直接影响热输入,进而对焊接热循环的峰值温度有较大的影响,热输入越高,峰值温度越高。
6结论
1)随着与焊缝中心距离的不断变化,温度分布和演变情况也发生显著变化。越靠近焊缝中心升温至峰值所需时间越短,且峰值温度越高,温度梯度越大。2)随着焊接速度的增加,焊件峰值温度随之降低。焊接速度对热影响区的峰值温度影响较为显著,但对其他部位的影响不明显,远离焊缝的母材区峰值温度趋于一致。3)焊接电流和电弧电压直接影响焊接热输入,进而对焊接热循环的峰值温度有较大的影响,热输入越高,峰值温度越高。
参考文献:
[1]吴言高,李午申,邹宏军,等.焊接数值模拟技术发展研究[J].焊接学报,2002,23(3):89-92.
[2]薛忠明,杨广臣,张彦华.焊接温度场与力学场模拟的研究进展[J].中国机械工程,2002,13(11):977-980,989.
[3]梁晓燕,罗金华,杜汉斌,等.基于ANSYS平台焊接模拟中不同焊接热源的比较[J].电焊机,2003,33(3):29-33.
[4]J. Goldak. A new finite model for welding heat source[J]. Metallurgual Transactions B, 1984,15B(2):299-305.
[5]李瑞英,赵明,吴春梅.基于SYSWELD的双椭球热源模型参数的确定[J].焊接学报,2014,35(10):93-96.
[6]R. I. Karlsson, B. L. Josefson. Three-Dimensional Finite Element Analysis of Temperatures and Stresses in a Single-Pass Butt-Welded Pipe[J].Journal of pressure vessel technology,1990,112(1):76-84.
[7]盖登宇,褚元召,李庆芬,等.组合热源模型在焊接数值模拟中的应用[J].焊接学报,2009,30(5):60-64,68.
[8]赵洪运,舒凤远,张洪涛,等.基于生死单元的激光熔覆温度场数值模拟[J].焊接学报,2010,31(5):81-84.
[9]余淑荣,熊进辉,樊丁,等.异厚度铝合金薄板激光拼焊温度场数值模拟[J].焊接学报,2007,28(5):17-20.
[10]D. Gery, H. Long, P. Maropoulos. Effects of welding speed, energy input and heat source distribution on temperature variations in butt joint welding[J]. Journal of Materials Processing Technology, 2005,167(2):393-401.
FEM Investigation on Influence of Process Parameters on Temperature Fields in TIG Welding
LIU Xiang-yu
(Industrial Technology Center, Chengde Petroleum College, Chengde 067000, Hebei, China)
Abstract:A mathematical model of heat transfer and physical model suitable to practical production were established for the calculation of temperature distribution during TIG welding process of austenitic stainless steel 0Crl8Ni9. The influence of process parameters such as welding speed, welding current and voltage on temperature distribution were investigated by adopting ANSYS software. The result indicated that the welding current and voltage will directly impact the energy input during the welding process, and then, the peak temperature of the weld thermal cycle. The change of the welding speed has mainly influenced peak temperature in fusion zone (FZ) and heat affected zone (HAZ) and it has a less effect on the temperature in other areas.
Key words:process parameters of welding; temperature fields; FEM; TIG welding; ANSYS
收稿日期:2015-10-23
作者简介:刘翔宇(1983-),男,蒙古族,河北承德人,承德石油高等专科学校工业技术中心讲师,硕士,主要从事材料成型过程模拟仿真技术的研究工作。
中图分类号:TG402
文献标识码:A
文章编号:1008-9446(2016)02-0022-06
猜你喜欢
舰船科学技术(2021年12期)2021-03-29
装备制造技术(2019年12期)2019-12-25
测控技术(2018年4期)2018-11-25
建筑科技(2018年6期)2018-08-30
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
中国卫生标准管理(2015年17期)2015-01-26
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
振动、测试与诊断(2014年4期)2014-03-01
船海工程(2013年6期)2013-03-11