
齿圈高频淬火硬度、层深的影响因素分析
2016-06-28 05:21杨辉刘亚辉祁伟李进萍
科技与创新 2016年11期
杨辉+刘亚辉+祁伟+李进萍
摘 要:简要分析了材料、压力、介质温度、感应器结构和工艺参数等对齿圈的影响,阐述了齿圈热处理过程中出现的问题,并采取合理、有效的方法解决它,以提高零件加工的合格率。
关键词:齿圈;感应器;淬火;温度
中图分类号:TG156.3 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.11.122
文章编号:2095-6835(2016)11-0122-02
飞轮齿圈是经过加热后镶在飞轮外缘上的,它冷却之后会紧固在飞轮外缘上,并与起动机齿轮啮合,以带动曲轴旋转,启动发动机。
近期,某公司齿圈热处理工序出现部分齿圈按照工艺参数进行淬火后硬度、淬硬层深偏低的情况,严重影响了齿圈的制造质量。鉴于此,专门成立了专项工作组查证、分析、解决这类质量问题。
齿圈技术要求,材料为45#,硬度为HRC48-56,齿根处淬硬深度为0.5~2.0 mm。
1 影响淬火的因素分析
1.1 毛坯材料
检测齿圈毛坯的成分后,结果显示,齿圈成分合格。但是,在抽检过程中发现,齿圈毛坯的基体组织为锻造态齿圈,这严重违反了图纸的设计要求,即正火态HB170-210,所以,要求厂家立即修改。正火的目的是使晶粒细化,使碳化物分布均匀,去除材料的内应力,稳定工件的尺寸,防止变形与开裂。另外,还要采取感应加热方法进行表面淬火前的预备处理,使淬火后的层深无法深入。
1.2 感应器喷水压力
相关工艺要求感应器喷水压力为0.2 MPa,但是,其实际压力最低为0.05 MPa,喷水压力不足。这样,热量瞬时就会被带走,从而降低冷却速率,影响组织转变,导致齿圈淬硬层深度不够。出现这种情况的主要原因是:①冷却水管路堵塞,再加上水泵电机长期使用,功率损耗增大。当压力调节阀开至最大时,压力表显示0.18 MPa,喷水时,压力表显示0.05 MPa。②因为当地水质比较硬,所以,长时间使用感应器,其喷水孔会结垢,导致部分喷水孔水量减少,严重时还会堵塞。③现场出现了3种结构不一致的感应器,喷水孔排列方式、数量都不一样。
鉴于此,可采取以下措施:①检修水泵电机,清理、冲洗管路内壁,保证其流量;②定期使用草酸液浸泡感应器,为其除垢,并疏通喷水孔;③确认感应器结构的唯一性和有效性,规定使用交叉5孔感应器,不得随意更换。
1.3 淬火介质温度
淬火介质冷却水的温度变化比较大,齿圈淬火设备使用的冷却水没有外部冷却装置,依靠储水箱自行降温。11月份,从齿圈淬火开始加工,水箱内的水温接近室温,为8~10 ℃;加工100件后,水温升至20 ℃;继续加工,最终水温为33~35 ℃。8月份,从齿圈淬火开始加工,水箱内的水温接近室温,为30~35 ℃;加工100件后,水温升至40 ℃;继续加工,最终水温为45~50 ℃。冷却水温下降速度缓慢,如果换热不及时,水温会逐渐升高,导致齿圈的整体硬度偏低。
1.4 调整感应器
夹具不正,齿圈与感应器存在偏心或高低不平的情况,导致齿圈装夹定位后,存在局部间隙较大、加热速率慢、喷水距离远的问题,最终影响齿圈的整体硬度和层深。鉴于此,要更换新感应器,避免因为旧感应器使用时间过长而增加功率损耗,降低齿圈的加热温度和加热深度。同时,要调整感应器与夹具的同心度,消除夹具与感应器之间存在的偏心量,优化齿圈边缘与感应器的间隙,使其更加均匀。齿尖距离感应器内表面尺寸为(4.9±0.5)mm。
