
齿轮托架的精密锻造成形及数值模拟
2016-06-21 15:05马雪飞郭钢成天津平高智能电气有限公司
锻造与冲压 2016年5期
文/马雪飞,郭钢成·天津平高智能电气有限公司
陈磊·平高集团有限公司
齿轮托架的精密锻造成形及数值模拟
文/马雪飞,郭钢成·天津平高智能电气有限公司
陈磊·平高集团有限公司
本文分析了齿轮托架锻造成形的特点,对传统锻造工艺进行改进,制定热锻和冷精整相结合的反向挤压新工艺。基于DEFORM-3D软件,应用刚塑性有限元算法对齿轮托架精密锻造成形新工艺进行数值模拟,得到锻造过程中材料的流动状态和等效应变分布规律。
齿轮传动作为动力传动的主体,在21世纪的成套机械装置中仍然是重要的基本部件。它具有恒功率输出、实用可靠、效率高、生产技术成熟等优点,因此在传递动力,尤其是较大动力为主的场合,仍然具有不可取代的地位。
本次研究采用德国制造工业标准协会基于工业实践的试验零件,其形状如图1所示。该零件形状比较复杂,托架尖部只有2.8mm宽,高度26.8mm,比较细小,金属塑性成形时型腔较难填充满。

图1 齿轮托架零件图
齿轮托架的精密锻造工艺
该零件早期采用铸造工艺,生产出的齿轮托架存在缩孔、疏松、偏析等缺陷,严重影响齿轮托架的机械性能,不能满足其性能要求。根据零件形状,采用塑性成形时材料由中间向四周流动,最后填充六个架爪部位。传统的齿轮托架锻造工艺为:下料→加热→镦粗→预锻→终锻→切边,该工艺工序复杂,材料利用率低且预锻型腔和终锻型腔较难配合,在终锻时容易出现折叠和型腔填充不满。
改进后的齿轮托架精密锻造工艺为:下料→加热→镦粗→反挤压成形→热切边→余温正火→磷化皂化处理→冷精整。反挤压成形时采用异形冲头,如图2(a)所示。塑性成形时,随着冲头的下压材料被异形冲头的六个凸台分成六份,继续下压后材料受阻于凹模内壁,转而向与冲头运动相反的方向流动,填充六个架爪。由于下料体积尺寸的误差、模具的加工精度、毛坯温度和模具温度的波动等种种因素的影响,很难保证下料体积与模具型腔体积相同,因此在凹模的凹形边部加设1mm深的溢流腔,可以抑制锻造结束时变形抗力的无限增大,提高了模具寿命。利用锻后余热进行等温正火,可省去一次退火加热,降低了能耗和生产成本。
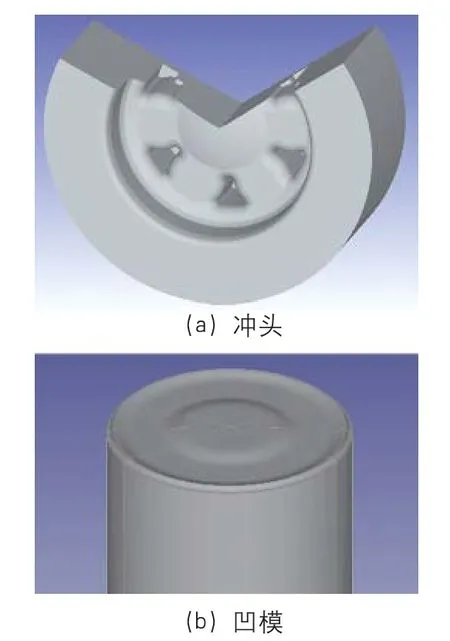
图2 反挤压异形模具
齿轮托架精密锻造的数值模拟
本文采用DEFORM-3D软件,对齿轮托架的精密成形过程进行模拟。根据零件的对称性,取毛坯的1/12做模拟计算,齿轮托架材料为15钢,锻造温度为1230℃,模具与坯料的摩擦系数设为0.3。齿轮托架的变形过程,如图3所示。坯料镦粗后,被异形冲头的六个凸台分成六份,冲头继续下压,材料受阻于凹模内壁,向上流动填充齿轮托架的架爪部位,由于凹腔底部设有1mm深的溢流腔,因此架爪尖部不够平整,在冷精整后可达到要求。图4为终锻时的应变分布,图5为终锻时的应力分布。由图4和图5可知终锻时应变和应力的最大值分别分布在齿轮托架的架爪的侧面和顶部,这说明齿轮托架在成形时六个架爪部分极难填充,在加工模具时,要提高模具型腔精度,利于架爪部分的填充。

图3 齿轮托架的变形过程

图4 终锻时的应变分布

图5 终锻时的应力分布
结束语
通过DEFORM-3D软件对齿轮托架精密锻造成形过程的模拟,得到了材料的填充规律、应力和应变的分布状态,成形后架爪填充饱满,无折叠等缺陷。采用精密锻造技术既能提高产品质量,又能提高材料利用率,缩短成品周期,经济效益显著。
猜你喜欢
模具制造(2022年2期)2022-03-25
冶金设备(2020年2期)2020-12-28
制造技术与机床(2018年11期)2018-11-23
橡塑技术与装备(2018年2期)2018-02-19
价值工程(2017年31期)2018-01-17
中国塑料(2016年5期)2016-04-16
专用汽车(2016年8期)2016-03-01
中国科技纵横(2015年1期)2015-12-27
汽车实用技术(2015年8期)2015-12-26
天津职业技术师范大学学报(2014年1期)2014-07-20