在这项工作中,可以利用打表测量夹具的平面度,采取临时加垫铜皮(长久措施堆焊、打磨)的方式,使齿圈厚度与感应器之间的对中性更加均匀,防止齿圈端面凸出感应器平面。调整感应器后,齿圈两端面距离其平面(2.5±0.5)mm。
1.5 调整工艺参数
经过一系列的调整,相关工艺参数为:①在工艺规定范围内,将感应电源功率由428~432 kW调至440~445 kW,测得齿圈硬度无明显变化。②调整加热时间和冷却时间,由加热24 s、喷水9 s提升至加热25 s、喷水13 s,测得齿圈硬度高点提升约3HRC。③在相同的工艺参数下,测得不同厂家的毛坯齿圈的硬度和宽度区间基本一致,低点为41.5~42.5 HRC,高点为53~55 HRC。由此可以判断,A厂家齿圈低于48 HRC点偏多,占60%,B厂家和C厂家齿圈低于48 HRC点的占30%.④在相同参数、相同毛坯的情况下,水温越低,硬度、宽度范围越窄,硬度值整体偏高。⑤在相同参数、毛坯、水温情况下,堆放冷却和单独冷却对齿圈硬度的影响甚微。
1.6 淬火加热温度
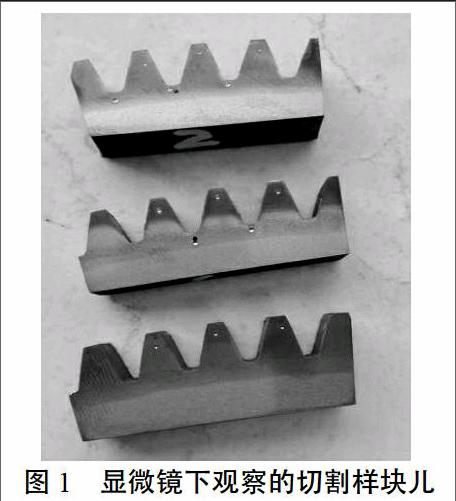
由检测结果和显微镜下观察的切割样块儿(图1)可知,齿圈齿内含有游离铁素体,未完全转化为马氏体。这是淬火加热温度不足所致,所以,要采取相应的措施延长加热时间。第一次加热,时间由24 s延长至27 s,使用红外测温仪测得齿圈的表面温度约为630 ℃,切割检测结果为齿根无层深,铁素体依然存在。第二次加热,时间由27 s延长至30 s,使用红外测温仪测得齿圈的表面温度约为670 ℃,结果依然是齿顶有铁素体,齿根马氏体较少。考虑到继续加热会导致齿圈严重变形,因此,无法继续调整工艺参数。
2 改进措施
鉴于上述情况,可采取以下措施:①加强对毛坯热处理过程的控制,禁止锻态毛坯混入合格品中;②改造齿圈储水箱,在其外部增加换热器,以加快水温的冷却速度;③改造水泵和管路系统,更换更大型号的水泵电机和与之匹配的管路,以提升喷水压力;④调整感应器夹具,并定期测量、检测,发现夹具偏心或高低不平时,要及时调整;⑤调整工艺参数,将加热时间由24 s调至25 s,喷水间隙由0.5 s调至0.8 s,冷却时间由9 s调至11 s,并根据外部环境的变化和毛坯材料一致性控制的不同随时调整工艺参数。
3 结论
齿圈高频淬火不合格主要是感应器与夹具不对正导致的。感应器结构改变,导致加热温度不够,冷却速度减慢。本文全面分析了齿圈淬火超差的原因,为解决这类质量问题提出了一种解决思路。这样,有利于后续改进工作的顺利进行,而且还能防止同类情况再次发生,避免造成更大的损失。
参考文献
[1]胡光立,谢希文.钢的热处理原理和工艺[M].西安:西北工业大学出版社,2008.
〔编辑:白洁〕
猜你喜欢
科教新报(2019年28期)2019-09-10
有色金属材料与工程(2018年3期)2018-11-25
小天使·二年级语数英综合(2018年7期)2018-09-11
科学家(2017年20期)2017-11-10
知识就是力量(2016年9期)2016-11-02
少儿科学周刊·儿童版(2016年1期)2016-03-14
公务员文萃(2014年7期)2014-09-21
知识力量·教育理论与教学研究(2013年8期)2013-07-10
